一种轴承精密加工工艺及其一种研磨装置的制作方法
[0001]
本发明涉及轴承加工技术领域,具体涉及一种轴承精密加工工艺及其一种研磨装置。
背景技术:
[0002]
轴承是一种广泛应用于机械制造行业的通用件。其特征是转速高、承力大、摩擦力小、精度高、可承受来自于径向和轴向的负荷。两侧的防尘盖起到防尘和防止润滑油脂外溢的作用。这种轴承的加工工艺长久以来已被行业的技术人员所熟知和掌握,传统的轴承采用gcrl5轴承钢,组合上包括一个外圈和一个内圈以及一定数量的滚动体再加上有均匀兜孔的保持架把滚体均匀分配在滚道上达到均匀受力的目的。轴承防尘盖压制在外圈的牙槽内。现有技术在较大的轴向负载作用下,挡边断裂的问题难于处理,韧性相对而言就比较小,因此受到轴向力的时候比较容易断裂。
技术实现要素:
[0003]
为实现上述目的,本发明提供如下技术方案:一种轴承精密加工工艺,其特征在于,包括滚动体制造工艺、保持架制造工艺、套圈制造工艺以及装配工艺,其中滚动体制造工艺包括如下步骤:1-将钢材进行冷镦打磨获得初始钢球;2-将初始钢球进行热处理;3-将热处理之后的钢球进行硬磨;4-将硬磨之后的钢球进行粗研磨、精研磨以及抛光获得钢球;其中保持架制造工艺包括如下步骤:将钢材依次进行剪料、裁环、光整、成形、整形、冲孔,打磨孔;其中套圈制造工艺包括如下工艺:1-将原材料进行裁切获得圆盘状的初始毛坯;2-将初始毛坯进行之后锻造、退火;3-退火后进行车削;3-车削后进行热处理;4-热处理之后检测套圈的内径和外径尺寸;5-对毛坯继续进行磨削,磨削之后进行加工滚道;6-对滚道进行精加工,并抛光;其中装配工艺包括将上述滚动体、保持架以及套圈进行装配。
[0004]
本发明进一步设置,所述热处理方法包括淬火以及回火,在对套圈进行热处理时,将套圈放置在淬火炉中,随后加热至淬火温度940-1020摄氏度,保温时间1-2h,冷却环境为油冷却,冷却速率为10-30℃/h,冷却至800摄氏度;回火时,将上述套圈放置回火炉中,加热到回火温度400-500℃,保温时间2-5h,冷却方式空冷。
[0005]
本发明进一步设置,所述套圈磨削之后再次进行回火。
[0006]
本发明进一步设置,所述滚道精加工之后进行回火后再进行抛光。
[0007]
本发明进一步设置,所述钢球在打磨后进行酸洗;所述保持架在冲孔之后进行酸洗。
[0008]
本发明进一步设置,钢球进行粗研磨、精研磨以及抛光时通过研磨装置实现。
[0009]
本发明还提供了一种研磨装置,其特征在于,所述研磨装置用于对钢球进行研磨,包括上横梁、下横梁、立柱、上研磨盘以及下研磨盘,所述上横梁与所述下横梁之间设置立柱,所述所述上研磨盘转动连接有驱动机构,所述下研磨盘转动连接有驱动机构,所述驱动机构为电机,所述钢球位于所述上研磨盘与所述下研磨盘之间,所述立柱上设置有喷液装
置,所述喷液装置包括喷头以及喷管,所述喷头正对钢球设置,所述喷管内输入抛光液或研磨液,抛光时,所述喷管内喷出抛光液。
[0010]
本发明进一步设置,所述上研磨盘与所述下研磨盘为截面扇形,内部为中空结构。
[0011]
本发明进一步设置,所述上研磨盘与所述下研磨盘为石墨烯材料制成。
[0012]
本发明进一步设置,所述抛光液和研磨液为去离子水。
[0013]
本发明的有益效果,本发明提供一种既具备普通轴承的机械性能,又具有良好的抗腐蚀性能的不锈钢轴承的加工工艺同时,能够提高加工效率和加工精度。
附图说明
[0014]
此处所说明的附图用来提供对本申请的进一步理解,构成本申请的一部分,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申请的不当限定。在附图中:
[0015]
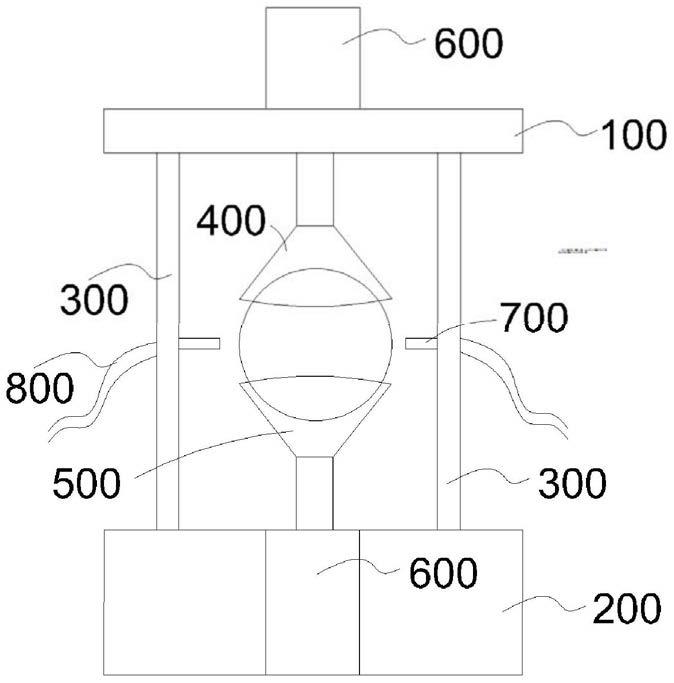
图1为本发明实施例研磨装置的结构示意图。
[0016]
附图标记,100、上横梁;200、下横梁;300、立柱;400、上研磨盘; 500、下研磨盘;600、驱动机构;700、喷头;800、喷管;
具体实施方式
[0017]
以下将配合附图及实施例来详细说明本申请的实施方式,借此对本申请如何应用技术手段来解决技术问题并达成技术功效的实现过程能充分理解并据以实施。
[0018]
本发明提供了一种轴承精密加工工艺,包括滚动体制造工艺、保持架制造工艺、套圈制造工艺以及装配工艺,其中滚动体制造工艺包括如下步骤: 1-将钢材进行冷镦打磨获得初始钢球;2-将初始钢球进行热处理;3-将热处理之后的钢球进行硬磨;4-将硬磨之后的钢球进行粗研磨、精研磨以及抛光获得钢球;
[0019]
其中保持架制造工艺包括如下步骤:将钢材依次进行剪料、裁环、光整、成形、整形、冲孔,打磨孔;
[0020]
其中套圈制造工艺包括如下工艺:1-将原材料进行裁切获得圆盘状的初始毛坯;2-将初始毛坯进行之后锻造、退火;3-退火后进行车削;3-车削后进行热处理;4-热处理之后检测套圈的内径和外径尺寸;5-对毛坯继续进行磨削,磨削之后进行加工滚道;6-对滚道进行精加工,并抛光;其中装配工艺包括将上述滚动体、保持架以及套圈进行装配。
[0021]
本发明进一步设置,所述热处理方法包括淬火以及回火,在对套圈进行热处理时,将套圈放置在淬火炉中,随后加热至淬火温度940-1020摄氏度,保温时间1-2h,冷却环境为油冷却,冷却速率为10-30℃/h,冷却至800摄氏度;回火时,将上述套圈放置回火炉中,加热到回火温度400-500℃,保温时间2-5h,冷却方式空冷。
[0022]
优选的所述套圈磨削之后再次进行回火。
[0023]
优选的所述滚道精加工之后进行回火后再进行抛光。
[0024]
优选的所述钢球在打磨后进行酸洗;所述保持架在冲孔之后进行酸洗。
[0025]
优选的钢球进行粗研磨、精研磨以及抛光时通过研磨装置实现。
[0026]
本发明还提供了一种研磨装置,所述研磨装置用于对钢球进行研磨,包括上横梁100、下横梁200、立柱300、上研磨盘400以及下研磨盘500,所述上横梁100与所述下横梁200之间设置立柱300,所述所述上研磨盘400 转动连接有驱动机构600,所述下研磨盘500转动
连接有驱动机构600,所述驱动机构600为电机,所述钢球位于所述上研磨盘400与所述下研磨盘500 之间,所述立柱300上设置有喷液装置,所述喷液装置包括喷头700以及喷管800,所述喷头700正对钢球设置,所述喷管800内输入抛光液或研磨液,抛光时,所述喷管800内喷出抛光液。
[0027]
优选的所述上研磨盘400与所述下研磨盘500为截面扇形,内部为中空结构。
[0028]
优选的所述上研磨盘400与所述下研磨盘500为石墨烯材料制成。
[0029]
优选的所述抛光液和研磨液为去离子水。本发明提供一种既具备普通轴承的机械性能,又具有良好的抗腐蚀性能的不锈钢轴承的加工工艺同时,能够提高加工效率和加工精度。
[0030]
如在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”为一开放式用语,故应解释成“包含但不限定于”。“大致”是指在可接收的误差范围内,本领域技术人员能够在一定误差范围内解决所述技术问题,基本达到所述技术效果
[0031]
较多了使用术语,需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的商品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种商品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的商品或者系统中还存在另外的相同要素。
[0032]
上述说明示出并描述了本发明的若干优选实施例,但如前所述,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述发明构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1