一种改善铸造机表面印刷性的表面处理方法与流程
[0001]
本发明属于铸造机表面处理技术领域,具体涉及一种改善铸造机表面印刷性的表面处理方法。
背景技术:
[0002]
挤压铸造设备是挤压铸造工艺中最为关键的设备。应用挤压铸造设备可以大幅度地提高挤压铸造工艺水平,还可以提升铸件的性能,尤其是其补缩能力、成形能力,有效地处理铸件的缺陷。另外,还具有应用广泛和节约资源的特点。近几年,应用挤压铸造设备的铸造工艺越来越成熟,应用的范围也变得更为广阔,特别是汽车、飞机的重要零部件,铸件的材料也不断的变化,种类增多,各种稀有金属和复合基材料广泛应用。在将来的一段时间具有良好的发展前景。目前, 挤压铸造工艺发展较快的国家主要有美国、德国、日本等发达国家,其中,日本已经成功研制出新型的挤压铸造设备,在一定程度上提升了本国的挤压铸造技术水平。我国的挤压铸造设备的研制工作也取得了很大的进展,其工艺逐渐接近于世界水平,但是同西方的发达国家还有一定的差距,特别是我国在研发的力度上还不足,这严重影响着我国挤压铸造工艺的提升。对于制备铸造机用的钢材是钢锭、钢坯或钢材通过压力加工制成的一定形状、尺寸和性能的材料。大部分钢材加工都是通过压力加工,使被加工的钢(坯、锭等)产生塑性变形。由于钢材的性质,其化学稳定性较高,不易油墨溶剂所渗透和溶解,与油墨印刷的结合牢固度很低,所以印刷之前必须经过表面处理。现今,关于此方面的研究甚少。
技术实现要素:
[0003]
针对现有技术存在的不足,本发明的目的在于提供一种改善铸造机表面印刷性的表面处理方法,通过本发明方法处理后的钢板,其油墨的粘度、60
°
的光泽度、着色力以及摩擦牢度均都有显著的改善,油墨的附着性好,也即将其用于铸造机的制作中,铸造机的表面印刷性得到显著的提升,从很大程度上提高了铸造机的品质。
[0004]
为实现上述目的,本发明提供了如下技术方案:一种改善铸造机表面印刷性的表面处理方法,包括如下步骤:(一)喷覆处理:将处理剂均匀的喷覆到制造铸造机用钢板的表面,在喷覆的同时进行激光冲击波处理,完成后烘干备用;(二)电离处理:将处理液倒入电解槽内,然后将步骤(一)中喷覆处理后的钢板浸入处理液中,接通电源进行电离处理,完成后,滤出烘干备用;(三)超声-等离子体耦合处理:将步骤(二)中电离处理后的钢板置于等离子发生器中进行等离子体处理,同时进行特定频率的超声波处理,完成后取出备用;
(四)固化处理:将步骤(三)中超声-等离子体耦合处理后的钢板置于低温环境中,同时进行紫外光照射,处理30~40min即可。
[0005]
进一步地,步骤(一)中所述的处理剂中各成分及对应重量百分比为:环氧树脂50~60%、虫胶10~14%、玻璃纤维3~4%、羧甲基纤维素0.4~0.9%、十二烷基苯磺酸钠5~7%、纳米氧化锌0.2~0.4%、聚乙二醇1~2%,余量为去离子水。
[0006]
进一步地,步骤(一)中所述的处理剂的喷覆厚度为30~90μm。
[0007]
进一步地,步骤(一)中所述的激光冲击波的发出功率为5~7gw/cm2,脉冲宽度为50~60ns。
[0008]
通过采用上述技术方案,将处理剂均匀的喷覆到钢板的表面,处理剂在极短的时间内充分吸收激光冲击波强化脉冲能量并汽化电离,形成高温等离子体并迅速向外喷射,处理剂中的有效成分在极短的时间内紧密粘附到钢板表面。
[0009]
进一步地,步骤(二)中所述的处理液中各成分及对应重量百分比为:硝酸铵3~4%、氯化钙1~2%、吐温60 4~5%、氢氧化钠0.7~0.9%,余量为纯水。
[0010]
进一步地,步骤(二)中所述的电离处理时控制电压为160~200v,电流为4~6a,处理液中的温度为70~80℃。
[0011]
通过采用上述技术方案,将涂覆有处理剂的钢板置于处理液中进行电离处理,电解槽内的的硝酸铵、氯化钙、氢氧化钠在水中部分形成铵根阳离子、钙阳离子、钠阳离子以及硝酸根阴离子、氯阴离子、氢氧根阴离子,降低钢板表面处理剂中有效成分的聚合度,在钢板的表面形成新的化学键,增加其极性,并提高表面能。
[0012]
进一步地,步骤(三)中所述的等离子体处理的功率为3~5kw。
[0013]
进一步地,步骤(三)中所述的特定频率的超声波的频率为60~100khz。
[0014]
通过采用上述技术方案,等离子体效应与超声的空化效应、热效应等相互协同,进一步提高钢板的表面活性,并细化表面,保障其力学性能的稳定性。
[0015]
进一步地,步骤(四)中所述的低温环境为环境温度为-4~2℃。
[0016]
进一步地,步骤(三)中所述的紫外光照射时钢板距离紫外光光源的距离为40~60cm。
[0017]
通过采用上述技术方案,在低温环境中进行紫外固化处理,进一步加强性能的稳定性,提高表面光泽度。
[0018]
本发明相比现有技术具有以下优点:通过本发明方法处理后的钢板,其油墨的粘度、60
°
的光泽度、着色力以及摩擦牢度均都有显著的改善,油墨的附着性好,也即将其用于铸造机的制作中,铸造机的表面印刷性得到显著的提升,从很大程度上提高了铸造机的品质。
具体实施方式
[0019]
一种改善铸造机表面印刷性的表面处理方法,包括如下步骤:(一)喷覆处理:将处理剂均匀的喷覆到制造铸造机用钢板的表面,在喷覆的同时进行激光冲击波处理,完成后烘干备用;其中处理剂中各成分及对应重量百分比为:环氧树脂50~60%、虫胶10~
14%、玻璃纤维3~4%、羧甲基纤维素0.4~0.9%、十二烷基苯磺酸钠5~7%、纳米氧化锌0.2~0.4%、聚乙二醇1~2%,余量为去离子水;处理剂的喷覆厚度为30~90μm;激光冲击波的发出功率为5~7gw/cm2,脉冲宽度为50~60ns;(二)电离处理:将处理液倒入电解槽内,然后将步骤(一)中喷覆处理后的钢板浸入处理液中,接通电源进行电离处理,完成后,滤出烘干备用;其中处理液中各成分及对应重量百分比为:硝酸铵3~4%、氯化钙1~2%、吐温60 4~5%、氢氧化钠0.7~0.9%,余量为纯水;电离处理时控制电压为160~200v,电流为4~6a,处理液中的温度为70~80℃;(三)超声-等离子体耦合处理:将步骤(二)中电离处理后的钢板置于等离子发生器中进行等离子体处理,同时进行特定频率的超声波处理,完成后取出备用;等离子体处理的功率为3~5kw;超声波的频率为60~100khz;(四)固化处理:将步骤(三)中超声-等离子体耦合处理后的钢板置于-4~2℃的低温环境中,同时进行紫外光照射,紫外光照射时钢板距离紫外光光源的距离为40~60cm,处理30~40min即可。
[0020]
为了对本发明做更进一步的解释,下面结合下述具体实施例进行阐述。
[0021]
实施例1一种改善铸造机表面印刷性的表面处理方法,包括如下步骤:(一)喷覆处理:将处理剂均匀的喷覆到制造铸造机用钢板的表面,在喷覆的同时进行激光冲击波处理,完成后烘干备用;其中处理剂中各成分及对应重量百分比为:环氧树脂50%、虫胶10%、玻璃纤维3%、羧甲基纤维素0.4%、十二烷基苯磺酸钠5%、纳米氧化锌0.2%、聚乙二醇1%,余量为去离子水;处理剂的喷覆厚度为30μm;激光冲击波的发出功率为5gw/cm2,脉冲宽度为50ns;(二)电离处理:将处理液倒入电解槽内,然后将步骤(一)中喷覆处理后的钢板浸入处理液中,接通电源进行电离处理,完成后,滤出烘干备用;其中处理液中各成分及对应重量百分比为:硝酸铵3%、氯化钙1%、吐温60 4%、氢氧化钠0.7%,余量为纯水;电离处理时控制电压为160v,电流为4a,处理液中的温度为70℃;(三)超声-等离子体耦合处理:将步骤(二)中电离处理后的钢板置于等离子发生器中进行等离子体处理,同时进行特定频率的超声波处理,完成后取出备用;等离子体处理的功率为3kw;超声波的频率为60khz;(四)固化处理:将步骤(三)中超声-等离子体耦合处理后的钢板置于-4℃的低温环境中,同时进行紫外光照射,紫外光照射时钢板距离紫外光光源的距离为40cm,处理30min即可。
[0022]
实施例2一种改善铸造机表面印刷性的表面处理方法,包括如下步骤:(一)喷覆处理:将处理剂均匀的喷覆到制造铸造机用钢板的表面,在喷覆的同时进行激光冲击波处
理,完成后烘干备用;其中处理剂中各成分及对应重量百分比为:环氧树脂55%、虫胶12%、玻璃纤维3.5%、羧甲基纤维素0.75%、十二烷基苯磺酸钠6%、纳米氧化锌0.3%、聚乙二醇1.5%,余量为去离子水;处理剂的喷覆厚度为60μm;激光冲击波的发出功率为6gw/cm2,脉冲宽度为55ns;(二)电离处理:将处理液倒入电解槽内,然后将步骤(一)中喷覆处理后的钢板浸入处理液中,接通电源进行电离处理,完成后,滤出烘干备用;其中处理液中各成分及对应重量百分比为:硝酸铵3.5%、氯化钙1.5%、吐温60 4.5%、氢氧化钠0.8%,余量为纯水;电离处理时控制电压为180v,电流为5a,处理液中的温度为75℃;(三)超声-等离子体耦合处理:将步骤(二)中电离处理后的钢板置于等离子发生器中进行等离子体处理,同时进行特定频率的超声波处理,完成后取出备用;等离子体处理的功率为4kw;超声波的频率为80khz;(四)固化处理:将步骤(三)中超声-等离子体耦合处理后的钢板置于-1℃的低温环境中,同时进行紫外光照射,紫外光照射时钢板距离紫外光光源的距离为50cm,处理35min即可。
[0023]
实施例3一种改善铸造机表面印刷性的表面处理方法,包括如下步骤:(一)喷覆处理:将处理剂均匀的喷覆到制造铸造机用钢板的表面,在喷覆的同时进行激光冲击波处理,完成后烘干备用;其中处理剂中各成分及对应重量百分比为:环氧树脂60%、虫胶14%、玻璃纤维4%、羧甲基纤维素0.9%、十二烷基苯磺酸钠7%、纳米氧化锌0.4%、聚乙二醇2%,余量为去离子水;处理剂的喷覆厚度为90μm;激光冲击波的发出功率为7gw/cm2,脉冲宽度为60ns;(二)电离处理:将处理液倒入电解槽内,然后将步骤(一)中喷覆处理后的钢板浸入处理液中,接通电源进行电离处理,完成后,滤出烘干备用;其中处理液中各成分及对应重量百分比为:硝酸铵4%、氯化钙2%、吐温60 5%、氢氧化钠0.9%,余量为纯水;电离处理时控制电压为200v,电流为6a,处理液中的温度为80℃;(三)超声-等离子体耦合处理:将步骤(二)中电离处理后的钢板置于等离子发生器中进行等离子体处理,同时进行特定频率的超声波处理,完成后取出备用;等离子体处理的功率为5kw;超声波的频率为100khz;(四)固化处理:将步骤(三)中超声-等离子体耦合处理后的钢板置于2℃的低温环境中,同时进行紫外光照射,紫外光照射时钢板距离紫外光光源的距离为60cm,处理40min即可。
[0024]
实施例4一种改善铸造机表面印刷性的表面处理方法,包括如下步骤:(一)电离处理:将处理液倒入电解槽内,然后将铸造机用钢板浸入处理液中,接通电源进行电离处理,
完成后,滤出烘干备用;其中处理液中各成分及对应重量百分比为:硝酸铵3.5%、氯化钙1.5%、吐温60 4.5%、氢氧化钠0.8%,余量为纯水;电离处理时控制电压为180v,电流为5a,处理液中的温度为75℃;(二)超声-等离子体耦合处理:将步骤(一)中电离处理后的钢板置于等离子发生器中进行等离子体处理,同时进行特定频率的超声波处理,完成后取出备用;等离子体处理的功率为4kw;超声波的频率为80khz;(三)固化处理:将步骤(二)中超声-等离子体耦合处理后的钢板置于-1℃的低温环境中,同时进行紫外光照射,紫外光照射时钢板距离紫外光光源的距离为50cm,处理35min即可。
[0025]
实施例5一种改善铸造机表面印刷性的表面处理方法,包括如下步骤:(一)喷覆处理:将处理剂均匀的喷覆到制造铸造机用钢板的表面,在喷覆的同时进行激光冲击波处理,完成后烘干备用;其中处理剂中各成分及对应重量百分比为:环氧树脂55%、虫胶12%、玻璃纤维3.5%、羧甲基纤维素0.75%、十二烷基苯磺酸钠6%、纳米氧化锌0.3%、聚乙二醇1.5%,余量为去离子水;处理剂的喷覆厚度为60μm;激光冲击波的发出功率为6gw/cm2,脉冲宽度为55ns;(二)超声-等离子体耦合处理:将步骤(一)中喷覆处理后的钢板置于等离子发生器中进行等离子体处理,同时进行特定频率的超声波处理,完成后取出备用;等离子体处理的功率为4kw;超声波的频率为80khz;(三)固化处理:将步骤(二)中超声-等离子体耦合处理后的钢板置于-1℃的低温环境中,同时进行紫外光照射,紫外光照射时钢板距离紫外光光源的距离为50cm,处理35min即可。
[0026]
实施例6一种改善铸造机表面印刷性的表面处理方法,包括如下步骤:(一)喷覆处理:将处理剂均匀的喷覆到制造铸造机用钢板的表面,在喷覆的同时进行激光冲击波处理,完成后烘干备用;其中处理剂中各成分及对应重量百分比为:环氧树脂55%、虫胶12%、玻璃纤维3.5%、羧甲基纤维素0.75%、十二烷基苯磺酸钠6%、纳米氧化锌0.3%、聚乙二醇1.5%,余量为去离子水;处理剂的喷覆厚度为60μm;激光冲击波的发出功率为6gw/cm2,脉冲宽度为55ns;(二)电离处理:将处理液倒入电解槽内,然后将步骤(一)中喷覆处理后的钢板浸入处理液中,接通电源进行电离处理,完成后,滤出烘干备用;其中处理液中各成分及对应重量百分比为:硝酸铵3.5%、氯化钙1.5%、吐温60 4.5%、氢氧化钠0.8%,余量为纯水;电离处理时控制电压为180v,电流为5a,处理液中的温度为75℃;(三)固化处理:
将步骤(二)中电离处理后的钢板置于-1℃的低温环境中,同时进行紫外光照射,紫外光照射时钢板距离紫外光光源的距离为50cm,处理35min即可。
[0027]
实施例7一种改善铸造机表面印刷性的表面处理方法,包括如下步骤:(一)喷覆处理:将处理剂均匀的喷覆到制造铸造机用钢板的表面,在喷覆的同时进行激光冲击波处理,完成后烘干备用;其中处理剂中各成分及对应重量百分比为:环氧树脂55%、虫胶12%、玻璃纤维3.5%、羧甲基纤维素0.75%、十二烷基苯磺酸钠6%、纳米氧化锌0.3%、聚乙二醇1.5%,余量为去离子水;处理剂的喷覆厚度为60μm;激光冲击波的发出功率为6gw/cm2,脉冲宽度为55ns;(二)电离处理:将处理液倒入电解槽内,然后将步骤(一)中喷覆处理后的钢板浸入处理液中,接通电源进行电离处理,完成后,滤出烘干备用;其中处理液中各成分及对应重量百分比为:硝酸铵3.5%、氯化钙1.5%、吐温60 4.5%、氢氧化钠0.8%,余量为纯水;电离处理时控制电压为180v,电流为5a,处理液中的温度为75℃;(三)超声-等离子体耦合处理:将步骤(二)中电离处理后的钢板置于等离子发生器中进行等离子体处理,同时进行特定频率的超声波处理即可;等离子体处理的功率为4kw;超声波的频率为80khz。
[0028]
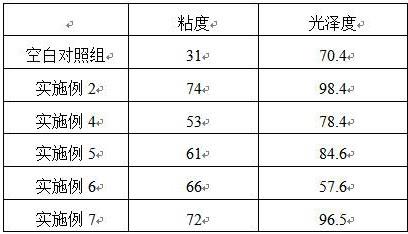
为了对比本发明效果,选取同一批同一型号同一规格的铸造机用钢板作为试验对象将选取的对象随机分成等质等量的6组,其中5组试验组,1组空白对照组,然后分别用实施例2、实施例4~7的方法对应处理钢板,然后采用相同的方式对每组钢板进行印刷,印刷完成后进行性能测试,具体是:(1)测定油墨的粘度和在60
°
的光泽度,具体试验对比数据如下表1所示:表1(2)测定每组样品的着色了和180
°
下摩擦牢度,具体试验对比数据如下表2所示:表2
由上表1和表2可以看出,通过本发明方法处理后的钢板,其油墨的粘度、60
°
的光泽度、着色力以及摩擦牢度均都有显著的改善,油墨的附着性好,也即将其用于铸造机的制作中,铸造机的表面印刷性得到显著的提升,从很大程度上提高了铸造机的品质。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1