一种压铸自动化生产管理系统的制作方法
[0001]
本发明属于压铸质量控制与生产管理技术领域,尤其涉及一种压铸自动化生产管理系统。
背景技术:
[0002]
压铸又称高压铸造,是一种利用模具腔对熔化的金属施加高压使金属零件成型的加工技术,是最先进的金属材料成型方法之一。汽车和摩托车等交通工具作为支柱产业成为压铸零件的最大用户。航空、航天、兵器、电子等工业都是压铸零件的重要用户,还有五金、灯具、玩具、家电、电动及风动工具等行业也都大量地加以采用。随着国民经济的发展,压铸件在制造业中所占比例有快速增长的趋势。
[0003]
随着全球工业的进步,汽车轻量化已成为社会发展的必然趋势,趙来越多的铝制零件取代了传统钢铁零件的地位。压铸技术作为生产锅合金零件的一种重要工艺,具有较高的成型精度、生产效率以及优良的表面质量,适合大批量自动化生产,在铸造产业中占据越来越高的地位。我国的压铸行业面临着前所未有的发展机遇。而压铸铸件的生产,需要依靠压铸机器设备才能完成,压铸设备的技术水平、自动化程度就决定着压铸铸件的质量、生产的效率、人力的投入情况。
[0004]
国内压铸单元在压铸生产中被广泛应用,不仅提高了压铸生产的自动化水平,而且也实现了压铸生产的全过程控制及条件管理能力。实时控制压铸机的产生,实现压铸生产中工艺异常的实时调整、提高压铸工艺参数的控制水平;从而提高压铸件的质量控制,实现数据化的管理,赋予压铸机智慧、异常停止及调整的功能,对压铸产品实现高效及高品质生产提供设备保证。
[0005]
申请号为cn201910289983的中国发明专利申请提出一种压铸件质量的预警方法,包括以下步骤:实时采集压铸加工过程的压射曲线数据,包括压头位置曲线、压射速度曲线及压射压力曲线;提取慢速压射速度、快速压射速度、慢速转快速的位置、增压建立时间、最大速度、最大压力作为产品质量特征数据进行0-1归一化处理生成产品工艺特征向量,与当前模次号绑定,作为产品质量数据特征向量输入质量判别模块,其具有基于历史数据训练得到的支持向量机分类器;质量判别模块通过支持向量机分类器对产品工艺特征向量进行处理,以判断产品工艺数据特征是否位于产品合格的多向量空间区域中,当判断为否时触发报警。该发明能够实时、准确、高效地识别出压铸件的质量异常,并大大降低了后续的检测成本。
[0006]
申请号为cn201510469436的中国发明专利申请公开一种能够通过rfid射频识别技术和网络技术,以模具信息、员工信息和生产数据为依据,实现生产现场数据灵活上传并接受指令的压铸车间的生产管理方法,包括以下步骤:服务器接收生产订单并存储于其关系数据库中;所述现场控制器通过rfid技术采集模具编号和员工工号,并采集压铸机的生产数据以获得生产铸件数;所述现场控制器将采集到的所述模具编号、所述员工工号以及所述生产铸件数上传至所述服务器,以形成实时更新的生产记录;以及所述服务器根据所
述生产订单来判断所述生产铸件数是否达到订单要求,如果已达到订单要求,则向所述现场控制器下达停止生产的指令。
[0007]
然而,随着现代压铸工艺的控制精确度要求越来越高,需要采集的现场生产参数越来越多。为了不错失重要的关键参数并且能够识别出异常环境变化,通常需要配置大量的监测传感器获取大量的数据,这些数据分布于不同压铸设备的不同位置。现有技术中,通常需要实时采集所有监测传感器的所有数据并进行实时分析,存在大量的数据传输请求,容易导致数据传输延迟以及处理延迟,严重者可能会导致当前数据处理结果出来后,处理结果已经不能不能适应当前的生产线状态。
[0008]
因此,如何在减少数据传输量的同时,又能够全面的探测到现场异常变化从而实时做出响应,成为压铸生产线自动化管理过程中亟待解决的技术问题之一。
技术实现要素:
[0009]
为解决上述技术问题,本发明提出一种压铸自动化生产管理系统,包括通过反馈切换单元连接第一压铸生产线和第二压铸控制线,第一压铸生产线包括压铸启动单元、多个压铸动作单元以及压铸尾端单元;第二压铸控制线包括参数监测单元、数据统计单元和可视化单元;反馈切换单元通过选择器与压铸动作单元连接;参数监测单元生成反馈信号返回至所述反馈切换单元;反馈切换单元基于所述反馈信号激活所述选择器;所述数据统计单元对所述参数监测单元接收的所述状态参数进行统计分析,并在所述可视化单元上动态展示。
[0010]
本发明的技术方案,所述多个压铸动作单元接收所述选择器输出的选择信号,基于所述选择信号,所述多个压铸动作单元中的部分压铸动作单元将自身的状态参数发送给所述反馈切换单元,能够在减少数据传输的基础上,自适应的获取可靠的压铸生产实时数据,从而实现压铸生产线的自动化监控管理。
[0011]
总体上,本发明的技术方案实现如下:
[0012]
一种压铸自动化生产管理系统,所述系统包括第一压铸生产线和第二压铸控制线,所述第一压铸生产线包括压铸启动单元、多个压铸动作单元以及压铸尾端单元;所述第二压铸控制线包括参数监测单元、数据统计单元和可视化单元;
[0013]
作为本发明的优点之一,所述第一压铸生产线和第二压铸控制线通过反馈切换单元连接;所述反馈切换单元通过选择器与所述多个压铸动作单元连接;
[0014]
作为本发明的再一个优点,所述管理系统还包括选择器;
[0015]
在初始状态下,所述选择器为默认状态,所述默认状态下所属选择信号为全选信号。
[0016]
实际运行过程中,所述多个压铸动作单元接收所述选择器输出的选择信号,基于所述选择信号,所述多个压铸动作单元中的部分压铸动作单元将自身的状态参数发送给所述反馈切换单元;
[0017]
所述反馈切换单元将所述状态参数发送至所述第二压铸控制线中的所述参数监测单元;
[0018]
所述参数监测单元对所述状态参数进行分组属性分析之后,生成反馈信号返回至所述反馈切换单元,所述反馈切换单元基于所述反馈信号激活所述选择器;
[0019]
所述数据统计单元对所述参数监测单元接收的所述状态参数进行统计分析,并在所述可视化单元上动态展示。
[0020]
更具体的,所述第一压铸生产线包括多个组合传感器,所述组合传感器包括温度传感器和压力传感器;
[0021]
所述温度传感器包括多个分布于所述第一压铸生产线的所述压铸启动单元、多个压铸动作单元以及压铸尾端单元的动作空间场内的热成像仪;
[0022]
所述压力传感器至少为两个,分别设置于压铸机内腔的低速充填区和高速充填区,用于实时测定所述压铸机内部的铸造压力。
[0023]
所述多个压铸动作单元中的部分动作单元将自身的状态参数发送给所述反馈切换单元,具体包括:
[0024]
所述多个压铸动作单元基于所述选择信号选择部分压铸动作单元,将所述部分压铸动作单元对应的组合传感器获取的压力信号和温度信号发送给所述反馈切换单元。
[0025]
所述参数监测单元对所述状态参数进行分组属性分析,具体包括:
[0026]
所述参数监测单元获取所述温度信号和压力信号,将对应于同一时间节点的温度信号和压力信号分为一组,进行数据拟合趋势分析。
[0027]
在另外一个方面,若所述选择器输出的选择信号选择的部分压铸动作单元的数量低于预定比例,则将所述选择器重置为默认状态。
[0028]
更具体的,在所述可视化单元上显示所述动作空间场内的热成像仪的分布图像以及当前时间段内所述选择器输出的选择信号对应的部分压铸动作单元的位置。
[0029]
在本发明的技术方案中,所述第一压铸生产线的所述压铸启动单元、多个压铸动作单元以及压铸尾端单元,在不同的充填位置,可以设定不同的压力、速度,有效地改善关键位置的工艺参数,为后续的工艺参数实时监测和判断提供保证。
[0030]
采用上述整体上互相配合的技术手段,可以实现压铸模具温度场分析,对产品及模具提供实时控制的保证,发现异常时,可以给予控制单元内自动调整。发现不良时,通过数据的统计分析,可以知道在哪道工序发生不良反应,以及不良的部位。这样可以对不良反应及时制定对策,这提供了提品质分析的有效工具。
[0031]
本发明的重要改进点在于,为了实现上述技术效果,不必时刻对所有传感数据进行获取传输,而只需要生成反馈信号激活选择器选择部分潜在的可能出现问题的传感信号,并且这种潜在问题的判断是基于已有数据的时间趋势的客观分析,保证了准确性。
[0032]
因此,能够在减少数据传输的基础上,自适应的获取可靠的压铸生产实时数据,从而实现压铸生产线的自动化监控管理。
[0033]
本发明的进一步优点将结合说明书附图在具体实施例部分进一步详细体现。
附图说明
[0034]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0035]
图1是本发明一个实施例的压铸自动化生产管理系统的整体示意图
[0036]
图2是图1所述实施例的一个具体结构示意图
[0037]
图3是图1所述实施例中选择器动作指令的操作示意图
[0038]
图4是图1所述系统在具体生产管理过程的工作原理图
具体实施方式
[0039]
下面,结合附图以及具体实施方式,对发明做出进一步的描述。
[0040]
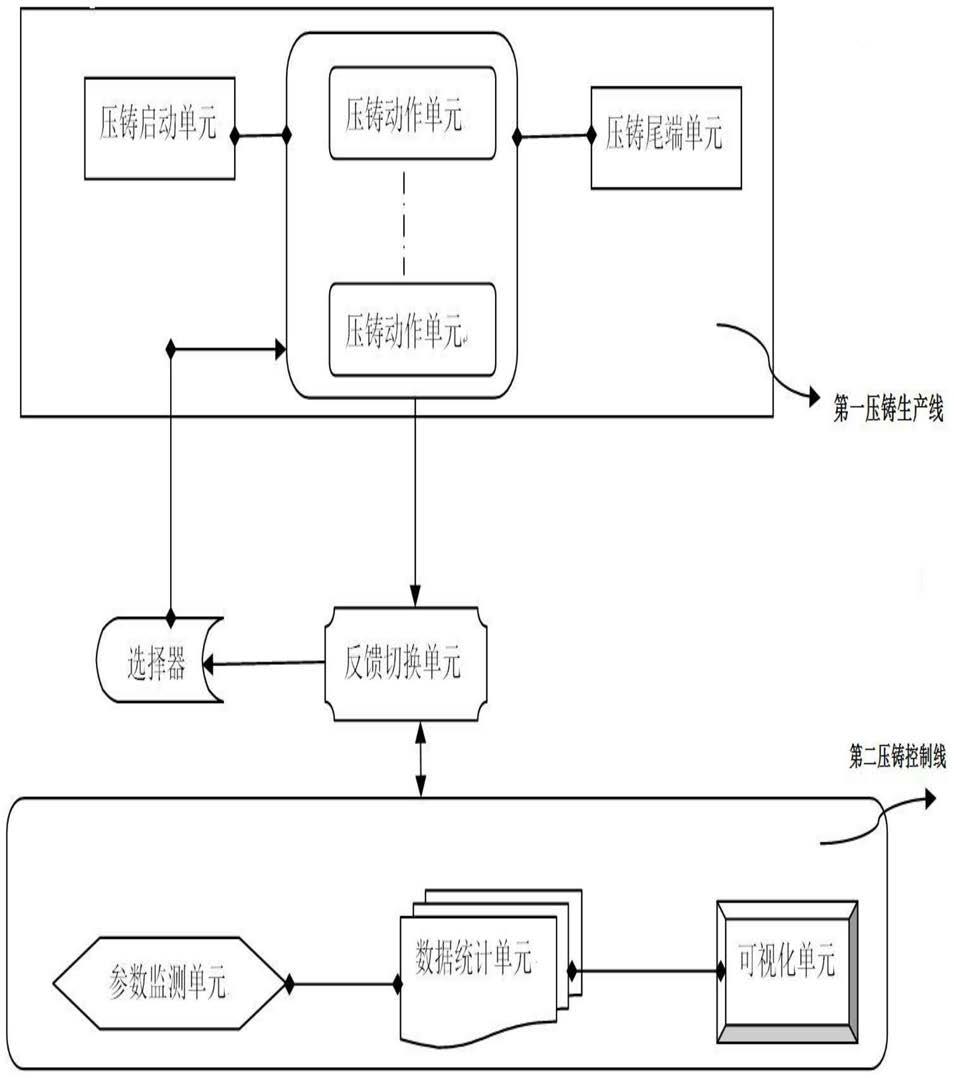
参见图1,是本发明一个实施例的压铸自动化生产管理系统的整体示意图。
[0041]
在图1中,所述系统包括第一压铸生产线和第二压铸控制线,所述第一压铸生产线包括压铸启动单元、多个压铸动作单元以及压铸尾端单元;所述第二压铸控制线包括参数监测单元、数据统计单元和可视化单元;
[0042]
所述第一压铸生产线和第二压铸控制线通过反馈切换单元连接;
[0043]
所述反馈切换单元通过选择器与所述多个压铸动作单元连接;
[0044]
所述多个压铸动作单元接收所述选择器输出的选择信号,基于所述选择信号,所述多个压铸动作单元中的部分压铸动作单元将自身的状态参数发送给所述反馈切换单元;
[0045]
所述反馈切换单元将所述状态参数发送至所述第二压铸控制线中的所述参数监测单元;
[0046]
所述参数监测单元对所述状态参数进行分组属性分析之后,生成反馈信号返回至所述反馈切换单元,所述反馈切换单元基于所述反馈信号激活所述选择器;
[0047]
所述数据统计单元对所述参数监测单元接收的所述状态参数进行统计分析,并在所述可视化单元上动态展示。
[0048]
图2是图1所述实施例的一个具体结构示意图。
[0049]
在实际应用中,所述压铸启动单元包括定量炉或者保温炉;
[0050]
图2中所示以保温炉为例。
[0051]
所述压铸尾端单元包括风冷箱或者冷却水箱;图2中所示为风冷箱。
[0052]
所述压铸动作单元包括至少一种压铸机、取件机器人和至少一种如下设备的组合:压铸模具选择控制台、辅助工艺设备、给汤剂输入机。
[0053]
在一个实施例中,辅助工艺设备可以包括抽真空机、脱模剂配比机;
[0054]
在一个实施例中,所述压铸模具选择控制台用于根据压铸需要,从已有的多个压铸模具中,利用所述取件机器人选择至少一个压铸模具。
[0055]
基于图2的实施例,所述第一压铸生产线包括多个组合传感器,所述组合传感器包括温度传感器和压力传感器;
[0056]
所述温度传感器包括多个分布于所述第一压铸生产线的所述压铸启动单元、多个压铸动作单元以及压铸尾端单元的动作空间场内的热成像仪;
[0057]
所述压力传感器至少为两个,分别设置于所述压铸机内腔的低速充填区和高速充填区,用于实时测定所述压铸机内部的铸造压力。
[0058]
在具体生产过程中,通过保温炉给汤机或定量炉把铝液浇铸到料筒的过程,需要有较为精确的浇铸重量、稳定可靠的浇铸温度,以及铝液稳定的化学成份。对于浇铸的温度要考虑到整个慢速压射过程中铝液的温度变化,以保证满足高速充填过程中铝液的流动性,避免其他杂质混入到招液中,确保汤勺的温度及洁净性。在保证冲头可靠运行时,减少
冲头油的使用量,采用发气量较小的冲头油。
[0059]
在上述实施例中,实时控制的压铸机通过速度压力独立的闭环控制,实现速度及压力的多段设定控制。在不同的充填位置,可以设定不同的压力、速度,有效地改善关键位置的工艺参数。
[0060]
基于以上原理,在图1-图2基础上,参见图3。
[0061]
在本发明中一个重要的改进点在于配置所述选择器。
[0062]
在初始状态下,所述选择器为默认状态,所述默认状态下所属选择信号为全选信号。
[0063]
而在具体运行之后,所述多个压铸动作单元接收所述选择器输出的选择信号,基于所述选择信号,所述多个压铸动作单元中的部分压铸动作单元将自身的状态参数发送给所述反馈切换单元。
[0064]
所述组合传感器连接所述选择器,基于所述选择器的选择信号,所述温度传感器和所述压力传感器将对应的温度信号和压力信号发送至所述反馈切换单元。
[0065]
此时,所述多个压铸动作单元中的部分动作单元将自身的状态参数发送给所述反馈切换单元,具体包括:
[0066]
所述多个压铸动作单元基于所述选择信号选择部分压铸动作单元,将所述部分压铸动作单元对应的组合传感器获取的压力信号和温度信号发送给所述反馈切换单元。
[0067]
需要注意的是,实际运行中,此处就选择了“部分”动作单元对应的组合传感器的压力信号和温度信号,而不需要全部监测,例如,图3中以5个动作单元为例,某次判断选择了01/03/04三个。
[0068]
然后,所述参数监测单元对所述状态参数进行分组属性分析,具体包括:
[0069]
所述参数监测单元获取所述温度信号和压力信号,将对应于同一时间节点的温度信号和压力信号分为一组,进行数据拟合趋势分析。
[0070]
若某一组温度信号和压力信号的变化趋势在长度为t的时间段内保持在预定范围,则生成的反馈信号指示在未来长度为t的时间段内,不选择该温度信号和/或压力信号对应的压铸动作单元。
[0071]
此时,选择器的选择信号得到了更新。
[0072]
若所述选择器输出的选择信号选择的部分压铸动作单元的数量低于预定比例,则将所述选择器重置为默认状态。
[0073]
该步骤主要是为了保证任何时刻都应当监测到一定比例的数据,即使在完全正常的情况下,也能充分获取到一定数据,防止监控离线。
[0074]
在所述可视化单元上显示所述动作空间场内的热成像仪的分布图像以及当前时间段内所述选择器输出的选择信号对应的部分压铸动作单元的位置。
[0075]
因此,综合图1-图3,图4给出本发明所述系统在具体应用中的一种压铸自动化生产管理控制方法如下:
[0076]
s1:将所述选择器设置为默认状态,所述默认状态下所述选择信号为全选信号;
[0077]
s2:温度传感器和所述压力传感器将所述第一压铸生产线中所有压铸启动单元、多个压铸动作单元以及压铸尾端单元的温度信号和压力信号发送至所述反馈切换单元;
[0078]
s3:所述反馈切换单元将所述状态参数发送至所述第二压铸控制线中的所述参数
监测单元;
[0079]
s4:所述参数监测单元获取所述状态参数,将对应于同一时间节点的温度信号和压力信号分为一组,进行数据拟合趋势分析;
[0080]
s5:基于所述数据拟合趋势分析,所述参数监测单元生成反馈信号返回至所述反馈切换单元;
[0081]
s6:所述反馈切换单元基于所述反馈信号激活所述选择器;
[0082]
s7:判断所述选择器输出的选择信号选择的部分压铸动作单元的数量是否低于预定比例,如果是,则返回步骤s3;
[0083]
否则,进入步骤s5。
[0084]
由此,本发明的技术方案是一个循环的动态调整过程,并且能够保证任何时候都能监测到一定比例的数据,即使在完全正常的情况下,也能充分获取到一定数据,防止监控离线。
[0085]
同时,大部分时候都不需要监控所有数据(初始状态和重置状态除外),从而确保在减少数据传输的基础上,自适应的获取可靠的压铸生产实时数据,从而实现压铸生产线的自动化监控管理。
[0086]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1