预制管件热处理温度均匀性的工装夹具及使用方法与流程
[0001]
本发明涉及一种工装夹具。特别是涉及一种预制管件热处理温度均匀性的工装夹具及使用方法。
背景技术:
[0002]
近年来,随着炼化装置的大型化,高压加氢装置为保证设备能够安全可靠的运行,常采用tp347等含有钛、铌等稳定化元素的奥氏体不锈钢作为高压管线材料,tp347属于高碳含铌cr-ni奥氏体不锈钢,由于含稳定化元素nb,其耐晶间腐蚀和耐多硫酸晶间应力腐蚀性能良好,具有更高的高温强度和更好抗高温氧化性能,广泛用于锅炉、发电、石油、化工、等工业。为了防止晶界贫铬,提高焊接接头的耐腐蚀性能,延长管线的使用寿命,施工规范及设计文件要求对其进行稳定化热处理。目前针对壁厚超过50mm的管道而言,由于无法对内壁进行保温和加热,只能在外壁加热,造成内外壁温差在120℃左右,使内壁在热处理过程中长期处于敏化区间,达不到稳定化热处理的目的。同时,内外壁高温差将会带来较大的温差应力,与焊接残余应力叠加后将会增加其在热处理过程中开裂的风险。
[0003]
针对在预制场中的预制件厚壁管道,由于在管线长度限制,在以往施工中,往往仅封堵管道两端,避免空气流通带走热量,而不对管道内部焊缝进行保温,从而造成散热面积大,能耗增加。导致在预制件的处理过程中内外壁温差过大,严重影响处理效果。因此,需要一种能够将保温棉填充到焊缝内壁附近,并且方便拆装的热处理工装,以克服预制件管道内壁焊缝无法内保温的技术难题。
技术实现要素:
[0004]
本发明所要解决的技术问题是,提供一种能够有效地降低内、外壁温差问题,确保厚壁奥氏体不锈钢焊后稳定化热处理过程中整个焊接接头性能均匀,降低温差应力的预制管件热处理温度均匀性的工装夹具及使用方法。
[0005]
本发明所采用的技术方案是:一种预制管件热处理温度均匀性的工装夹具,包括用于嵌入管道内大小相同的第一挡板和第二挡板,所述第一挡板和第二挡板之间通过弹簧相连,所述第一挡板上固定连接第一钢丝绳的一端,所述第一钢丝绳的另一端沿平行于弹簧的方向贯穿形成在第二挡板上的第二通孔位于第二挡板的外侧,用于通过连接位于管道外侧的第二固定柱对第一挡板进行定位,所述第二挡板上固定连接第二钢丝绳的一端,所述第二钢丝绳的另一端沿平行于弹簧的方向贯穿形成在第一挡板上的第一通孔位于第一挡板的外侧,用于通过连接位于管道外侧的第一固定柱对第二挡板进行定位,所述的第一挡板和第二挡板之间围绕弹簧用保温棉均匀缠绕构成保温体。
[0006]
一种预制管件热处理温度均匀性的工装夹具的使用方法,包括:
[0007]
1)首先确定热处理工艺,包括管道的加热带宽度、保温时间、升降温速率,加热方式采用外壁加热,并对外壁进行保温和热电偶的铺设;
[0008]
2)外壁热处理准备工作完成后进行工装夹具安置准备工作,具体是:依据已经选
择的热处理工艺所需的保温体宽度,调节第一挡板与第二挡板之间的距离,将保温棉均匀缠绕在第一挡板与第二挡板之间构成保温体,并用柔性钢丝缠绕固定,固定后的保温体直径为大于管道内壁直径20~30mm;
[0009]
3)工装夹具安置准备工作完成后,将工装夹具整体放置管道的管口,并将缠绕保温棉的工装夹具采用外部推送杆推送至待处理焊缝的内壁处,推送完成后,拉紧第一挡板和第二挡板外侧的第二钢丝绳和第一钢丝绳,挤压保温棉,使保温体在焊缝处对称分布,在焊缝内壁处紧固,并与内壁充分贴合,随后将第二钢丝绳和第一钢丝绳分别对应固定在管道两端的第一固定柱和第二固定柱上,完成内壁保温工装夹具的安装;
[0010]
4)按照热处理要求进行升温,热处理工作完成后,解开第二钢丝绳和第一钢丝绳,紧拉第二钢丝绳或第一钢丝绳,将热处理工装夹具通过管道开口一侧拉出。
[0011]
本发明的预制管件热处理温度均匀性的工装夹具及使用方法,工装夹具起到支撑保温层的作用,以令保温层与内壁抵接。保温层能够对焊口的内壁起到保温的作用。能有效地降低了内、外壁温差问题,确保了厚壁奥氏体不锈钢焊后稳定化热处理过程中整个焊接接头性能的均匀性,降低了温差应力。本发明具有以下有益效果:
[0012]
1、预制件管道在稳定化热处理中,由于焊缝内测通过热处理工装可以实现内壁保温,从而减小管道在热处理过程中管内空气流动时的热量损耗,减缓热量沿管道轴向和径向的散热,减小温度梯度,使均温区域内的金属在厚度方向达到所需的最低温度。
[0013]
2、本发明的工装夹具结构简单,制作方便,成本低,操作和使用方便。
附图说明
[0014]
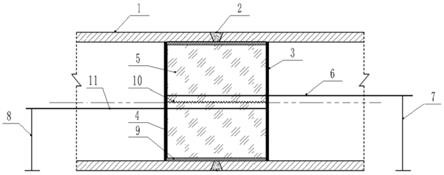
图1是本发明预制管件热处理温度均匀性的工装夹具的结构示意图;
[0015]
图2是图1的横截面示意图;
[0016]
图3是经内保温工装夹具和未经内保温工装夹具热处理后的应力效果图。
[0017]
图中
[0018]
1:管道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2:焊缝
[0019]
3:第一挡板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4:第二挡板
[0020]
5:保温体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6:第二钢丝绳
[0021]
7:第一固定柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8:第二固定柱
[0022]
9:柔性钢丝
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10:弹簧
[0023]
11:第一钢丝绳
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12:第二通孔
[0024]
13:第一通孔
具体实施方式
[0025]
下面结合实施例和附图对本发明的预制管件热处理温度均匀性的工装夹具及使用方法做出详细说明。
[0026]
如图1、图2所示,本发明的预制管件热处理温度均匀性的工装夹具,包括用于嵌入管道1内大小相同的第一挡板3和第二挡板4,所述第一挡板3和第二挡板4之间通过能够自由伸缩的弹簧10相连,所述第一挡板3与第二挡板4相距400mm~600mm,大于热处理工艺给出的保温体宽度的40mm~60mm。所述第一挡板3与第二挡板4的直径小于管道1内壁直径
50mm~80mm。
[0027]
所述第一挡板3上固定连接第一钢丝绳11的一端,所述第一钢丝绳11的另一端沿平行于弹簧10的方向贯穿形成在第二挡板4上的第二通孔12位于第二挡板4的外侧,用于通过连接位于管道1外侧的第二固定柱8对第一挡板3进行定位,所述第二挡板4上固定连接第二钢丝绳6的一端,所述第二钢丝绳6的另一端沿平行于弹簧10的方向贯穿形成在第一挡板3上的第一通孔13位于第一挡板3的外侧,用于通过连接位于管道1外侧的第一固定柱7对第二挡板4进行定位。
[0028]
所述的第一挡板3和第二挡板4之间围绕弹簧10用保温棉均匀缠绕构成保温体5,保温体5能够对焊口的内壁起到保温的作用。所述保温体5通过在外周缠绕柔性钢丝9进行固定,固定后的保温体5的直径大于管道1内壁直径20~30mm。柔性钢丝9用于确保保温体在填充至内壁焊缝附近处过程中不易崩散,同时柔性钢丝9能保证保温体在环向方向可以自由扩展,以保证其能和内壁紧密贴合,降低内壁的对流和辐射散热,保证内壁保温效果。
[0029]
本发明的预制管件热处理温度均匀性的工装夹具的使用方法,包括:
[0030]
1)首先确定热处理工艺,包括管道的加热带宽度、保温时间、升降温速率,加热方式采用外壁加热,并对外壁进行保温和热电偶的铺设;
[0031]
2)外壁热处理准备工作完成后进行工装夹具安置准备工作,具体是:依据已经选择的热处理工艺所需的保温体宽度,调节第一挡板与第二挡板之间的距离,将保温棉均匀缠绕在第一挡板与第二挡板之间构成保温体,并用柔性钢丝缠绕固定,固定后的保温体直径为大于管道内壁直径20~30mm;
[0032]
3)工装夹具安置准备工作完成后,将工装夹具整体放置管道的管口,并将缠绕保温棉的工装夹具采用外部推送杆推送至待处理焊缝的内壁处,推送完成后,拉紧第一挡板和第二挡板外侧的第二钢丝绳和第一钢丝绳,挤压保温棉,使保温体在焊缝处对称分布,在焊缝内壁处紧固,并与内壁充分贴合,随后将第二钢丝绳和第一钢丝绳分别对应固定在管道两端的第一固定柱和第二固定柱上,完成内壁保温工装夹具的安装;
[0033]
4)按照热处理要求进行升温,热处理工作完成后,解开第二钢丝绳和第一钢丝绳,紧拉第二钢丝绳或第一钢丝绳,将热处理工装夹具通过管道开口一侧拉出。
[0034]
本发明的预制管件热处理温度均匀性的工装夹具及使用方法,对焊接好的管道用热电偶进行测温实验,即将热电偶沿焊缝中心线布置,在12:00、3:00、6:00控温区内外壁各设施一个测温点。实验热处理工艺为:300℃以下自由快速升温、300℃以上升温速率60℃/h、恒温4h、400℃以上缓慢冷却、400℃以下自由降温。采用该工艺和内保温工装夹具作用下,管道稳定化热处理内壁温度能够达到875
±
10℃,有效避开了含稳定化元素热处理过程中的敏化区间。同时降低内外壁温差,有效降低了热处理过程中的温差应力,避免了热处理过程中开裂的风险。测量经内保温工装夹具和未经内保温工装夹具热处理后的应力值,结果如图3所示,可见,经内壁保温工装夹具处理后,可以显著降低内壁外温差,同时使得热处理后的应力值明显降低,有效降低了管道热处理过程开裂的风险。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1