一种钢管椅制备用新型数控去毛刺系统的制作方法
1.本实用新型涉及钢管椅技术领域,具体的说是一种钢管椅制备用新型数控去毛刺系统。
背景技术:
2.钢管椅的骨架部分,一般采用圆管组焊而成,在制作时,需要将长圆管切割成段,切割后,切口处会有毛刺出现,传统的方式是,操作人员手持打磨机,打磨毛刺,操作并不方便,而且有意外擦伤人体的情况。
技术实现要素:
3.针对相关技术中存在的上述不足之处,目的是提供一种钢管椅制备用新型数控去毛刺系统,以解决相关技术中的打磨毛刺时,操作并不方便,而且有意外擦伤人体的技术问题。
4.为实现上述目的所采用的技术方案是:一种钢管椅制备用新型数控去毛刺系统,包括:
5.一轴承座,连接在工作台面上;
6.一中心轴,连接在所述轴承座上,并且两端穿出所述轴承座;
7.一电机,通过一电机架连接在所述轴承座的一侧,并且通过一联轴器与所述中心轴的一端连接,用于驱动所述中心轴旋转;
8.一打磨件,一端插接在所述中心轴的另一端上,随着所述中心轴一起旋转,另一端用于打磨钢管端部的外壁和内壁;
9.以及一导向支撑件,连接在所述工作台面上,用于将所述钢管的端部导入所述打磨件。
10.进一步的:所述轴承座包括:一座体,连接在所述工作台面上;一轴承,连接在所述座体上的阶梯通孔中;以及一压盖,套在所述中心轴上,连接在所述座体上,压住所述轴承。
11.进一步的:所述工作台面包括:四个支柱;以及一面板,连接在所述支柱的顶部。
12.进一步的:所述电机架包括:一第一法兰,连接在所述轴承座的一侧;一第二法兰,与所述第一法兰间隔设置,并且与所述电机连接;以及至少三个支撑杆,连接在所述第一法兰和第二法兰之间。
13.进一步的:所述打磨件的一端插接在所述中心轴上的盲孔中,被所述中心轴上的至少两个顶紧螺栓压紧,另一端具有一环形凹槽。
14.进一步的:所述导向支撑件上具有一锥形导向孔;以及一直导向孔,与所述锥形导向孔连续排布,并且与所述锥形导向孔的中心线在同一直线上。
15.进一步的:还包括:一罩壳,连接在所述工作台面上,罩住所述打磨件和所述钢管的端部。
16.采用了上述技术方案,具有以下的有益效果:一种钢管椅制备用新型数控去毛刺
系统,与相关技术相比,设置有轴承座,连接在工作台面上,用于连接中心轴和电机,电机通过电机架连接在轴承座上,并且通过联轴器与中心轴连接,形成了驱动结构,使得中心轴能够旋转;在中心轴上连接打磨件,打磨件随着中心轴一起旋转,对钢管端部的外壁和内壁同时进行打磨,打磨的效率较高,并且设置有导向支撑件,使得钢管能够顺利地导入打磨件中,被打磨,操作较方便,钢管的被打磨部位远离人体,不会擦伤人体,安全性相对较好;从而克服了打磨毛刺时,操作并不方便,而且有意外擦伤人体的技术问题,达到了操作相对方便,远离人体,不会擦伤人体的技术效果,具有实用性。
附图说明
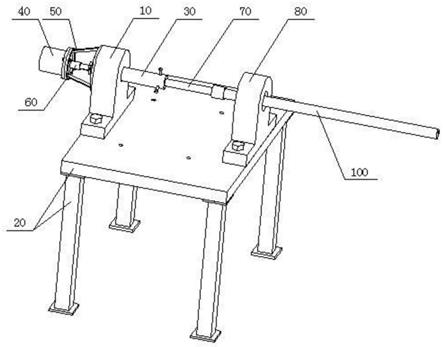
17.图1为三维总装结构示意图之一;
18.图2为图1的剖视图;
19.图3为轴承座,中心轴,电机,电机架和联轴器的剖视图;
20.图4为打磨件的剖视图;
21.图5为导向支撑件的剖视图;
22.图6为三维总装结构示意图之二;
23.图中:10.轴承座,11.座体,12.轴承,13.压盖,20.工作台面,21.支柱,22.面板,30.中心轴,31.盲孔,32.顶紧螺栓,40.电机,50.电机架,51.第一法兰,52.第二法兰,53.支撑杆,60.联轴器,70.打磨件,71.环形凹槽,80.导向支撑件,81.锥形导向孔,82.直导向孔,90.罩壳,100.钢管。
具体实施方式
24.下面将结合实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是一部分实施例,而不是全部的实施例;
25.一种钢管椅制备用新型数控去毛刺系统,解决了相关技术中的打磨毛刺时,操作并不方便,而且有意外擦伤人体的技术问题;能够被制造和使用,并且达到了操作相对方便,远离人体,不会擦伤人体的积极效果;总体思路如下:
26.一实施方式:
27.见图1、图2;一种钢管椅制备用新型数控去毛刺系统,包括:
28.一轴承座10,连接在工作台面20上;
29.一中心轴30,连接在所述轴承座10上,并且两端穿出所述轴承座10;
30.一电机40,通过一电机架50连接在所述轴承座10的一侧,并且通过一联轴器60与所述中心轴30的一端连接,用于驱动所述中心轴30旋转;
31.一打磨件70,一端插接在所述中心轴30的另一端上,随着所述中心轴30一起旋转,另一端用于打磨钢管100端部的外壁和内壁;
32.以及一导向支撑件80,连接在所述工作台面20上,用于将所述钢管100的端部导入所述打磨件70;
33.具体来说,实施时,设置有轴承座10,连接在工作台面20上,用于连接中心轴30和电机40,电机40通过电机架50连接在轴承座10上,并且通过联轴器60与中心轴10连接,形成了驱动结构,使得中心轴30能够旋转;在中心轴30上连接打磨件70,打磨件70随着中心轴30
一起旋转,对钢管100端部的外壁和内壁同时进行打磨,打磨的效率较高,并且设置有导向支撑件80,使得钢管100能够顺利地导入打磨件70中,被打磨,操作较方便,钢管100的被打磨部位远离人体,不会擦伤人体,安全性相对较好;
34.另一实施方式:
35.见图1、图2、图3;实施时,轴承座10包括:一座体11,连接在所述工作台面20上;一轴承12,连接在所述座体11上的阶梯通孔中;以及一压盖13,套在所述中心轴30上,连接在所述座体11上,压住所述轴承12;
36.座体11采用板材,机加工而成,断面形状大致为“t”形结构,底部通过外六角螺栓件连接在工作台面20上;
37.轴承12采用深沟球轴承,按照正常公差紧配在阶梯通孔中;
38.压盖13采用板材,机加工而成,通过外六角螺栓件连接在座体11的侧壁上,压住轴承12,使得轴承12被可靠地定位;
39.轴承座10形成了可靠地支撑,使得中心轴30能够被可靠地定位,随着电机40一起旋转;
40.另一实施方式:
41.见图1、图2;实施时,工作台面20包括:四个支柱21;以及一面板22,连接在所述支柱21的顶部;
42.支柱21包括:一空心方管,以及焊接在空心方管两端的四方体形板材,底部的四方体形板材与地面接触,顶部的四方体形板材与面板22之间穿入外六角螺栓件连接,安装拆卸较方便;
43.面板22为长方体形板材,连接在支柱21上后,形成了工作面,便于安装其他部件;
44.另一实施方式:
45.见图1、图2、图3;实施时,中心轴30的外形为阶梯状,通过一段圆钢机加工而成,中间部位与轴承12按照正常公差紧配,两端凸出在轴承座10的外部;
46.另一实施方式:
47.见图1、图2;实施时,电机40采用现有技术中的立式电机,比如采用立式伺服步进电机,一般为3kw-6p,利用plc进行数控化控制,并且设置启停按钮,操作人员操作按钮,使得电机40开启或者关闭,本领域的普通技术人员,在看到公开的内容后,能够直接地、毫无疑义地知晓如何设置电机40,并不需要付出创造性的劳动,也不需要进行过度的试验;
48.电机40通过联轴器60与中心轴10连接,联轴器60采用柱销联轴器、膜片联轴器等,使得电机40能够联动中心轴10旋转;
49.另一实施方式:
50.见图1、图2、图3;实施时,电机架50包括:一第一法兰51,连接在所述轴承座10的一侧;一第二法兰52,与所述第一法兰51间隔设置,并且与所述电机40连接;以及至少三个支撑杆53,连接在所述第一法兰51和第二法兰52之间;
51.支撑杆53为长条状板材,分别与第一法兰51和第二法兰52之间焊接,通过第一法兰51与轴承座10的一侧之间穿入外六角螺栓件连接,通过第二法兰52与电机40之间穿入外六角螺栓件连接,安装拆卸较方便,将电机40与中心轴30隔开,便于安装联轴器60;
52.另一实施方式:
53.见图1、图2、图3、图4;实施时,打磨件70的一端插接在所述中心轴30上的盲孔31中,被所述中心轴30上的至少两个顶紧螺栓32压紧,另一端具有一环形凹槽71;
54.打磨件70包括:金属杆72,以及连接在金属杆72一端的磨头73,磨头73采用细砂,并且具有环形凹槽71,使得钢管100的端部能够插入环形凹槽71,钢管100端部的外壁和内壁能够同时被磨头73打磨,操作相对方便;
55.使用时,金属杆72插入盲孔31,锁紧顶紧螺栓32,使得打磨件70被定位,开启电机40,打磨件70旋转;
56.另一实施方式:
57.见图1、图2、图3、图5;实施时,导向支撑件80上具有一锥形导向孔81;以及一直导向孔82,与所述锥形导向孔81连续排布,并且与所述锥形导向孔81的中心线在同一直线上;
58.导向支撑件80采用板材,机加工而成,断面形状大致为“t”形结构,底部通过外六角螺栓件连接在工作台面20上;设置有锥形导向孔81和直导向孔82,操作人员手持钢管100,将需要打磨的钢管100的端部,顺着锥形导向孔81和直导向孔82穿入,慢慢插入环形凹槽71中,实现了钢管100端部的外壁和内壁被同时打磨,操作较方便;
59.另一实施方式:
60.见图6;实施时,还包括:一罩壳90,连接在所述工作台面20上,罩住所述打磨件70和所述钢管100的端部;罩壳90采用两毫米厚的板材,折弯而成,通过外六角螺栓件连接在工作台面20上,形成阻挡,能够防止打磨出的颗粒溅出,碰伤操作人员,也能够防止操作人员意外触碰,安全性更好;
61.工作原理如下:设置有轴承座10,连接在工作台面20上,用于连接中心轴30和电机40,电机40通过电机架50连接在轴承座10上,并且通过联轴器60与中心轴10连接,形成了驱动结构,使得中心轴30能够旋转;在中心轴30上连接打磨件70,打磨件70随着中心轴30一起旋转,对钢管100端部的外壁和内壁同时进行打磨,打磨的效率较高,并且设置有导向支撑件80,使得钢管100能够顺利地导入打磨件70中,被打磨,操作较方便,钢管100的被打磨部位远离人体,不会擦伤人体,安全性相对较好。
62.在描述中,需要理解的是,术语“上”、“下”、“左”、“右”、“前”、“后”等指示方位或位置关系是基于附图所述的位置关系,仅是为了便于描述或简化描述,而不是指示必须具有的特定的方位;实施例中描述的操作过程不是绝对的使用步骤,实际使用时,可以做相应的调整;
63.除非个别作定义,此处使用的技术术语或者科学术语应当为所属领域内具有一般技能的人士所理解的通常意义;说明书以及权利要求书中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分,同样,“一个”或者“一”等类似词语也不绝对表示数量限制,而是表示存在至少一个,需根据实施例的内容确定;
64.以上所述,仅为较佳的具体实施方式,但保护范围并不局限于此,任何熟悉本技术领域的技术人员在揭露的技术范围内,根据的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1