一种金属钛颗粒增强镁基复合材料及其真空搅拌铸造方法和应用
1.本发明涉及镁合金领域,具体而言,涉及一种金属钛颗粒增强镁基复合材料及其真空搅拌铸造方法和应用。
背景技术:
2.镁合金是目前可应用的最轻的金属结构材料,因此受到对零部件轻量化需求强的3c电子产品、交通运输和航空航天等领域的广泛关注。但是,与钢铁和铝合金等现有工业用金属结构材料相比,镁合金的强度和刚度偏低,因而镁合金的应用受到限制。
3.为有效提高镁合金的强度和刚度,通常采用具有高强度和高刚度的无机非金属陶瓷如氧化物、碳化物和氮化物等作为增强相以复合镁合金。但是,陶瓷颗粒增强镁基复合材料的塑性显著恶化,这是由于陶瓷颗粒的脆性大。
4.为解决陶瓷颗粒增强镁基复合材料的塑性差,考虑采用塑性较好、强度和刚度较高的金属钛颗粒。比较强度,镁为35
‑
45hv(显微维氏硬度),而钛为110
‑
120hv;比较刚度,镁为45gpa,而钛为105gpa。因此,通过选择金属钛颗粒作为增强相,可以实现在提高镁合金的强度和刚度的同时保持较高的塑性,从而获得综合力学性能优异的镁基复合材料。另外,金属钛分散于金属镁中,基本不影响金属镁的耐腐蚀性能。
5.为获得综合力学性能(即强度、刚度和塑性)优异的金属钛颗粒增强镁基复合材料,其制备方法是关键。至今为止,报告的制备钛颗粒增强镁基复合材料主要是粉末冶金和半固态搅拌铸造法。粉末冶金法虽然能获得金属钛颗粒均匀分布的镁基复合材料,但是制备工艺流程长、工艺复杂,由此导致制备成本高。而半固态搅拌铸造法虽然制备成本显著降低,但是由于金属镁非常容易氧化,制备的钛颗粒增强镁基复合材料含有大量氧化夹杂,从而无法实现优异的综合力学性能。
6.鉴于此,特提出本发明。
技术实现要素:
7.本发明的目的在于提供一种金属钛颗粒增强镁基复合材料的真空搅拌铸造方法,可以制备出低成本、低氧化夹杂的综合力学性能优异的金属钛颗粒增强镁基复合材料。
8.本发明的目的在于提供一种金属钛颗粒增强镁基复合材料,其制备成本低,综合力学性能优异。
9.本发明的目的在于提供一种金属钛颗粒增强镁基复合材料在3c电子产品、交通运输或航空航天用零部件中的应用。
10.本发明是这样实现的:
11.第一方面,本发明提供一种金属钛颗粒增强镁基复合材料的真空搅拌铸造方法,其包括:向真空的搅拌铸造设备中通入二氧化碳和六氟化硫混合保护气体,随后加热熔化镁合金,加入预热的金属钛颗粒,搅拌均匀,随后浇铸成型。
12.在可选的实施方式中,通入所述混合保护气体前,所述搅拌铸造设备中的真空度低于0.1pa。
13.在可选的实施方式中,通入所述混合保护气体后,所述搅拌铸造设备中的气压高于0.1mpa。
14.在可选的实施方式中,所述二氧化碳和六氟化硫的体积比为100:1
‑
2。
15.在可选的实施方式中,在搅拌状态下加入所述金属钛颗粒;
16.优选地,搅拌温度为550
‑
760℃;
17.优选地,搅拌速度为300
‑
800r/min;
18.优选地,搅拌速度为450
‑
650r/min;
19.优选地,搅拌时间为10
‑
60min;
20.优选地,搅拌时间为30
‑
40min。
21.在可选的实施方式中,所述金属钛颗粒的预热温度为60
‑
200℃,预热时间为1
‑
5小时;
22.优选地,所述金属钛颗粒的预热温度为80
‑
120℃,预热时间为2
‑
4小时。
23.在可选的实施方式中,所述金属钛颗粒的粒径为1
‑
100μm;
24.优选地,所述金属钛颗粒的粒径为1
‑
20μm;
25.优选地,所述金属钛颗粒的加入量占金属钛颗粒增强镁基复合材料的体积分数为2
‑
50%;优选为2.5
‑
30%。
26.在可选的实施方式中,所述镁合金中含有铝元素;
27.优选地,所述镁合金中所述铝元素的质量百分数为1.0
‑
10.0%。
28.第二方面,本发明提供一种金属钛颗粒增强镁基复合材料,其是采用如前述实施方式任一项所述的金属钛颗粒增强镁基复合材料的真空搅拌铸造方法制备而成。
29.第三方面,本发明提供一种如前述实施方式所述的金属钛颗粒增强镁基复合材料在3c电子产品、交通运输或航空航天用零部件中的应用。
30.本发明具有以下有益效果:
31.本申请提供的金属钛颗粒增强镁基复合材料的真空搅拌铸造方法,可以解决传统无机非金属陶瓷增强镁基复合材料具有高强、高模量,但是塑性低、脆性大的科学问题和常规搅拌铸造以及粉末冶金方法制备复合材料时存在的高成本、易氧化夹杂的技术问题,从而制备出出低成本、低氧化夹杂的综合力学性能优异的金属钛颗粒增强镁基复合材料。可广泛应用于3c电子产品、交通运输或航空航天用零部件中。
附图说明
32.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
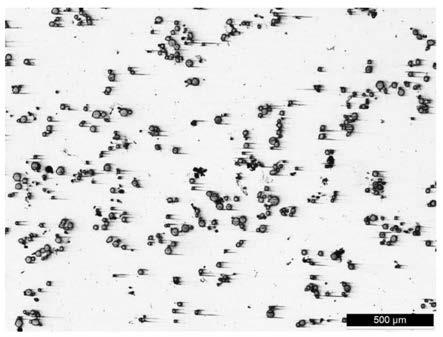
33.图1为实施例1中金属钛颗粒增强镁基复合材料的显微组织;
34.图2为实施例2中金属钛颗粒增强镁基复合材料的显微组织;
35.图3为实施例3中金属钛颗粒增强镁基复合材料的显微组织。
具体实施方式
36.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
37.下面对本发明提供的金属钛颗粒增强镁基复合材料及其真空搅拌铸造方法和应用进行具体说明。
38.本发明提出一种金属钛颗粒增强镁基复合材料的真空搅拌铸造方法,包括以下步骤:向真空的搅拌铸造设备中通入二氧化碳和六氟化硫混合保护气体,随后加热熔化镁合金,加入预热的金属钛颗粒,搅拌均匀,随后浇铸成型。
39.具体来说,本申请中的搅拌铸造设备是全密封的,通过抽真空的操作使搅拌铸造设备形成真空状态,真空度抽至低于0.1pa,从而避免后续镁合金熔铸和搅拌过程中的氧化夹杂的技术问题。
40.接着向搅拌铸造设备中通入二氧化碳和六氟化硫混合保护气体至搅拌铸造设备中的气压高于0.1mpa,这是因为金属镁在高温下的蒸气压较高,特别是高真空条件下,更容易挥发。通入二氧化碳和六氟化硫混合保护气体至搅拌铸造设备中的气压高于0.1mpa可以显著抑制金属镁的挥发,同时可避免残余的氧含量或设备、原材料加热过程中挥发的水蒸气对镁熔体的氧化夹杂。
41.本申请中,通入的混合保护气体中,二氧化碳和六氟化硫的体积比为100:1
‑
2。申请人发现,采用上述体积比的二氧化碳和六氟化硫进行混合,更有避免镁熔体出现氧化夹杂。本申请中二氧化碳与六氟化硫进行混合,可以在镁熔体表面生成一层致密的保护膜,从而对镁合金起到保护。
42.然后加热熔化镁合金,本申请中,镁合金中还含有铝元素,所述镁合金中所述铝元素的质量百分数为1.0
‑
10.0%。铝元素可以与镁元素形成紧密结合的钛
‑
铝复合界面层,有利于进一步提高金属钛颗粒增强镁基复合材料的综合性能。
43.在镁合金熔化后,放入搅拌器,边搅拌边添加预热的金属钛颗粒至均匀分布,最后浇铸出上述金属钛颗粒增强镁基复合材料。
44.其中,搅拌温度为550
‑
760℃;搅拌速度为300
‑
800r/min;优选地,搅拌速度为450
‑
650r/min;搅拌时间为10
‑
60min;优选地,搅拌时间为30
‑
40min。目的是使钛颗粒在搅拌作用下均匀分布于镁基复合材料中。
45.金属钛颗粒的预热温度为60
‑
200℃,预热时间为1
‑
5小时;优选地,金属钛颗粒的预热温度为80
‑
120℃,预热时间为2
‑
4小时。金属钛颗粒的预热保温可以去除颗粒吸收的水蒸气,促进颗粒在镁熔体中分散和均匀分布。
46.本申请中添加的金属钛颗粒的粒径为1
‑
100μm;优选地,金属钛颗粒的粒径为1
‑
20μm;细小的金属钛颗粒可以避免熔铸过程中下沉而保持悬浮,从而保证浇铸出金属钛颗粒均匀分布于整个铸锭。
47.进一步地,本申请中,金属钛颗粒的加入量占金属钛颗粒增强镁基复合材料的体积分数为2
‑
50%;优选为2.5
‑
30%。经发明人研究发现,金属钛颗粒的加入量在上述范围时,其增强效果更佳。
48.通过本发明提供的方法制备金属钛颗粒增强镁基复合材料,可获得较现有技术得到的金属钛颗粒增强镁基复合材料具有成本低、氧化夹杂低和优异的综合力学性能。
49.此外,本发明还提供一种金属钛颗粒增强镁基复合材料,其由包括上述真空搅拌铸造方法的制备而得。制备获得的金属钛颗粒增强镁基复合材料具有成本低、氧化夹杂低和优异的综合力学性能,可广泛应用于3c电子产品、交通运输或航空航天用零部件中。
50.值得说明的是,有关该金属钛颗粒增强镁基复合材料的制备方法中的其它工艺步骤可参照现有技术,在此不做赘述。
51.以下结合实施例对本发明的特征和性能作进一步的详细描述。
52.实施例1
53.本实施例提供的是金属钛颗粒增强az31镁合金复合材料,钛颗粒平均粒径为30μm,体积分数为5%,其通过真空搅拌铸造方法的制备过程如下:
54.步骤1:将7kg的az31镁合金锭装入真空搅拌铸造设备中的坩埚,关闭设备后抽真空至0.1pa;
55.步骤2:开启配气系统,通入体积比为100:1的二氧化碳和六氟化硫混合保护气体至0.1mpa以上;
56.步骤3:开启坩埚加热装置升温至710℃熔化az31镁合金锭,并保温0.5h。同时,将钛颗粒平均粒径为30μm,体积分数为5%的1kg钛粉装入盛装钛颗粒的容器中,加热至100℃进行预热保温;
57.步骤4:开启搅拌系统将搅拌器降入az31镁合金熔液中的一定高度,开启搅拌转动,转动速度为450转每分钟,再开启送粉系统将金属钛颗粒添加至az31镁合金熔体中,边搅拌边添加钛粉至完毕,然后再搅拌35分钟后,开启浇铸系统进行浇铸,从而制备出金属钛颗粒增强az31镁合金复合材料。
58.对所得的金属钛颗粒增强az31镁合金复合材料金进行显微组织观察,如图1所示,观察到金属钛颗粒均匀分布于合金中。
59.实施例2
60.本实施例与实施例1不同之处在于镁合金基体为az91镁合金。
61.图2为本实施例对应的金属钛颗粒增强az91镁合金复合材料显微组织,观察到金属钛颗粒均匀分布于合金中。
62.实施例3
63.本实施例与实施例2不同之处在于金属钛颗粒平均粒径为5μm。
64.图3为本实施例对应的金属钛颗粒增强az91镁合金复合材料显微组织,观察到金属钛颗粒均匀分布于合金中。
65.对比例1
66.本对比例与实施例1的区别仅在于未添加金属钛颗粒。
67.对比例2
68.本对比例与实施例2的区别仅在于未添加金属钛颗粒。
69.按国家标准gb/t 228.1
‑
2010《金属材料拉伸试验第1部分:室温试验方法》的方法对所得的金属钛颗粒增强az31、az91镁合金复合材料对上述实施例1
‑
3以及对比例1
‑
2进行力学性能测试,其结果如下表:
[0070][0071][0072]
从上表可以看出,与对比例1的对比可以看出,实施例1的金属钛颗粒增强az31镁合金复合材料的屈服强度增幅百分比达30%,而断裂延伸率变化很小。
[0073]
与对比例2的对比可以看出,实施例2的金属钛颗粒增强az91镁合金复合材料的屈服强度增幅百分比达35%,而断裂延伸率变化很小。
[0074]
与对比例2的对比可以看出,实施例3的金属钛颗粒增强az91镁合金复合材料的屈服强度增幅百分比达62.5%,而断裂延伸率变化很小。
[0075]
综上所述,本申请提供的金属钛颗粒增强镁基复合材料的真空搅拌铸造方法,可以解决传统无机非金属陶瓷增强镁基复合材料具有高强、高模量,但是塑性低、脆性大的科学问题和常规搅拌铸造以及粉末冶金方法制备复合材料时存在的高成本、易氧化夹杂的技术问题,从而制备出出低成本、低氧化夹杂的综合力学性能优异的金属钛颗粒增强镁基复合材料。可广泛应用于3c电子产品、交通运输或航空航天用零部件中。
[0076]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1