[0001]
本发明涉及一种高精度电弧式自适应打磨整形机器人整机。
背景技术:[0002]
阀门在机加工进行打孔作业完成后,在孔的内孔口与阀门内腔交线处会存在有粘连的碎屑,而在对阀门进行喷涂作业前,需要对这些碎屑打磨处理,然而现有的打磨方式,往往是采用人工打磨的方式进行处理,精度低,劳动强度大,打磨效率低下,且人工操作容易对孔内壁及阀门内腔造成刮伤;还有,孔的内孔口边沿一般为锐角,对阀门内流体的通过阻力比较大,不利于流体的流通。
技术实现要素:[0003]
本发明的目的在于克服以上所述的缺点,提供一种高精度电弧式自适应打磨整形机器人整机。
[0004]
为实现上述目的,本发明的具体方案如下:一种高精度电弧式自适应打磨整形机器人整机,包括有机床、电弧式打磨机器人单元、移料转移单元以及输送单元,所述电弧式打磨机器人单元、输送单元间隔设于机床上,所述移料转移单元设于机床上并位于电弧式打磨机器人单元与输送单元之间。
[0005]
其中,所述电弧式打磨机器人单元包括有机架、水平位移机构、自适应打磨整形机构、竖直位移机构和旋转卡紧机构;所述水平位移机构安装在机架的一端,所述自适应打磨整形机构通过一个悬臂与水平位移机构的输出端连接,所述竖直位移机构安装在机架的另一端,所述旋转卡紧机构固定在竖直位移机构的输出端上;所述自适应打磨整形机构包括弹性偏摆补偿部件、自定向电极部件和自定心张紧部件,所述弹性偏摆补偿部件固定在悬臂上,所述自定心张紧部件的一端与弹性偏摆补偿部件的偏摆输出端连接,所述自定向电极部件活动套接在自定心张紧部件上、并可相对自定心张紧部件旋转;所述弹性偏摆补偿部件包括弹性固定座、浮动固定座和下盖板,所述弹性固定座固定在悬臂上,所述下盖板盖合在弹性固定座的底面、并与弹性固定座形成有腔体,所述浮动固定座设于该腔体内,所述浮动固定座与弹性固定座之间连接有四个复位弹簧,四个所述复位弹簧呈十字形分布;所述自定心张紧部件包括定心杆、定心滑块和电磁推杆,所述定心杆的上端穿过下盖板后伸入腔体内、并与浮动固定座连接,所述定心杆的下端沿周向间隔设有三个条形孔,所述电磁推杆设于定心杆内,所述定心滑块活动套于定心杆的下端、并通过三个销轴一一对应穿过三个条形孔后与电磁推杆的推杆端连接,所述定心滑块上沿周向间隔铰接有是三个第一连接杆,三个所述第一连接杆的另一端各自铰接在一个定心块上,每个所述定心块上还铰接有第二连接杆,所述第二连接杆的另一端铰接在定心杆的上端;
所述自定向电极部件包括“凵”形的定向轮支架、两个相向设置且分别转动连接在定向轮支架两端的电极定向轮、形状与内孔口交线处相适配的整形电极、放电间隙调整垫片和电极滑套,所述定向轮支架、放电间隙调整垫片和整形电极分别固定套接在电极滑套上,所述电极滑套活动套接在定心杆的上端、并可相对定心杆旋转;所述定心块的外侧面为圆弧表面。
[0006]
其中,所述水平位移机构和竖直位移机构均包括底座、位移驱动电机、螺母、滑动板和螺母,所述底座安装在机架上,所述驱动电机安装在底座上,所述螺杆转动连接在底座上,所述滑动板滑动连接在底座上,所述螺母固定在滑动板上、并与螺杆螺纹连接,所述悬臂的一端固定在水平位移机构的滑动板上,所述旋转卡紧机构安装在竖直位移机构的滑动板上。
[0007]
其中,所述旋转卡紧机构包括旋转驱动电机和旋转卡盘,所述旋转驱动电机固定在竖直位移机构的滑动板上,所述旋转卡盘转动连接在竖直位移机构的滑动板上、并与旋转驱动电机的输出端连接。
[0008]
本发明的有益效果为:与现有技术相比,本发明利用自定心张紧部件的扩张配合弹性偏摆补偿部件来补偿竖直位移机构或/和水平位移机构引起的位移误差,使得自定向电极部件的轴线自适应与孔的轴线重合,同时利用电极定向轮与阀门内腔壁接触配合,使得整形电极的方向自适应与孔口的方向保持一致,然后利用电弧放电原理对孔口交线处粘连的碎屑进行精确打磨作业,同时对孔口进行高精度倒钝整形处理,以减小阀门内流体的通过阻力,机械化操作,大大降低作业人员的劳动强度,效率高,不易刮伤阀门内腔;本发明利用放电间隙调整垫片调整整形电极与孔口的间隙以及控制整形电极的电流大小,还可精确控制孔口边沿倒钝尺寸规格。
[0009]
还有,本发明采用自定心张紧部件与弹性偏摆补偿部件结合运用,大大降低了对自适应打磨整形机构的位置度的要求,使得整个整形装置的结构更简单。
[0010]
本发明采用机械化操作,大大提高阀门打磨整形处理的生产效率,降低劳动强度,节省用工成本。
附图说明
[0011]
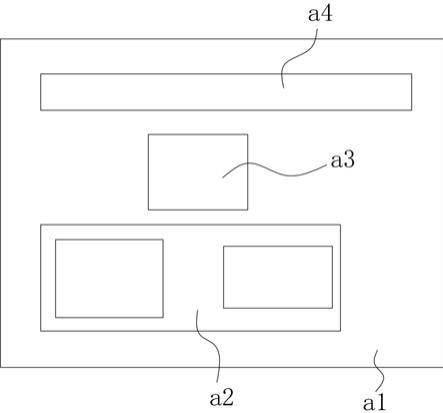
图1是本发明的俯视图;图2是本发明的电弧式打磨机器人单元的立体图;图3是本发明的自适应打磨整形机构的立体图;图4是本发明的自适应打磨整形机构的剖面示意图;图5是本发明的旋转卡紧机构的立体图;附图标记说明:机床-a1;电弧式打磨机器人单元-a2;移料转移单元-a3;输送单元-a4;1-机架;2-水平位移机构;3-自适应打磨整形机构;31-弹性偏摆补偿部件;311-弹性固定座;312-浮动固定座;313-下盖板;314-复位弹簧;32-自定向电极部件;321-定向轮支架;322-电极定向轮;323-整形电极;324-放电间隙调整垫片;325-电极滑套;33-自定心张紧部件;331-定心杆;332-定心滑块;333-电磁推杆;334-第一连接杆;335-定心块;336-第二连接杆;4-竖直位移机构;5-旋转卡紧机构;51-旋转驱动电机;52-旋转卡盘;6-悬臂。
具体实施方式
[0012]
下面结合附图和具体实施例对本发明作进一步详细的说明,并不是把本发明的实施范围局限于此。
[0013]
如图1至图5所示,本实施例所述的一种高精度电弧式自适应打磨整形机器人整机,包括有机床a1、电弧式打磨机器人单元a2、移料转移单元a3以及输送单元a4,所述电弧式打磨机器人单元a2、输送单元a4间隔设于机床a1上,所述移料转移单元a3设于机床a1上并位于电弧式打磨机器人单元a2与输送单元a4之间。
[0014]
实际使用时,输送单元a4将待整形的阀门输送至等待区域,然后移料转移单元a3将输送单元a4上位于等待区域的待整形的阀门转移至电弧式打磨机器人单元a2上,然后电弧式打磨机器人单元a2固定住待整形的阀门,并产生电弧对待整形的阀门进行打磨整形处理,阀门打磨整形处理完成后,移料转移单元a3将打磨整形处理完成的阀门再次转移至输送单元a4上,经由输送单元a4转移出工作区,接着移料转移单元a3再次将输送单元a4上位于等待区域的待整形的阀门转移至电弧式打磨机器人单元a2上,然后重复上述过程,进行下一个阀门的打磨整形处理,如此重复循环,不断进行阀门的打磨整形作业,机械化操作,大大提高阀门打磨整形处理的生产效率,降低劳动强度,节省用工成本。
[0015]
基于上述实施例的基础上,进一步地,所述电弧式打磨机器人单元a2包括有机架1、水平位移机构2、自适应打磨整形机构3、竖直位移机构4和旋转卡紧机构5;所述水平位移机构2安装在机架1的一端,所述自适应打磨整形机构3通过一个悬臂6与水平位移机构2的输出端连接,所述竖直位移机构4安装在机架1的另一端,所述旋转卡紧机构5固定在竖直位移机构4的输出端上;所述自适应打磨整形机构3包括弹性偏摆补偿部件31、自定向电极部件32和自定心张紧部件33,所述弹性偏摆补偿部件31固定在悬臂6上,所述自定心张紧部件33的一端与弹性偏摆补偿部件31的偏摆输出端连接,所述自定向电极部件32活动套接在自定心张紧部件33上、并可相对自定心张紧部件33旋转。
[0016]
工作时,移料转移单元a3将待整形的阀门放置在旋转卡紧机构5上,旋转卡紧机构5将阀门旋转卡紧住,然后在竖直位移机构4带动下,阀门移动至合适高度,水平位移机构2带动自适应打磨整形机构3朝向阀门移动,并使自适应打磨整形机构3伸入阀门内腔,自适应打磨整形机构3到达阀门的孔位上方后,竖直位移机构4带动阀门上升,使自适应打磨整形机构3上处于收缩状态的自定心张紧部件33插入孔内,然后自定心张紧部件33进行扩张、并顶住孔壁,而在自定心张紧部件33扩张过程中,由于竖直位移机构4和水平位移机构2误差的存在,自定向电极部件32的轴线可能会与孔的轴线发生偏离,此时自适应打磨整形机构3的弹性偏摆补偿部件31工作,使得自定向电极部件32的轴线与孔的轴线重合,定心完成后,竖直位移机构4带动阀门继续上移,使得自定向电极部件32与阀门的内腔壁配合,使自定向电极部件32自动定向,定向完成后,自定向电极部件32工作,产生高温电弧,将孔口交线处粘连的碎屑融化,然后控制自定向电极部件32的电流大小,对孔口的锐角边沿进行整形倒钝处理,处理完成后,自定心张紧部件33复位,同时自定向电极部件32停止工作,然后竖直位移机构4带动阀门下移,旋转卡紧机构5带动阀门旋转,使得下一个孔口与自适应打磨整形机构3对齐,从而对下一个孔口进行除屑整形处理。
[0017]
具体地,所述弹性偏摆补偿部件31包括弹性固定座311、浮动固定座312和下盖板
313,所述弹性固定座311固定在悬臂6上,所述下盖板313盖合在弹性固定座311的底面、并与弹性固定座311形成有腔体,所述浮动固定座312设于该腔体内,所述浮动固定座312与弹性固定座311之间连接有四个复位弹簧314,四个所述复位弹簧314呈十字形分布;所述自定心张紧部件33包括定心杆331、定心滑块332和电磁推杆333,所述定心杆331的上端穿过下盖板313后伸入腔体内、并与浮动固定座312连接,所述定心杆331的下端沿周向间隔设有三个条形孔,所述电磁推杆333设于定心杆331内,所述定心滑块332活动套于定心杆331的下端、并通过三个销轴一一对应穿过三个条形孔后与电磁推杆333的推杆端连接,所述定心滑块332上沿周向间隔铰接有是三个第一连接杆334,三个所述第一连接杆334的另一端各自铰接在一个定心块335上,每个所述定心块335上还铰接有第二连接杆336,所述第二连接杆336的另一端铰接在定心杆331的上端;所述自定向电极部件32包括“凵”形的定向轮支架321、两个相向设置且分别转动连接在定向轮支架321两端的电极定向轮322、形状与内孔口交线处相适配的整形电极323、放电间隙调整垫片324和电极滑套325,所述定向轮支架321、放电间隙调整垫片324和整形电极323分别固定套接在电极滑套325上,所述电极滑套325活动套接在定心杆331的上端、并可相对定心杆331旋转。
[0018]
实际使用时,电磁推杆333经由三个销轴推动定心滑块332相对定心杆331向下滑动,定心滑块332经由第一连接杆334驱动定心块335收缩,以便整个自定心张紧部件33伸入阀门内腔,在伸入阀门内腔后,电磁推杆333带动定心滑块332相对定心杆331向上滑动,从而推动三个定心块335向外扩张,直至定心块335顶住在孔壁上,当由于竖直位移机构4或/和水平位移机构2的误差存在时,其中一侧的定心滑块332首先与孔壁接触,并推动定心杆331向另一侧偏移,此时,定心杆331带动浮动固定座312偏向一侧移动,使得位于一侧的复位弹簧314压缩,而相对的另一侧的复位弹簧314拉伸,直至三个定心块335均顶住孔壁,从而使得自定向电极部件32的轴线与孔的轴线重合,完成定心工作,然后在阀门继续上移过程中,孔壁与自定向电极部件32的两个电极定向轮322贴紧,由于阀门内腔壁为圆柱面,两个电极定向轮322与阀门内腔壁接触后、其轴线方向与阀门内腔的轴线方向平行,如此实现对整形电极323定向,当整形电极323的方向与孔口方向不一致时,通过两个电极定向轮322与阀门内腔壁接触,使整个自定向电极部件32相对定心杆331旋转,从而使得整形电极323的方向与孔口的方向一致,实现定向功能,定向完成后,放电间隙调整垫片324改变自身厚度,从而带动整形电极323相对定心杆331移动,进而改变整形电极323与孔口之间的间隙,随后整形电极323通电,在整形电极323与孔口交线处之间产生高温电弧,将孔口边沿粘连的碎屑融化打磨掉,然后控制整形电极323的电流大小,对孔口的锐角边沿进行整形倒钝处理,从而完成孔口交线处的除屑整形处理。
[0019]
本实施例利用自定心张紧部件33的扩张配合弹性偏摆补偿部件31来补偿竖直位移机构4或/和水平位移机构2引起的位移误差,使得自定向电极部件32的轴线自适应与孔的轴线重合,同时利用电极定向轮322与阀门内腔壁接触配合,使得整形电极323的方向自适应与孔口的方向保持一致,然后利用电弧放电原理对孔口交线处粘连的碎屑进行精确打磨作业,同时对孔口进行高精度倒钝整形处理,以减小阀门内流体的通过阻力,机械化操作,大大降低作业人员的劳动强度,效率高,不易刮伤阀门内腔。
[0020]
本实施例利用放电间隙调整垫片324调整整形电极323与孔口的间隙以及控制整
形电极323的电流大小,可精确控制孔口边沿倒钝尺寸规格。
[0021]
还有,本实施例采用自定心张紧部件33与弹性偏摆补偿部件31结合运用,大大降低了对自适应打磨整形机构3的位置度的要求,使得整个整形装置的结构更简单。
[0022]
基于上述实施例的基础上,进一步地,所述定心块335的外侧面为圆弧表面。如此设置,避免定心块335的外侧面在顶住孔壁时刮伤孔壁,同时设置圆弧表面能够使定心块335与孔壁更适配,从而张紧更牢固。
[0023]
基于上述实施例的基础上,进一步地,所述水平位移机构2和竖直位移机构4均包括底座、位移驱动电机、螺母、滑动板和螺母,所述底座安装在机架1上,所述驱动电机安装在底座上,所述螺杆转动连接在底座上,所述滑动板滑动连接在底座上,所述螺母固定在滑动板上、并与螺杆螺纹连接,具体地,螺母通过一个固定块连接在滑动板上,所述悬臂6的一端固定在水平位移机构2的滑动板上,所述旋转卡紧机构5安装在竖直位移机构4的滑动板上。实际使用时,竖直位移机构4的底座安装在机架1的竖直平面上,竖直位移机构4的位移驱动电机经由螺杆和螺母配合带动滑动板移动,从而带动旋转卡紧机构5上旋转卡紧住的阀门上下移动,实现阀门的位置调整;同理,水平位移机构2的底座通过一个支撑座安装在机架1的水平平面上,水平位移机构2的位移驱动电机经由螺杆和螺母配合带动滑动板移动,从而带动自适应打磨整形机构3伸入或伸出阀门内腔,以适应阀门上不同位置孔口的打磨整形作业。
[0024]
如图5所示,基于上述实施例的基础上,进一步地,所述旋转卡紧机构5包括旋转驱动电机51和旋转卡盘52,所述旋转驱动电机51固定在竖直位移机构4的滑动板上,所述旋转卡盘52转动连接在竖直位移机构4的滑动板上、并与旋转驱动电机51的输出端连接。当将待打磨整形的阀门放置旋转卡盘52上时,旋转驱动电机51驱动旋转卡盘52旋转桨阀门夹紧定位住,然后在竖直位移机构4的带动下,进行阀门位置的调整,以便孔口交线处的打磨整形作业。
[0025]
以上所述仅是本发明的一个较佳实施例,故凡依本发明专利申请范围所述的构造、特征及原理所做的等效变化或修饰,包含在本发明专利申请的保护范围内。