一种金属铸件表面钝化装置的制作方法
[0001]
本实用新型涉及铸件加工领域,具体是一种金属铸件表面钝化装置。
背景技术:
[0002]
钝化是指金属经强氧化剂或电化学方法氧化处理,使表面变为不活泼态即钝化的过程,是使金属表面转化为不易被氧化的状态,而延缓金属的腐蚀速度的方法,钝化是由于金属与氧化性介质作用,作用时在金属表面生成一种非常薄的、致密的、覆盖性能良好的、能坚固地附在金属表面上的钝化膜。这层膜成独立相存在,通常是氧和金属的化合物。它起着把金属与腐蚀介质完全隔开的作用,防止金属与腐蚀介质直接接触,从而使金属基本停止溶解形成钝态达到防止腐蚀的效果,另外,一种活性金属或合金,其中化学活性大大降低,而成为贵金属状态的现象,也叫钝化。
[0003]
但是,目前市场上的钝化装置大多在钝化时直接将铸件浸泡在钝化液中,因此在使用夹具夹持的部位就难以被处理到。因此,本领域技术人员提供了一种金属铸件表面钝化装置,以解决上述背景技术中提出的问题。
技术实现要素:
[0004]
本实用新型的目的在于提供一种金属铸件表面钝化装置,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本实用新型提供如下技术方案:
[0006]
一种金属铸件表面钝化装置,包括喷淋室,所述喷淋室的上表面设置有钝化液储存罐,所述钝化液储存罐的下端位于喷淋室的内部安装有旋转盘,所述旋转盘的下表面安装有喷头,所述喷头的下方位于喷淋室的内部设置有卡齿传送带,所述卡齿传送带的一端位于喷淋室的侧表面安装有传动电机,且卡齿传送带的前方安装有斜挡板,所述喷淋室的底端安装有浸泡池,且喷淋室的后方设置有清理室,所述清理室的内部安装有风机,所述风机的下方位于清理室的内部安装有筛网。
[0007]
作为本实用新型再进一步的方案:所述浸泡池与喷淋室贯通连接,所述筛网与清理室固定连接,所述风机的下方安装有吹风管,所述斜挡板与喷淋室固定连接。
[0008]
作为本实用新型再进一步的方案:所述喷头与钝化液储存罐通过管道贯通连接,所述卡齿传送带与传动电机转动连接,所述清理室与喷淋室贯通连接。
[0009]
作为本实用新型再进一步的方案:所述浸泡池的上方位于喷淋室的内侧壁安装有夹爪驱动箱,所述夹爪驱动箱的下方安装有伸缩臂,所述喷淋室的下表面安装有支撑架。
[0010]
作为本实用新型再进一步的方案:所述伸缩臂与夹爪驱动箱伸缩连接,所述支撑架与喷淋室固定连接。
[0011]
作为本实用新型再进一步的方案:所述伸缩臂的下方安装有夹爪,所述夹爪驱动箱与喷淋室的连接处安装有滑轨。
[0012]
作为本实用新型再进一步的方案:述夹爪驱动箱与喷淋室通过滑轨滑动连接,所
述夹爪与伸缩臂的连接处安装有转轴。
[0013]
与现有技术相比,本实用新型的有益效果是:设计的装置先利用喷淋的方式对铸件进行喷洒钝化液,因此可以批量流动性的对铸件进行钝化操作,保证了加工速度,在铸件放置在卡齿传送带上,铸件的下表面只有小面积接触不到钝化液,因此利用将被喷淋后的铸件运到浸泡池的内部,从而能保证铸件完全接触到钝化液,避免了传统的钝化方式在夹持部位需要二次钝化处理,因此难以保证和其他部位的钝化程度一致,在钝化完后利用夹爪将钝化后的铸件移动到清理室的内部,因此利用风机将残留铸件表面的钝化液吹出,在卡齿传送带的一侧和清理室的一侧均设置有斜挡板,在喷头向铸件喷洒钝化液时可以防止卡齿传送带上的钝化液流出喷淋室喷淋室的内部,在通过筛网的缝隙流会浸泡室,从而减少钝化液的浪费。
附图说明
[0014]
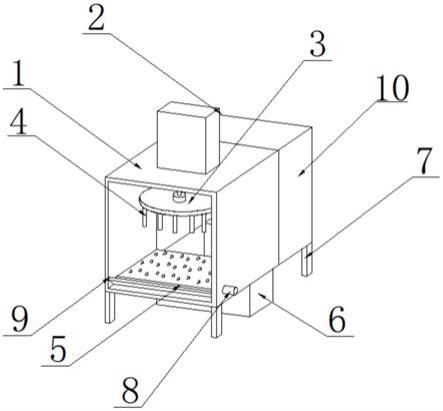
图1为一种金属铸件表面钝化装置的结构示意图;
[0015]
图2为一种金属铸件表面钝化装置中喷淋室和浸泡池的剖视结构示意图;
[0016]
图3为一种金属铸件表面钝化装置中清理室的内部结构示意图。
[0017]
图中:1、喷淋室;2、钝化液储存罐;3、旋转盘;4、喷头;5、卡齿传送带;6、浸泡池;7、支撑架;8、传动电机;9、斜挡板;10、清理室;101、夹爪驱动箱;102、滑轨;103、伸缩臂;104、夹爪;1001、风机;1002、筛网。
具体实施方式
[0018]
请参阅图1~3,本实用新型实施例中,一种金属铸件表面钝化装置,包括喷淋室1,喷淋室1的上表面设置有钝化液储存罐2,钝化液储存罐2的下端位于喷淋室1的内部安装有旋转盘3,旋转盘3的下表面安装有喷头4,喷头4的下方位于喷淋室1的内部设置有卡齿传送带5,卡齿传送带5的一端位于喷淋室1的侧表面安装有传动电机8(型号为:y-160l-6),且卡齿传送带5的前方安装有斜挡板9,喷淋室1的底端安装有浸泡池6,且喷淋室1的后方设置有清理室10,清理室10的内部安装有风机1001(型号为:b3p133-ec072),风机1001的下方位于清理室10的内部安装有筛网1002。
[0019]
在图1、2、3中:浸泡池6与喷淋室1贯通连接,筛网1002与清理室10固定连接,风机1001的下方安装有吹风管,斜挡板9与喷淋室1固定连接,喷头4与钝化液储存罐2通过管道贯通连接,卡齿传送带5与传动电机8转动连接,清理室10与喷淋室1贯通连接,浸泡池6的上方位于喷淋室1的内侧壁安装有夹爪驱动箱101,夹爪驱动箱101的下方安装有伸缩臂103,喷淋室1的下表面安装有支撑架7,伸缩臂103与夹爪驱动箱101伸缩连接,支撑架7与喷淋室1固定连接,伸缩臂103的下方安装有夹爪104,夹爪驱动箱101与喷淋室1的连接处安装有滑轨102,夹爪驱动箱101与喷淋室1通过滑轨102滑动连接,夹爪104与伸缩臂103的连接处安装有转轴。
[0020]
在图1、3中:卡齿传送带5的外侧面存在较多凸起,可以在放置铸件时尽可能减少和其接触面积,在卡齿传送带5的一侧设置的斜挡板9,在喷头4向铸件喷洒钝化液时可以防止卡齿传送带5上的钝化液流出喷淋室喷淋室1的内部,在浸泡池6的内部也填充钝化液,因此在铸件落入到浸泡池6中还可以继续被浸泡,从而可以保证对铸件的钝化效果,铸件移动
放置在清理室10内部的筛网1002上,利用风机1001向铸件进行鼓风作用,将铸件表面存留的钝化液吹落从筛网1002的缝隙流会浸泡池6的内部。
[0021]
在图1、2中:在喷淋室1内设置的夹爪驱动箱101,可以控制伸缩臂103的伸缩以及夹爪104的夹持,利用夹爪104将浸泡在浸泡池6内部的的铸件夹持出来,再利用夹爪驱动箱101在滑轨102上滑动,从而可以将铸件从浸泡池6的内部取出送到清理室10的内部。
[0022]
本实用新型的工作原理是:通过将钝化构件放置在卡齿传送带5上,卡齿传送带5上表面的凸起会尽可能的减少和铸件的接触面积,因此可以控制钝化液储存罐2内部的钝化液通过喷头4向铸件进行喷洒,在卡齿传送带5的一侧设置的斜挡板9可以防止卡齿传送带5上的钝化液流出喷淋室喷淋室1的内部,在铸件被喷洒钝化液后再利用传动电机传动电机8控制卡齿传送带5转动,从而将铸件向浸泡池6内转送,在浸泡池6的内部也填充钝化液,因此在铸件落入到浸泡池6中还可以继续被浸泡,从而可以保证对铸件的钝化效果,在喷淋室1内设置的夹爪驱动箱101可以控制伸缩臂103的伸缩以及夹爪104的夹持,利用夹爪104将浸泡在浸泡池6内部的的铸件夹持出来,再利用夹爪驱动箱101在滑轨102上滑动,从而将铸件移动放置在清理室10内部的筛网1002上,利用风机1001向铸件进行鼓风作用,将铸件表面存留的钝化液吹落从筛网1002的缝隙流会浸泡池6的内部。
[0023]
以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1