一种钣金件打磨用夹具的制作方法
[0001]
本实用新型涉及一种夹持工装,具体是涉及了一种钣金件打磨用夹具。
背景技术:
[0002]
现有的焊缝打磨设备受限于上方打磨头的影响,需由人工手动将钣金件放置在载台上,或者由机器人自动将钣金件放置在载台上,机器人使用成本高,人工手动放置管件的效率低。
技术实现要素:
[0003]
本实用新型要解决的技术问题是:如何降低钣金件的生产成本,如何提高钣金件的生产效率。
[0004]
为达前述目的,本实用新型提供的技术方案如下:
[0005]
一种钣金件打磨用夹具,包括治具板、夹持块、气缸一,所述治具板中设置有一条一端开口的导向槽,所述夹持块设置在所述导向槽中;所述治具板的底部设置有沿所述导向槽长度方向设置的导轨,所述夹持块的底部滑接于所述导轨上,所述气缸一安装在所述治具板的底部,其伸缩杆与所述夹持块固连。
[0006]
与现有技术相比,本实用新型的有益效果是:气缸一将夹持块从压装设备的压头下方平移出去,外部设置的气动夹爪将装有定位块的管件直接放在夹持块中,气缸一再将夹持块移动至设备下方,如此便完成了管件的自动上料,无需使用机器人手臂,不仅降低了钣金件的生产成本,还提高了钣金件的生产效率。
附图说明
[0007]
为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
[0008]
图1是一种夹持载台的主视图;
[0009]
图2是一种夹持载台的侧视图;
[0010]
图3是一种夹持载台的后视图。
具体实施方式
[0011]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
[0012]
实施例
[0013]
如图1-3中所示的夹持载台,包括治具板10、夹持块20、气缸一30,治具板10中设置有一条一端开口的导向槽11,夹持块20设置在导向槽11中;治具板10的底部设置有沿导向槽11长度方向设置的导轨40,夹持块20的底部滑接于导轨40上,气缸一30安装在治具板10的底部,其伸缩杆与夹持块20固连。气缸一30将夹持块20从压装设备的压头下方平移出去,
外部设置的气动夹爪将装有定位块的管件直接放在夹持块20中,气缸一30再将夹持块20移动至设备下方,如此便完成了管件的自动上料。导向槽11内安装有接近开关,当夹持块20复位触发接近开关后,压装设备启动完成定位块在管件中的压装。
[0014]
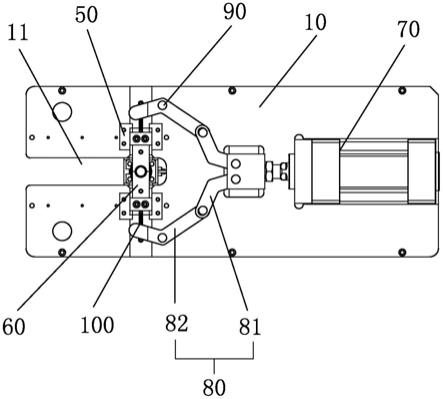
如果管件较长,管件在夹持块20中需要辅助夹持,才能防止管件在压装过程中晃动。治具板10的顶部于导向槽11的两侧各设置有一个导向块50,在导向块50中各安装有一条可移动的夹板60,夹板60的内侧设置有夹持槽;夹板60的移动由气缸驱动。装载有管件的夹持块20复位后,气缸驱动夹板60平移将管件紧紧地夹持。优选地,治具板10的顶部固设有一只气缸二70,气缸二70的伸缩杆上安装有连接块,连接块相对气缸二70的一端固定铰接有两根连接臂80,连接臂80与对应的夹板60连接,气动二的伸缩杆伸出,两根连接臂80向外旋转移动并向后拉动夹板60松开管件,气动二的伸缩杆缩回,两根连接臂80向内旋转移动并向前推动夹板60夹紧管件。连接臂80由活动铰接在一起的前臂81与后臂82组成,前臂与连接块固定铰接,后臂呈l型,其转折处通过转轴90与治具板10可转动的连接,相对前臂的一端通过拉簧100与夹板60连接。连接臂80采用关节式结构使得夹板60的平移更加稳定,利用拉簧的弹簧力使管件被夹持地更紧。
[0015]
对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所记载的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1