一种非晶纳米晶合金带材及其制造方法与流程
1.本发明属于合金带材领域,特别涉及一种非晶纳米晶合金带材及其制造方法。
背景技术:
2.非晶纳米晶合金是近年来迅速发展起来的一类软磁材料,与传统的电工钢、铁氧体等软磁材料相比具有更高的磁导率、更低的交流损耗,已经广泛应用于变压器、电感器、互感器、电机定子等磁性元器件中的铁心。在用于变压器、电感器、互感器、电机定子等场合时,一般是将厚度仅有约0.025毫米的非晶纳米晶合金带材卷绕或堆叠成铁心。
3.非晶纳米晶带材一般采用平面流技术制造,其方法是:将一定配比的原料用冶炼炉熔化成钢液;然后,将钢液浇入底部带有狭缝喷嘴的喷嘴包中;喷嘴包中的钢液从喷嘴中流出,铺展在喷嘴下方的高速旋转的铜合金冷却辊外圆周表面,并在冷却辊表面与喷嘴底面之间形成一定尺寸的钢液熔潭,钢液迅速地被抽出并快速冷却,同时喷嘴缝中的钢液持续补充到熔潭中,从而形成具有非晶或纳米晶结构的连续薄带。
4.用平面流技术生产出的非晶纳米晶带材一般都具有一定程度的表面不平度,即:如果将一段带材自由平直地放置在水平面上,则带材表面存在波浪状起伏现象,而并非一个理想的平整平面。如果带材直接用于制造铁心,则这种带材表面起伏会降低铁心的叠片系数。如果带材用于纵向分剪,则分剪后不同横向位置的窄带将具有不同的长度,会影响分剪后窄带的收卷质量,容易出现断带、收卷不齐、甚至塌卷等现象。因此,需要非晶纳米晶带材具有尽量好的表面平整度,即尽量小的表面不平度。
5.日本专利申请jp1986226909a披露了使用具有表面不平坦度的非晶带材制造铁心的方法,即:将带材分剪成若干条窄带,再卷绕成铁心,从而避免因带材不平整造成的铁心不紧密问题。
6.中国专利申请cn110998758a提供了一种消除非晶带材表面不平整的方法,即:将表面不平整的非晶带材施加一定的张力并在高温下退火,使之变得平整。
7.现有技术已经发现了非晶带材存在的表面不平整现象,并通过后续处理进行消除或减轻。但是,这种对非晶带材的后续处理增加了加工工序。而提供具有良好表面平整度的非晶纳米晶合金带材,对降低后续的铁心加工成本、改善铁心等深加工产品的质量是非常有利的,也是非常急需的。
技术实现要素:
8.针对上述问题,本发明提供了一种非晶纳米晶合金带材及其制造方法。
9.一种非晶纳米晶合金带材,所述非晶纳米晶合金带材分剪成多条小于等于10毫米宽度相同的窄条时,多条窄条之间的相对长度差不大于0.50%。
10.进一步地,所述非晶纳米晶合金带材分剪成多条小于等于10毫米宽度相同的窄条时,多条窄条之间的相对长度差不大于0.20%,所述窄条的宽度小于等于10毫米。
11.进一步地,所述非晶纳米晶合金带材分剪成多条小于等于10毫米宽度相同的窄条
时,多条窄条之间的相对长度差不大于0.10%,所述窄条的宽度小于等于10毫米。
12.进一步地,所述非晶纳米晶合金带材分剪成多条小于等于10毫米宽度相同的窄条时,多条窄条之间的相对长度差不大于0.05%,所述窄条的宽度小于等于10毫米。
13.进一步地,所述非晶纳米晶合金带材分剪成多条小于等于10毫米宽度相同的窄条时,多条窄条之间的相对长度差不大于0.02%,所述窄条的宽度小于等于10毫米。
14.一种上述所述的非晶纳米晶合金带材的制造方法,所述制造方法包括:
15.将原料熔化成钢液;
16.将钢液浇入底部带有喷嘴的喷嘴包中;
17.钢液从喷嘴中流出,铺展在喷嘴下方的高速旋转的冷却辊外圆周表面,并在冷却辊表面与喷嘴底面之间形成钢液熔潭;
18.控制熔潭内部钢液的横向温度不均匀度不大于40℃,和/或控制进入熔潭之前的冷却辊在制带位置范围内的表面温度不均匀度不大于40℃;
19.所述钢液被冷却辊快速抽出并冷却形成表面平整度好的非晶纳米晶合金带材。
20.进一步地,所述熔潭内部钢液的横向温度不均匀度不大于20℃;
21.所述冷却辊在制带位置范围内的表面温度不均匀度不大于20℃。
22.进一步地,所述控制熔潭内部钢液的横向温度不均匀度的方法包括:
23.用火焰或高温气体向熔潭温度偏低的区域喷吹。
24.进一步地,所述火焰或高温气体向熔潭的上流侧或下流侧喷吹。
25.进一步地,所述控制熔潭内部钢液的横向温度不均匀度的方法包括:
26.用火焰或高温气体向喷嘴温度偏低的区域喷吹。
27.进一步地,所述火焰或高温气体向喷嘴的上流侧或下流侧喷吹。
28.进一步地,所述冷却辊在制带位置范围内的表面温度不均匀度的方法包括:用火焰或高温气体喷吹冷却辊在制带位置范围内熔潭上流侧辊面的温度偏低区域。
29.本发明的非晶纳米晶合金带材具有良好的表面平整度,并且在非晶纳米晶合金带材制造过程中控制熔潭内部钢液的横向温度不均匀度和冷却辊在制带位置范围内的表面温度不均匀度,实现改善所制备带材的表面平整度,并且制造工序简单便捷。本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书、权利要求书以及附图中所指出的结构来实现和获得。
附图说明
30.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
31.图1示出了根据现有平面流技术制造带材的制造原理;
32.图2示出了根据现有平面流技术制造带材的外观形状;
33.图3示出了将一段带材分剪后所有窄条的长度差异示意图;
34.图4示出了根据本发明实施例用火焰或高温气体向熔潭或喷嘴温度偏低的区域喷
吹的结构示意图;
35.图5示出了根据本发明实施例用火焰或高温气体喷吹冷却辊在制带位置范围内熔潭上流侧辊面的结构示意图。
36.附图说明:1、喷嘴包;2、冷却辊;3、带材;4、表面起伏;5、第一火焰或高温气体;6、喷嘴;7、第二火焰或高温气体。
具体实施方式
37.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地说明,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明的保护范围。
38.现有作为软磁材料使用的非晶纳米晶合金带材,目前一般采用平面流技术制造,其制造原理如图1所示。具体工艺流程是:将一定配比的原料用冶炼炉熔化成钢液;然后,将钢液浇入底部带有狭缝喷嘴的喷嘴包1中;喷嘴包中的钢液从喷嘴中流出,铺展在喷嘴下方的高速旋转的铜合金冷却辊2的外圆周表面,并在冷却辊表面与喷嘴底面之间形成一定尺寸的钢液熔潭,钢液迅速地被抽出并快速冷却,同时喷嘴缝中的钢液持续补充到熔潭中,从而形成具有非晶或纳米晶结构的连续薄带3。通常地,所制造非晶纳米晶带材的宽度在300毫米以下,厚度在14-35微米之间。然后,通过将带材卷绕、堆叠、粘接或裁剪,加工成各种形状的成品。
39.用平面流技术制造的非晶纳米晶带材通常都具有一定的表面不平整现象。将一段带材3的自由面向上置于水平面上并处于自由状态时,带材的部分区域会存在周期性的纵向波浪状的表面起伏4,如图2所示。这种表面起伏4既可能出现在带材边缘,也可能出现在带材宽度中间区域或偏离中间的横向位置区域;既可能只出现在带材的某一个横向区域,也可能同时出现在不同的横向位置。
40.在本发明中横向定义为带材的宽度方向;纵向定义为带材的长度方向,即带材铸造方向。
41.对于存在波浪起伏的钢铁板材,波浪起伏的高点高度与两个相邻高点之间的距离(即波长)之比可作为衡量平整度的指标。但是,由于非晶纳米晶带材通常是非常柔软的,当带材被移动时,带材上的波浪状起伏会发生变化,导致多次测量结果存在较大的不一致性,因此这种方法不适合非晶纳米晶带材平整度的评估。
42.对于柔软且存在波浪起伏的非晶纳米晶带材,可用相对长度差来评估其平整度。对于存在波浪起伏的非晶纳米晶带材来说,其不同横向位置的纵向实际长度是不同的。例如:将一段纵向两端整齐且平行的带材纵向分剪(也称为纵剪、分条或辊剪)成宽度为10毫米或以下的窄条,则分剪后的窄条会具有不同的长度,其中存在波浪起伏区域在分剪后更长,如图3所示。非晶纳米晶带材的相对长度差可定义为:取一段宽带材,将其纵向(长度方向)的两端裁切整齐,并使裁切边与带材纵向垂直;将该段宽带材沿纵向分剪成宽度为10毫米或以下的窄条后,所有窄条之间的长度极差除以最短窄条的长度,所得数值称为相对长度差,即:
[0043][0044]
上式中,δ为分剪成窄条后的相对长度差,l
max
为带材分剪后长度最长的窄条的长度值,l
min
为为带材分剪后长度最短的窄条的长度值。
[0045]
上述相对长度差也可以用非接触方法测量和计算而省去分剪过程。例如,用激光测距装置对一段自由放置于水平面的带材进行面扫描,得到带材表面起伏的三维图像,然后用软件计算出该段带材不同横向位置的纵向长度,由此计算出相对长度差。
[0046]
依据上述相对长度差的计算方式,本发明涉及一种表面平整度良好的非晶纳米晶合金带材,本发明的非晶纳米晶合金带材分剪成10毫米或以下宽度的窄条后,所有窄条的相对长度差不大于0.50%。
[0047]
优选地,本发明的非晶纳米晶合金带材分剪成10毫米或以下宽度的窄条后,所有窄条的相对长度差不大于0.20%。
[0048]
进一步地,本发明的非晶纳米晶合金带材分剪成10毫米或以下宽度的窄条后,所有窄条的相对长度差不大于0.10%。
[0049]
更优选地,本发明的非晶纳米晶合金带材分剪成10毫米或以下宽度的窄条后,所有窄条的相对长度差不大于0.05%。
[0050]
更进一步地,本发明的非晶纳米晶合金带材分剪成10毫米或以下宽度的窄条后,所有窄条的相对长度差不大于0.02%。
[0051]
通过所有窄条的相对长度差不大于0.50%可知,本发明的非晶纳米晶合金带材的表面平整度较好,表面起伏较少,基本能达到表面整体平整。而采用本发明的非晶纳米晶合金带材所卷绕或堆叠,加工的铁心体积更小,叠片系数更高。
[0052]
本发明表面平整度良好的非晶纳米晶合金带材,其带宽为50~300毫米,带厚为10~50微米。
[0053]
为获得表面平整度良好的非晶纳米晶合金带材,本发明还提供了上述非晶纳米晶合金带材的制造方法,所述制造方法包括:
[0054]
将原料熔化成钢液;
[0055]
将钢液浇入底部带有喷嘴的喷嘴包中;
[0056]
合金液从喷嘴中流出,铺展在喷嘴下方的高速旋转的冷却辊外圆周表面,并在冷却辊表面与喷嘴底面之间形成钢液熔潭;
[0057]
控制熔潭内部钢液的横向温度不均匀度不大于40℃,同时控制进入熔潭之前的冷却辊在制带位置范围内的表面温度不均匀度不大于40℃;
[0058]
所述钢液被冷却辊快速抽出并冷却形成表面平整度好的非晶纳米合金带材。
[0059]
更进一步地,所述熔潭内部钢液的横向温度不均匀度不大于20℃;
[0060]
所述冷却辊在制带位置范围内的表面温度不均匀度不大于20℃。
[0061]
为了控制熔潭内部钢液的横向温度不均匀度,如图4所示,可以用第一火焰或高温气体5向熔潭温度偏低的区域喷吹;
[0062]
具体的,用第一火焰或高温气体5向熔潭的上流侧或下流侧喷吹。
[0063]
也可以采用第一焰或高温气体5向喷嘴6温度偏低的区域喷吹;
[0064]
具体的,用第一火焰或高温气体5向喷嘴6的上流侧或下流侧喷吹。
[0065]
而控制冷却辊在制带位置范围内的表面温度不均匀度,如图5所示,用第二火焰或高温气体7喷吹冷却辊在制带位置范围内熔潭上流侧辊面的温度偏低区域。
[0066]
所使用的火焰可由可燃性气体燃烧形成,如果对整个喷嘴6或整个熔潭或冷却辊使用加热,可以调节不同区域的第一火焰或高温气体5或第二火焰或高温气体7的流量大小,以调整局部温度。
[0067]
为进一步说明本发明的非晶纳米晶带材的制备方法,设置了多个实施例和比较例。
[0068]
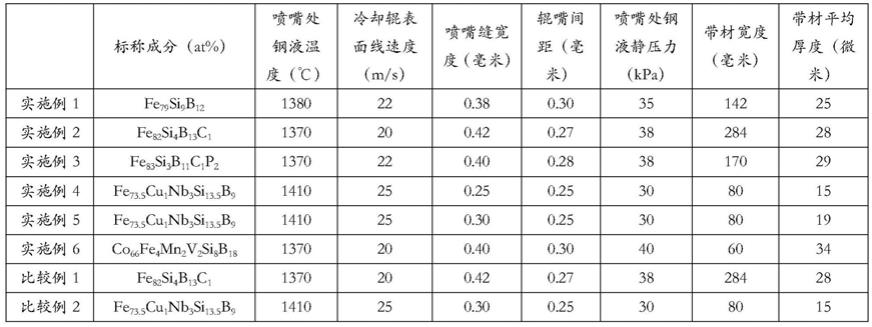
在表1的实施例和比例中采用中频感应炉冶炼母合金钢液,用平面流技术,调整制备过程中温度、压力、冷却辊线速度等最佳参数制造宽度为50-284毫米、平均厚度为18-35微米的非晶纳米晶合金带材。所制造带材的成分、关键工艺参数及带材尺寸如表1所列。
[0069]
表1
[0070][0071]
采用上述实施例及对比例带材制造过程中,保证表1中工艺参数不变,用双比色红外测温仪以横向连续扫描方式或用热像仪测量熔潭内部钢液温度的横向分布。用第一火焰对或高温气体对温度偏低区域的喷嘴的上流侧和/或下流侧进行连续喷吹,使该区域的钢液温度与高温区域的温度差值保持在40℃以内。
[0072]
同时用双比色红外测温仪以横向连续扫描方式或用热像仪测量冷却辊在制带位置范围内的熔潭上流侧表面温度分布。用第二火焰或高温气体对熔潭上流侧辊面上的温度偏低区域进行连续喷吹,使该区域的辊面温度与高温区域的温度差值保持在40℃以内。
[0073]
通过对控制熔潭内部钢液的横向温度不均匀度以及冷却辊在制带位置范围内的表面温度不均匀度的控制,保持其他参数不变再制造非晶纳米晶带材后,分别对每个炉次取一米以上长度的带材样品。将带材样品纵向分剪成宽度为10毫米的窄条,分别测量每个窄条的长度,然后用公式(1)计算相对长度差。所得带材的不平度和相对长度差如表2所示:
[0074]
表2
[0075][0076]
由表2可见,当熔潭内部钢液的横向温度不均匀度不大于40℃、冷却辊在制带位置范围内的熔潭上流侧表面温度不均匀度不大于40℃时,带材相对长度差小于0.50%。如果开始制带后熔潭温度和辊面温度的不均匀度超出所规定的范围,则带材的不平度和相对长度差会大于本发明的范围;采用火焰和/或高温气体对喷嘴及辊面进行局部喷吹后,可将熔潭和辊面的温度不均匀度控制在所规定的范围内,这时,带材的不平度和相对长度差重新被控制在本发明的范围内。即通过本发明的非晶纳米晶的制造方法能制备出平整度良好的非晶纳米晶带材。
[0077]
为了更好地说明本发明的非晶纳米晶带材能够有效改善后续加工铁心叠片系数的效果,分别取具有相同宽度(142mm)、相同厚度(0.024mm)和板型、相同表面质量但相对长度差不同的铁基非晶宽带,用相同的工艺和设备卷绕成相同尺寸(内径300mm、外径450mm)的环形铁心。根据铁心的质量、尺寸等参数计算其叠片系数,其结果见表3。可见,随着宽带的相对长度差由0.80%逐渐减小到0.07%,所卷绕铁心的叠片系数由78%逐渐提高到85.5%。
[0078]
表3
[0079][0080]
尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1