一种3D打印治具及其工作方法
一种3d打印治具及其工作方法
技术领域
1.本发明涉及3d打印治具,具体而言涉及一种3d打印治具及其工作方法。
背景技术:
2.在专利文件cn207806618u中,提出了一种金属毛坯3d打印治具,包括车床本体,所述车床本体的顶端设有两条对称设置的移动轨道,移动轨道内滑动连接有移动装置,两个移动装置之间连接有横板,横板的顶端设有两条对称设置的滑槽,滑槽内滑动连接有滑块,且滑槽的两侧侧壁之间转动连接有螺纹杆,滑块与螺纹杆螺纹连接,所述横板的内部中间位置设有双轴电机,双轴电机的输出轴呈水平方向放置,且穿过滑槽的侧壁与螺纹杆靠近车床本体中心位置的一端连接,所述横板的顶端中间位置连接有电动伸缩柱。可以有效的对不同结构尺寸的架板进行夹持固定,实现自动化操作的同时,通过牢固的夹持来保证加工效率,降低废品率,且结构简单新颖,适宜推广。
3.在3d打印生产通过架板生产工件时,有时直接在架板所固定的工件本体上进行加工,做到生产的一体成型,保证所生产的工件具有良好的强度,但是在3d打印工作时,往往会有大量的热量,需要良好的散热,使生产好的工件快速塑形,否则堆积的热量会软化工件的一些部位,导致工件的强度不符合设计标准。
技术实现要素:
4.本发明的目的是提供一种3d打印治具,以通过3d打印治具对架板紧固和散热。
5.为了解决上述技术问题,本发明提供了一种3d打印治具,包括:定位台,所述定位台上开设有一架板安装口,所述架板安装口处设置架板本体;底面定位组件,所述底面定位组件位于所述架板安装口处并且内部具有一流通腔,所述流通腔上方开设有若干正对架板本体底面的流通孔,所述底面定位组件用于支撑所述架板本体;顶面定位组件,位于所述架板安装口处,用于贴合所述架板本体;冷却仓,所述冷却仓固定在所述定位台上并且环所述架板安装口设置,所述冷却仓与所述流通腔连通;其中冷气依次经所述冷却仓和所述流通腔并从所述流通孔排出以冷却顶撑架板本体的底面。
6.优选的,所述底面定位组件包括开设所述流通腔的u形支撑片和连接所述u形支撑片的两个横梁连接件;所述u形支撑片的凹口底部开设有若干所述流通孔,以及两个所述横梁连接件镜像固定在所述u形支撑片的两侧;所述横梁连接件与所述定位台固定连接。
7.优选的,所述顶面定位组件包括两个横截面呈t形的顶压板和若干长边定位部;每个所述顶压板对应多个所述长边定位部;两个所述顶压板通过多个所述长边定位部镜像固定在所述架板安装口的长度方向上。
8.优选的,所述长边定位部包括连接杆和第一l形连接板,所述第一l形连接板包括互相垂直一体设置的第一竖板和第一横板;所述第一横板与所述定位台固定连接,所述第一竖板上开设有螺纹架设孔;所述顶压板上开设有多个贯穿孔,每个所述贯穿孔对应一个所述连接杆;所述连接杆的腰部与所述螺纹架设孔螺纹连接;并且所述顶压板通过所述贯
穿孔架设在所述连接杆上。
9.优选的,所述的3d打印治具还包括若干第二l形连接板,以及所述架板安装口的宽度方向处设有多个所述第二l形连接板;所述第二l形连接板包括互相垂直一体设置的第二竖板和第二横板;所述第二横板与所述定位台固定连接。
10.优选的,所述架板的底部开设有伞状槽口,每个所述伞状槽口的正下方为所述流通孔。
11.优选的,所述流通孔处与所述u形支撑片一体设置有一圆台管体,所述圆台管体的小圆面朝上,所述圆台管体的内腔与所述流通孔同轴设置。
12.优选的,所述凹口的底部开设有若干泄水孔;所述u形支撑片的外壁开设有若干排水孔;每一个所述泄水孔对应一个所述排水孔,以及所述泄水孔和所述排水孔通过排水管路连通且连接。
13.优选的,所述的3d打印治具还包括冷却气泵;所述冷却气泵将冷却气体输送至冷却仓,所述冷却仓设有若干出气口,每一个所述出气口对应一个所述流通孔,所述出气口与所述流通孔通过管道连接且连通。
14.另一方面,一所述的3d打印治具的工作方法,所述3d打印治具适于采用上述的3d打印治具;通过底面定位组件和顶面定位组件支撑贴合架体本体;向冷却仓内通入冷气使冷气经过流通腔并从流通孔排出以冷却顶撑架板本体的底面。
15.本发明通过定位台的架板安装口安装底面定位组件和绕架板安装口设置的冷却仓,并在所述底面定位组件内部设有一流通腔;所述流通腔上方开设有若干正对架板本体底面的流通孔;所述冷气从冷却仓流向流通腔后从流通孔喷出,通过冷却气体顶升架板本体的底面,并对架板本体进行冷却。
附图说明
16.下面结合附图和实施例对本发明进一步说明。
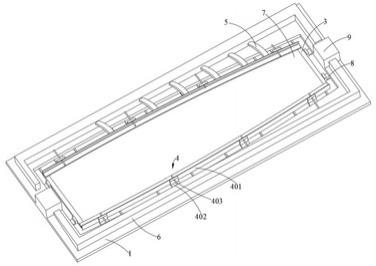
17.图1是本发明3d打印治具的正视图结构示意图;图2是本发明3d打印治具的后视图结构示意图;图3是本发明3d打印治具的架板的结构示意图;图4是本发明3d打印治具的架板的伞状槽口气流示意图;图5是本发明3d打印治具的架板的u形支撑片结构示意图;图6是本发明3d打印治具的架板的u形支撑片的剖视图。
18.图中:1为定位台;2为底面定位组件,201为u形支撑片, 2011为流通腔, 2012为流通孔, 2013为圆台管体 ,2014为泄水孔,2015为排水孔, 2016为排水管路;3为架板,301为伞状槽口;4为顶面定位组件,401为顶压板,402为长边定位部,403为连接杆;5为软管;6为冷却仓;7为工件;
8为第二l形连接板;9为冷却气泵。
具体实施方式
19.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
20.如图1和图2所示,本发明提供了一种3d打印治具,包括:定位台1,所述定位台1上开设有一架板3安装口,所述架板3安装口处设置架板3本体;底面定位组件,所述底面定位组件位于所述架板3安装口处并且内部具有一流通腔2011,所述流通腔2011上方开设有若干正对架板3本体底面的流通孔2012,所述底面定位组件用于支撑所述架板3本体;顶面定位组件4,位于所述架板3安装口处,用于贴合所述架板3本体;冷却仓6,所述冷却仓6固定在所述定位台1上并且环所述架板3安装口设置,所述冷却仓6与所述流通腔2011连通;其中冷气依次经所述冷却仓6和所述流通腔2011并从所述流通孔2012排出以冷却顶撑架板3本体的底面;所述流通腔2011设置在底面定位组件内,以使气体能够流向流通孔2012;所述述流通通过软管5与冷却仓6相连。
21.在本实施例中,所述冷气只是温度低于工件7冷却温度的气体,气体类型可以是二氧化碳、氮气和氦气等工业常用的气体。
22.在本实施例中,所述架板3设有工件7放置槽,以放置所述工件7。
23.在本实施例中,所述顶面定位组件4贴合架板3本体的两长边和两短边。
24.在本实施例中,所述底面定位组件包括开设所述流通腔2011的u形支撑片201和连接所述u形支撑片201的两个横梁连接件;所述u形支撑片201的凹口底部开设有若干所述流通孔2012,以及两个所述横梁连接件镜像固定在所述u形支撑片201的两侧;所述横梁连接件与所述定位台1固定连接;所述横梁连接件设置在定位台1的底面,以将u形支撑片201设置在架板3本体的底面;所述u形支撑片201的两侧板与所述架板3本体的底面相抵,以支撑所述架板3本体。
25.在本实施例中,所述顶面定位组件4包括两个横截面呈t形的顶压板401和若干长边定位部402;每个所述顶压板401对应多个所述长边定位部402;两个所述顶压板401通过多个所述长边定位部402镜像固定在所述架板3安装口的长度方向上;所述t形顶压板401包括横板和竖板;所述横板垂直设置在所述竖板上;所述横板和所述竖板固定连接后形成第一直角和第二直角;所述第一直角与多个长边定位想对应;所述第二直角与所述架板3本体的长边相贴合,以顶压所述架板3本体。
26.在本实施例中,所述长边定位部402包括连接杆403和第一l形连接板,所述第一l形连接板包括互相垂直一体设置的第一竖板和第一横板;所述第一横板与所述定位台1固定连接,所述第一竖板上开设有螺纹架设孔;所述顶压板401上开设有多个贯穿孔,每个所述贯穿孔对应一个所述连接杆403;所述连接杆403的腰部与所述螺纹架设孔螺纹连接;并且所述顶压板401通过所述贯穿孔架设在所述连接杆403上;通过连接杆403依次穿过所述第一竖板上开设有螺纹架设孔和顶压板401上的管穿孔,以将顶压板401固定在设定位置,以固定架板3的长边。
27.在本实施例中,所述的3d打印治具还包括若干第二l形连接板8,以及所述架板3安
装口的宽度方向处设有多个所述第二l形连接板8;所述第二l形连接板8包括互相垂直一体设置的第二竖板和第二横板;所述第二横板与所述定位台1固定连接;所述第二l形连接板8的竖板与所述架板3本体的短边相抵,以将架板3的短边定位在设定位置。
28.如图3和图4所示,在本实施例中,所述架板3的底部开设有伞状槽口301,每个所述伞状槽口301的正下方为所述流通孔2012;所述流通孔2012与工件7底部的伞状槽口301一一对应,所述流通孔2012喷出的冷气正对所述伞状槽口301,以顶推所述伞状槽口301,进而顶推所述架板3;从而向上压紧工件7。
29.在本实施例中,所述伞状槽口301在冷气冲击时,工件7在生产过程中温度较高,此时会有水滴产生;水滴沿所述伞状槽口301的内壁滑落;此时冷气喷向所述伞状槽口301后,气体沿伞状槽口301的内壁喷出,吹走伞状槽口301内壁的水珠。
30.如图5和图6所示,在本实施例中,所述流通孔2012处与所述u形支撑片201一体设置有一圆台管体2013,所述圆台管体2013的小圆面朝上,所述圆台管体2013的内腔与所述流通孔2012同轴设置;通过设置圆台管体2013引导气流的走向,使流通孔2012流出的冷气直接喷向所述伞状槽口301,提高所述伞状槽口301向上的顶推效果。
31.在本实施例中,所述凹口的底部开设有若干泄水孔2014;所述u形支撑片201的外壁开设有若干排水孔2015;每一个所述泄水孔2014对应一个所述排水孔2015,以及所述泄水孔2014和所述排水孔2015通过排水管路2016连通且连接;当水滴沿伞状槽口301滴落时,水滴会滴在所述凹口内,泄水孔2014周围的水滴通过排水管路2016从排水孔2015排出。
32.在本实施例中,所述排水管路2016从流通腔2011内穿过,直接从排水口排出。
33.在本实施例中,所述的3d打印治具还包括冷却气泵9;所述冷却气泵9将冷却气体输送至冷却仓6,所述冷却仓6设有若干出气口,每一个所述出气口对应一个所述流通孔2012,所述出气口与所述流通孔2012通过管道连接且连通。
34.在本实施例中,所述冷气不仅要能够冷却架板3,还要喷射在架板3的伞状槽口301内提供向上的顶升力,其气体的压强要大于一般灌装气体的输出压强,通过冷却气泵9对冷气进行加压,是冷气的压力满足设定要求。
35.实施例2在实施例1的基础上,本实施例还提供了一种3d打印治具的工作方法,所述3d打印治具适于采用上述的3d打印治具;通过底面定位组件和顶面定位组件4支撑贴合架体本体;向冷却仓6内通入冷气使冷气经过流通腔2011并从流通孔2012排出以冷却顶撑架板3本体的底面。
36.通过3d打印治具的工作方法能够驱动架板3夹紧工件7,能够保证工件7在进行3d打印时的精度;通过冷气从所述架板3本体的底面喷出能够降低架板3的温度,进而降低所述工件7的温度。
37.综上所述,本发明通过定位台1的架板3安装口安装底面定位组件和绕架板3安装口设置的冷却仓6,并在所述底面定位组件内部设有一流通腔2011;所述流通腔2011上方开设有若干正对架板3本体底面的流通孔2012;所述冷气从冷却仓6流向流通腔2011后从流通孔2012喷出,通过冷却气体顶升架板3本体的底面,并对架板3本体进行冷却;同时所述架板3的底面设有伞状槽口301,所述冷气从流通孔2012喷向伞状槽口301,向上顶升架板3;伞状槽口301上由于温度变化产生的水滴沿所述伞状槽口301滑落。
38.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1