一种发电厂热力设备防腐防垢一体化控制系统及控制方法与流程
[0001]
本发明涉及发电厂热力设备防腐防垢领域,具体涉及一种发电厂热力设备防腐防垢一体化控制系统及控制方法。
背景技术:
[0002]
目前发电厂有不少机组采用化学水工况avt全挥发处理,通过加入氨水控制省煤器入口给水ph值在9.2以上,并在联氨脱氧条件下来减小碳钢表面保护膜fe3o4溶解度,从而抑制腐蚀。但avt运行有很大缺陷。超(超)临界机组,给水采用全挥发处理,金属表面形成的fe3o4保护膜疏松、溶解度高、保护性差,导致一系列问题,如水汽中腐蚀产物铁含量较高、水冷壁结垢速率高、锅炉压差上升快、水冷壁节流孔和高加疏水调节阀堵塞、精处理运行周期短,混床再生频繁等,严重影响机组运行的安全性和经济性。
[0003]
解决上述问题的根本方法是采用加氧处理ot,使金属表面形成致密的fe2o3保护膜,该保护膜对水汽系统管道及热力设备具有非常强的钝化保护作用。但需要研究如何控制加氧和加氨在最佳范围,并根据指标使得氧和氨这两者配合,使得自动调整各自的加入量,从而实现热力设备防腐防垢一体化。
[0004]
因此,开发出一种发电厂热力设备防腐防垢一体化控制系统及控制方法,能够显著提高机组运行安全性和经济性,并提高化学运行控制水平。
技术实现要素:
[0005]
为了克服上述现有技术存在的问题,本发明的目的在于提供一种发电厂热力设备防腐防垢一体化控制系统及控制方法,采用plc控制器读取在线仪表测量值:除氧器入口在线溶解氧表、省煤器入口在线溶解氧表、在线电导率表,高加疏水在线溶解氧表,根据溶解氧和氨含量的最佳范围,plc控制器发出指令使得加氧量和加氨量自动调整,从而最大限度地减少热力设备腐蚀和结垢。
[0006]
为达到上述目的,本发明采用的技术方案如下:
[0007]
一种发电厂热力设备防腐防垢一体化控制系统,包括在除氧器入口管道上设置的除氧器入口在线溶解氧表1,在省煤器入口管道上设置的省煤器入口在线电导率表2、省煤器入口在线溶解氧表3,在高加疏水管道上设置的高加疏水在线溶解氧表4、凝结水精处理出口母管上的凝结水精处理出口加氧点6、除氧器下降管上的除氧器下降管给水加氧点7、高加疏水管道上的高加疏水加氧点8、凝结水精处理出口母管上的凝结水精处理出口加氨点9,还包括plc控制器5,plc控制器5连接除氧器入口在线溶解氧表1、省煤器入口在线电导率表2、省煤器入口在线溶解氧表3和高加疏水在线溶解氧表4并接收这些仪表的测量信号,plc控制器5连接凝结水精处理出口加氧点6、除氧器下降管给水加氧点7、高加疏水加氧点8和凝结水精处理出口加氨点9并自动控制加氧量和加氨量的改变。
[0008]
所述的一种发电厂热力设备防腐防垢一体化控制系统的控制方法,水汽系统加氧与加氨是同时并且互补进行,当省煤器入口在线溶解氧表3测量值低于设定值下限时,plc
控制器5将凝结水精处理出口母管上的加氨量增大,当省煤器入口在线溶解氧表3测量值高于设定值上限时,plc控制器5将凝结水精处理出口母管上的加氨量减小;当省煤器入口在线电导率表2测量值低于设定值下限时,plc控制器5将除氧器下降管上的给水加氧量增大,当省煤器入口在线电导率表2测量值高于设定值上限时,plc控制器5将除氧器下降管上的给水加氧量减小,使得省煤器入口溶解氧与直接电导率均处于最佳控制范围内;另外,当高加疏水溶解氧低于下限值或高于上限值时,plc控制器5将高加疏水管道上的加氧量增大或减小,使得高加疏水氧含量在控制范围内,则高加疏水系统也处于最佳的防腐钝化水平。
[0009]
所述的控制方法,省煤器入口在线电导率表2、省煤器入口在线溶解氧表3、高加疏水在线溶解氧表4的控制标准分别满足以下指标:省煤器入口电导率控制下限为0.9μs/cm,控制上限为5.4μs/cm,其对应省煤器入口ph值在8.5~9.3;省煤器入口溶解氧控制下限为10μg/l,控制上限为50μg/l,高加疏水溶解氧控制下限为5μg/l,控制上限为300μg/l。
[0010]
所述的控制方法,为了水汽系统氨含量均匀且易于控制,机组加氧后,仅通过凝结水精处理出口母管一点加氨,加氧处理工况下,除氧器下降管的给水加氨泵无需投运。
[0011]
本发明和现有技术相比具有以下优点:
[0012]
(1)本发明相较于avt水工况控制指标,省煤器入口溶解氧控制范围大幅减小,加氧后蒸汽基本无氧,规避蒸汽高浓度氧可能导致氧化皮集中剥落的风险。
[0013]
(2)plc控制器接收信号和发出指令,防腐防垢一体化控制系统高效稳定,可靠性高,plc控制器使得省煤器入口电导率和溶解氧不仅保持在各自指标内,还能够当溶解氧或电导率处于控制范围外时,将给水加氧和精处理出口加氨这两者间形成弥补配合关系,实现最佳的防腐防垢效果。
[0014]
(3)省煤器入口电导率控制范围大幅减小,因此水汽系统氨含量较低,混床再生用酸耗碱耗少,节约除盐水用量,混床氢型运行的周期制水量是avt工况的1~3倍。
附图说明
[0015]
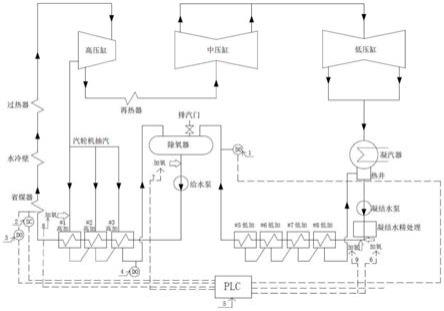
图1为本发明控制系统示意图。
具体实施方式
[0016]
下面结合附图对本发明作进一步详细说明。
[0017]
如图1所示,本发明一种发电厂热力设备防腐防垢一体化控制系统,包括在除氧器入口设置的除氧器入口在线溶解氧表1,在省煤器入口管道上设置省煤器入口在线电导率表2、省煤器入口在线溶解氧表3、在高加疏水管道上设置的高加疏水在线溶解氧表4、凝结水精处理出口母管上的凝结水精处理出口加氧点6、除氧器下降管上的除氧器下降管给水加氧点7、高加疏水管道上的高加疏水加氧点8、凝结水精处理出口母管上的凝结水精处理出口加氨点9,还包括plc控制器5,plc控制器5连接除氧器入口在线溶解氧表1,省煤器入口在线电导率表2、省煤器入口在线溶解氧表3和高加疏水在线溶解氧表4并接收这些仪表的测量信号,plc控制器5连接凝结水精处理出口加氧点6、除氧器下降管给水加氧点7、高加疏水加氧点8和凝结水精处理出口加氨点9并自动控制加氧量和加氨量的改变。
[0018]
本发明发电厂热力设备防腐防垢一体化控制系统的控制系统的具体实施方法为:当省煤器入口在线溶解氧表3测量值低于设定值下限10μg/l时,plc控制器5将凝结水精处
理出口母管上的加氨量增大,当省煤器入口在线溶解氧表3测量值高于设定值上限50μg/l时,plc控制器5将凝结水精处理出口母管上的加氨量减小;当省煤器入口在线电导率表2测量值低于设定值下限0.9μs/cm时,plc控制器5将除氧器下降管上的给水加氧量增大,当省煤器入口在线电导率表2测量值高于设定值上限5.4μs/cm时,plc控制器5将除氧器下降管上的给水加氧量减小,使得省煤器入口溶解氧与直接电导率均处于最佳控制范围内;另外,当高加疏水溶解氧低于下限值5μg/l或高于上限值300μg/l时,plc控制器5将高加疏水管道上的加氧量增大或减小,使得高加疏水氧含量在控制范围内,则高加疏水系统也处于最佳的防腐钝化水平。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1