含氧化层锆铌合金骨小梁单间室股骨髁假体及制备方法与流程
[0001]
本发明涉及人工关节领域,尤其是含氧化层锆铌合金骨小梁单间室股骨髁假体及制备方法。
背景技术:
[0002]
单间室膝关节假体用于对膝关节单侧病变间室进行表面置换,具有手术切口小、术中截骨量少、保留膝关节韧带结构等特点,因此单髁置换术后恢复快、保存了膝关节的正常运动和本体感觉。
[0003]
生物型单间室膝关节假体可实现骨组织与假体界面的有效嵌合,避免骨水泥固定带来的缺陷。目前,生物型单间室膝关节假体多为双涂层工艺(钛微孔+ha涂层),存在涂层脱落、涂层喷涂厚度不均匀等问题。另外,人工关节置换失败的主要原因是假体磨损与松动。金属磨损颗粒与聚乙烯磨屑与人体的生物学反应被认为是骨质溶解和假体松动的重要原因。
[0004]
锆铌合金具有优异耐腐蚀性、力学性能和良好生物相容性,被逐渐应用于医疗器械领域。锆铌合金可与n、c、o等元素反应在表面形成坚硬的氧化层,具有优异耐磨性和低磨损率,可降低对软体材料的磨损,即具有关节面界面的优异耐磨性;且氧化层可降低金属离子的释放,具有优异生物相容性,即具有骨整合界面的优异生物相容性。低磨损率的关节面与骨长入性能优异的骨整合界面(骨小梁)有机配伍,可使假体同时实现两界面优点。但现有技术未能同时实现此优化设计。
[0005]
3d打印技术,作为一种增材制造技术,突破面向制造工艺的产品设计概念,实现面向性能的产品设计理念,即解决复杂零件难以整体成型难题,又减少机加工制造带来的原材料和能源浪费。但3d打印产品实体部分易存在显微组织不均匀、内部缺陷等问题,力学性能不佳;骨小梁部分结构中粉末未能得到良好熔结,力学性能差。
[0006]
针对现有技术的不足之处,本领域的技术人员致力于开发力学性能优异、同时实现两界面优点的含氧化层锆铌合金骨小梁单间室股骨髁假体,提高单间室股骨髁假体的固定可靠性以及假体的初始稳定与长期稳定性。
技术实现要素:
[0007]
本发明的主要目的在于克服现有技术不足,提供含氧化层锆铌合金骨小梁单间室股骨髁假体。
[0008]
本发明的第二个目的是提供含氧化层锆铌合金骨小梁单间室股骨髁假体的制备方法。
[0009]
含氧化层锆铌合金骨小梁单间室股骨髁假体的制备方法,包括如下步骤:
[0010]
1)以锆铌合金粉为原料,经3d打印一体成型得到含氧化层锆铌合金骨小梁单间室股骨髁假体的第一中间产物,将第一中间产物放入热等静压炉,在氩气或氦气保护下,升温至1250℃-1400℃,在140mpa-180mpa,恒温放置1h-3h,降至常压,随炉冷却至200℃以下取
出,得到第二中间产物:
[0011]
2)将第二中间产物放置于程序性降温盒中以1℃/min的速度降温至-80℃~-120℃,恒温放置5h-10h,从程序性降温盒中取出;在液氮中再放置16h-36h,调节温度至室温,得到第三中间产物;
[0012]
3)将第三中间产物放置于程序性降温盒中以1℃/min的速度降温至-80℃~-120℃,恒温放置5h-10h;从程序性降温盒中取出;在液氮中再放置16h-36h,调节温度至室温;得第四中间产物;
[0013]
4)将第四中间产物进行表面机加工修整、抛光、清洗和干燥,得第五中间产物;所述第五中间产物的股骨髁关节面的粗糙度ra≤0.05μm;
[0014]
5)将第五中间产物放置于管式炉内,通入含氧量为5%-15%的常压氩气或氦气,以5℃/min-20℃/min加热至500℃-700℃,以0.4℃/min-0.9℃/min降温至400℃-495℃,再自然冷却至200℃以下取出,得到含氧化层锆铌合金骨小梁单间室股骨髁假体;
[0015]
含氧化层锆铌合金骨小梁单间室股骨髁假体的第一中间产物、第二中间产物、第三中间产物、第四中间产物和第五中间产物的结构与含氧化层锆铌合金骨小梁单间室股骨髁假体的结构相同。
[0016]
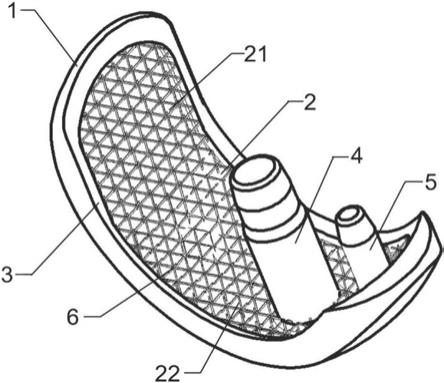
所述含氧化层锆铌合金骨小梁单间室股骨髁假体的结构包括股骨髁关节面1和骨整合面2,所述股骨髁关节面1的纵截面呈弧形,所述骨整合面包括股骨髁后端骨整合面21和股骨髁远端骨整合面22,股骨髁后端骨整合面21为竖直平面设置,股骨髁远端骨整合面22为弧形设置,且与股骨髁关节面1具有共同球心;所述股骨髁远端骨整合面22中部设置有第一圆柱形固定柱4,股骨髁远端骨整合面前部设置有第二圆柱形固定柱5,第二圆柱形固定柱5的直径小于第一圆柱形固定柱4;骨整合面2的边缘设置有侧壁3,在侧壁3以内除设置第一圆柱形固定柱4和第二圆柱形固定柱5以外的其他部分设置骨小梁6。骨小梁的孔径为0.4mm-0.8mm,孔隙率为60%-90%。
[0017]
锆铌合金粉的化学成分按质量百分比计分别为85.6%-96.5%的zr,1.0%-12.5%的nb,其余为不可避免的杂质。所述锆铌合金粉的粒径为45-150μm。
[0018]
步骤2)、3)中所述调节温度为:升温至-120℃~-80℃,恒温保持3h-5h;升温至-40℃~-20℃,恒温保持3h-5h;升温至4℃-8℃,恒温保持1h-3h,升温。
[0019]
上述方法制备的含氧化层锆铌合金骨小梁单间室股骨髁假体。
[0020]
本发明的优点:
[0021]
本发明的含氧化层锆铌合金骨小梁单间室股骨髁假体的骨整合面采用骨小梁设计,提高假体的骨长入性能。
[0022]
本发明采用3d打印一体成型,解决传统机加工无法制备复杂结构的难题,且骨小梁与实体结合强度高,不易脱落,提升假体寿命。
[0023]
本发明含氧化层锆铌合金骨小梁单间室股骨髁假体具有优异抗压性能;实体部分抗压屈服强度增强,塑性增强。
[0024]
本发明一体化实现骨整合界面的优良生物相容性、骨长入性和摩擦界面的超强耐磨性、低磨损率。
[0025]
本发明的含氧化层锆铌合金骨小梁单间室股骨髁假体的氧化层与基体之间存在富氧层,富氧层有过渡层作用,提高氧化层与基体之间附着力,避免氧化层脱落;且氧化层
硬度高。
[0026]
本发明的含氧化层锆铌合金骨小梁单间室股骨髁假体低伪影,对核磁干扰小,可进行核磁检测。
附图说明
[0027]
图1为本发明含氧化层锆铌合金骨小梁单间室股骨髁假体的结构示意图。
[0028]
图2为本发明含氧化层锆铌合金骨小梁单间室股骨髁假体的俯视图。
[0029]
图3为对照组1的实体部分金相显微结构图(a为放大50倍观察;b为放大500倍观察)。
[0030]
图4为实施例1的未进行制备方法中步骤4)和步骤5)的实体部分金相显微结构图(a为放大50倍观察;b为放大500倍观察)。
[0031]
图5为对照组1的骨小梁部分sem图。
[0032]
图6为实施例1的未进行制备方法中步骤4)和步骤5)的骨小梁部分sem图。
[0033]
图7为实施例1的氧化层与基体的横截面sem图。
[0034]
图8为实施例1的氧化层表面的xrd曲线。
具体实施方式
[0035]
下面结合具体实施例对本发明作进一步的说明。
[0036]
实施例1
[0037]
含氧化层锆铌合金骨小梁单间室股骨髁假体的制备方法,包括如下步骤:
[0038]
1)以锆铌合金粉为原料,经3d打印一体成型得到含氧化层锆铌合金骨小梁单间室股骨髁假体的第一中间产物,将第一中间产物放入热等静压炉,在氦气保护下,升温至1250℃,在180mpa,恒温放置3h,降至常压,随炉冷却至200℃以下取出,得到第二中间产物;
[0039]
2)将第二中间产物放置于程序性降温盒中以1℃/min的速度降温至-80℃,恒温放置10h,从程序性降温盒中取出;在液氮中再放置16h,调节温度至室温,得到第三中间产物;
[0040]
3)将第三中间产物放置于程序性降温盒中以1℃/min的速度降温至-80℃,恒温放置10h;从程序性降温盒中取出;在液氮中再放置16h,调节温度至室温;得第四中间产物;
[0041]
步骤2)、3)调节温度具体步骤是:升温至-120℃,恒温保持5h;再升温至-40℃,恒温保持5h;再升温至4℃,恒温保持3h,升温。
[0042]
4)将第四中间产物进行机加工修整、抛光、清洗和干燥,得第五中间产物,所述第五中间产物的股骨髁关节面的粗糙度ra=0.012μm;
[0043]
5)将第五中间产物放置于管式炉内,通入含氧质量百分比为5%的常压氦气,以5℃/min加热至500℃,以0.4℃/min降温至400℃,再自然冷却至200℃以下取出,得到含氧化层锆铌合金骨小梁单间室股骨髁假体;
[0044]
含氧化层锆铌合金骨小梁单间室股骨髁假体的第一中间产物、第二中间产物、第三中间产物、第四中间产物和第五中间产物的结构与含氧化层锆铌合金骨小梁单间室股骨髁假体的结构相同。
[0045]
锆铌合金粉的化学成分按质量百分比分别为85.6%的zr,12.5%的nb,其余为不可避免的杂质;所述锆铌合金粉的粒径为45-150μm,购置于西安赛隆金属材料有限责任公
司。
[0046]
所述含氧化层锆铌合金骨小梁单间室股骨髁假体(见图1-2)的结构包括股骨髁关节面1和骨整合面2,所述股骨髁关节面1的纵截面呈弧形,所述骨整合面包括股骨髁后端骨整合面21和股骨髁远端骨整合面22,股骨髁后端骨整合面21为竖直平面设置,股骨髁远端骨整合面22为弧形设置,且与股骨髁关节面1具有共同球心;所述股骨髁远端骨整合面22中部设置有第一圆柱形固定柱4,股骨髁远端骨整合面前部设置有第二圆柱形固定柱5,第二圆柱形固定柱5的直径小于第一圆柱形固定柱4;骨整合面2的边缘设置有侧壁3,在侧壁3以内除设置第一圆柱形固定柱4和第二圆柱形固定柱5以外的其他部分设置骨小梁6。骨小梁的孔径为0.6mm,孔隙率为73%。
[0047]
实施例2
[0048]
含氧化层锆铌合金骨小梁单间室股骨髁假体的制备方法,包括如下步骤:
[0049]
1)以锆铌合金粉为原料,经3d打印一体成型得到含氧化层锆铌合金骨小梁单间室股骨髁假体的第一中间产物,将第一中间产物放入热等静压炉,在氦气保护下,升温至1325℃,在160mpa,恒温放置2h,降至常压,随炉冷却至200℃以下取出,得到第二中间产物;
[0050]
2)将第二中间产物放置于程序性降温盒中以1℃/min的速度降温至-100℃,恒温放置7h,从程序性降温盒中取出;在液氮中再放置24h,调节温度至室温,得到第三中间产物;
[0051]
3)将第三中间产物放置于程序性降温盒中以1℃/min的速度降温至-100℃,恒温放置7h;从程序性降温盒中取出;在液氮中再放置24h,调节温度至室温;得第四中间产物;
[0052]
步骤2)、3)调节温度的步骤为:升温至-100℃,恒温保持4h;再升温至-30℃,恒温保持4h;升温至6℃恒温保持2h,升温;
[0053]
4)将第四中间产物进行机加工修整、抛光、清洗和干燥,得第五中间产物,所述第五中间产物的股骨髁关节面的粗糙度ra=0.035μm;
[0054]
5)将第五中间产物放置于管式炉内,通入含氧质量百分比为10%的常压氦气,以15℃/min加热至600℃,以0.7℃/min降温至450℃,再自然冷却至200℃以下取出,得到含氧化层锆铌合金骨小梁单间室股骨髁假体;
[0055]
含氧化层锆铌合金骨小梁单间室股骨髁假体的第一中间产物、第二中间产物、第三中间产物、第四中间产物和第五中间产物的结构与含氧化层锆铌合金骨小梁单间室股骨髁假体的结构相同。
[0056]
所述含氧化层锆铌合金骨小梁单间室股骨髁假体的结构包括股骨髁关节面1和骨整合面2,所述股骨髁关节面1的纵截面呈弧形,所述骨整合面包括股骨髁后端骨整合面21和股骨髁远端骨整合面22,股骨髁后端骨整合面21为竖直平面设置,股骨髁远端骨整合面22为弧形设置,且与股骨髁关节面1具有共同球心;所述股骨髁远端骨整合面22中部设置有第一圆柱形固定柱4,股骨髁远端骨整合面前部设置有第二圆柱形固定柱5,第二圆柱形固定柱5的直径小于第一圆柱形固定柱4;骨整合面2的边缘设置有侧壁3,在侧壁3以内除设置第一圆柱形固定柱4和第二圆柱形固定柱5以外的其他部分设置骨小梁6。骨小梁的孔径为0.4mm,孔隙率为60%。
[0057]
所述锆铌合金粉的化学成分按质量百分比分别为93.4%的zr,5.1%的nb,其余为不可避免的杂质;所述锆铌合金粉的粒径为45-150μm,购置于西安赛隆金属材料有限责任
公司;实施例3
[0058]
含氧化层锆铌合金骨小梁单间室股骨髁假体的制备方法,包括如下步骤:
[0059]
1)以锆铌合金粉为原料,经3d打印一体成型得到含氧化层锆铌合金骨小梁单间室股骨髁假体的第一中间产物,将第一中间产物放入热等静压炉,在氩气保护下,升温至1400℃,在140mpa,恒温放置1h,降至常压,随炉冷却至200℃以下取出,得到第二中间产物;
[0060]
2)将第二中间产物放置于程序性降温盒中以1℃/min的速度降温至-120℃,恒温放置5h,从程序性降温盒中取出;在液氮中再放置36h,调节温度至室温,得到第三中间产物;
[0061]
3)将第三中间产物放置于程序性降温盒中以1℃/min的速度降温至-120℃,恒温放置5h;从程序性降温盒中取出;在液氮中再放置36h,调节温度至室温;得第四中间产物;
[0062]
步骤2)、3)调节温度具体步骤是:升温至-80℃,恒温保持3h;再升温至-20℃,恒温保持3h;再升温至8℃,恒温保持1h,升温。
[0063]
4)将第四中间产物进行机加工修整、抛光、清洗和干燥,得第五中间产物,所述第五中间产物的股骨髁关节面的粗糙度ra=0.050μm;
[0064]
5)将第五中间产物放置于管式炉内,通入含氧质量百分比为15%的常压氩气,以20℃/min加热至700℃,以0.9℃/min降温至495℃,自然冷却至200℃以下取出,得到含氧化层锆铌合金骨小梁单间室股骨髁假体;
[0065]
含氧化层锆铌合金骨小梁单间室股骨髁假体的第一中间产物、第二中间产物、第三中间产物、第四中间产物和第五中间产物的结构与含氧化层锆铌合金骨小梁单间室股骨髁假体的结构相同。
[0066]
所述含氧化层锆铌合金骨小梁单间室股骨髁假体的结构包括股骨髁关节面1和骨整合面2,所述股骨髁关节面1的纵截面呈弧形,所述骨整合面包括股骨髁后端骨整合面21和股骨髁远端骨整合面22,股骨髁后端骨整合面21为竖直平面设置,股骨髁远端骨整合面22为弧形设置,且与股骨髁关节面1具有共同球心;所述股骨髁远端骨整合面22中部设置有第一圆柱形固定柱4,股骨髁远端骨整合面前部设置有第二圆柱形固定柱5,第二圆柱形固定柱5的直径小于第一圆柱形固定柱4;骨整合面2的边缘设置有侧壁3,在侧壁3以内除设置第一圆柱形固定柱4和第二圆柱形固定柱5以外的其他部分设置骨小梁6。骨小梁的孔径为0.8mm,孔隙率为90%。
[0067]
所述锆铌合金粉的化学成分按质量百分比分别为96.5%的zr,1%的nb,其余为不可避免的杂质;所述锆铌合金粉的粒径为45-150μm,购置于西安赛隆金属材料有限责任公司;
[0068]
对照组1
[0069]
以锆铌合金粉(同实施例1)为原料,经3d打印一体成型和机加工修整,得到结构同实施例1的单间室股骨髁假体。
[0070]
实验验证:
[0071]
倒置万能材料显微镜(axio vert.a1,德国蔡司zeiss公司,德国)对对照组1的实体部分和实施例1的未进行所述制备方法中步骤4)和步骤5)的实体部分进行金相显微组织观察。结果如图3-4所示,对照组1的金相照片中可以观察到细小α马氏体,组织较细小,易产生应力集中,塑性较差;实施例1金相显示为α相,呈网篮结构,晶粒细化。结果提示,本发明
所述含氧化层锆铌合金骨小梁单间室股骨髁假体基体部分(不含氧化层)具有优异的强度和塑性。
[0072]
扫描电子显微镜(crossbeam340/550,蔡司,德国)对对照组1的骨小梁部分和实施例1的未进行所述制备方法中步骤4)和步骤5)骨小梁部分进行观察分析,结果如图5-6所示,与对照组1相比,实施例1含氧化层锆铌合金骨小梁单间室股骨髁假体的骨小梁结构中锆铌合金粉发生进一步熔结,提示骨小梁综合性能提高。
[0073]
电子万能试验机(utm5105,深圳三思纵横科技股份有限公司,中国)对实施例1未进行所述制备方法中步骤4)和步骤5)的实体压缩试件(试件大小为:8*8*10mm3)和对照组1的实体压缩试件(试件大小为:8*8*10mm3)进行压缩性能测试,实施例1和对照组1的实体压缩试件各5个。结果如表1所示,实施例1的抗压屈服强度为546.72mpa,优于对照组1(p<0.05),提示本发明含氧化层锆铌合金骨小梁单间室股骨髁假体实体部分具有优异抗压缩性能。
[0074]
表1对照组1和实施例1的实体试件抗压缩实验结果(n=5,*p<0.05,与对照组1比较)
[0075][0076]
电子万能试验机(utm5105,深圳三思纵横科技股份有限公司,中国)对对照组1的孔径为0.6mm,孔隙率为73%的骨小梁压缩试件和实施例1的未进行所述制备方法中步骤4)和步骤5)的孔径为0.6mm,孔隙率为73%的骨小梁压缩试件(试件大小为:8*8*10mm3)进行压缩实验,对照组1和实施例1的骨小梁压缩试件各5个。结果如表2所示,实施例1的骨小梁屈服强度为17.92mpa,显著高于对照组1(p<0.05),提示本发明含氧化层锆铌合金骨小梁单间室股骨髁假体骨小梁部分抗压性能优异。
[0077]
表2对照组1和实施例1的骨小梁试件抗压缩实验结果(n=5,*p<0.05,与对照组1比较)
[0078][0079]
扫描电子显微镜(crossbeam340/550,蔡司,德国)对实施例1所述含氧化层锆铌合金骨小梁单间室股骨髁假体的锆铌金属基体与氧化层的横截面进行观察,(见图7)。并对实施例2、3含氧化层锆铌合金骨小梁单间室股骨髁假体的锆铌金属基体与氧化层的横截面进行观察,其氧化层厚度分别为10.3μm、17.2μm和20.6μm,且氧化层与锆铌金属基体之间存在富氧层,增强锆铌合金基体与氧化层之间的结合力。
[0080]
xrd(d8discover,bruker,德国)对实施例1含氧化层锆铌合金骨小梁单间室股骨髁假体的氧化层进行分析(图8),氧化层包含单斜相二氧化锆和四方相二氧化锆。
[0081]
显微硬度仪(mhvs-1000plus,上海奥龙星迪检测设备有限公司,中国)对实施例1-3的含氧化层锆铌合金骨小梁单间室股骨髁假体进行显微硬度测量,测试载荷为0.05kg,试
件载荷时间为20s,每个试件取8个点。实施例1-3测得平均硬度值为1948.6hv、1923.7hv和1967.2hv,提示本发明所述含氧化层锆铌合金骨小梁单间室股骨髁假体的氧化层硬度高。
[0082]
实验证明,实施例2、3制备的含氧化层锆铌合金骨小梁单间室股骨髁假体的骨小梁部分的锆铌合金粉熔结程度、抗压强度,实体部分抗压性能、金相组织,氧化层的晶体结构、厚度和硬度与实施例1制备的含氧化层锆铌合金骨小梁单间室股骨髁假体相似。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1