低排放环保型多功能纯氧助燃钢包烘烤预热装置的制作方法
[0001]
本实用新型涉及重工业设备领域,特别涉及低排放环保型多功能纯氧助燃钢包烘烤预热装置。
背景技术:
[0002]
钢包作为电炉炼钢过程中预热废钢、承接钢水的主要工具,在炼钢过程中具有重要作用。废钢预热、承接铁水前需要对钢包进行预热,传统预热采用空气助燃,效率低,升温慢,如何高效、低能耗预热钢包一直以来是研究的主要方向;钢包新砌筑后,需要进行烘烤干燥才可以使用,这个过程钢包内壁会析出有害气体,而为解决此问题传统方式采用降低烘烤装置功率,缓慢升温的方式控制烘烤过程中产生的有害气体(voc)从钢包排气孔排出,这就导致烘烤效率非常低,新包整体烘烤干燥时间比较长,一般都大于60小时,能耗高,无法精准控制有害气体排放,污染环境,严重妨碍炼钢快节奏。
技术实现要素:
[0003]
本实用新型的主要目的在于提供低排放环保型多功能纯氧助燃钢包烘烤预热装置,可以有效改善背景技术中阐述的问题。
[0004]
为实现上述问题设计多功能纯氧助燃天然气烧嘴,以最佳氧气天然气燃烧配比,设置烘烤预热模式,使钢包烘烤和预热能够快速升温,提高效率;同时设计钢包密闭室,用于收集和处理在烘烤干燥过程中钢包排出的有害气体目的,本实用新型采取的技术方案为:
[0005]
低排放环保型多功能纯氧助燃钢包烘烤预热装置,包括钢包密闭室、有害气体检测系统、引流风机、天然气调节阀组、氧气调节阀组和plc模块,所述钢包密闭室中固定安装有钢包本体,所述钢包本体的顶端安装有钢包包盖,且钢包包盖卡接在钢包密闭室的顶端,所述钢包包盖的顶端固定安装有多功能纯氧助燃天然气烧嘴,所述钢包包盖中固定安装有输出管,所述输出管的一端安装在有害气体检测系统的输入端,所述引流风机的输出端通过管道安装在多功能纯氧助燃天然气烧嘴的烧嘴头附近,所述天然气调节阀组和氧气调节阀组均安装在多功能纯氧助燃天然气烧嘴的输入端。
[0006]
优选的,所述多功能纯氧助燃天然气烧嘴固定安装在钢包包盖的中部位置,且多功能纯氧助燃天然气烧嘴的烧嘴头位于钢包本体的内部。
[0007]
优选的,所述输出管的一端位于钢包密闭室的内侧与钢包本体的外侧之间。
[0008]
优选的,所述有害气体检测系统的输出端通过管道连接在排气烟囱和引流风机的输入端。
[0009]
优选的,所述天然气调节阀组的一端安装在天然气罐的输出端。
[0010]
优选的,所述氧气调节阀组的一端安装在氧气罐的输出端。
[0011]
优选的,所述plc模块的输出端电性连接在多功能纯氧助燃天然气烧嘴、有害气体检测系统、引流风机、天然气调节阀组和氧气调节阀组的输入端。
[0012]
与现有技术相比,本实用新型具有如下有益效果:该低排放环保型多功能纯氧助燃钢包烘烤预热装置,通过设计多功能纯氧助燃天然气烧嘴(原理同多功能集束氧枪),以最佳氧气天然气燃烧配比,设置烘烤预热模式,使钢包烘烤和预热能够快速升温,提高效率;同时设计钢包密闭室,用于收集和处理在烘烤干燥过程中钢包排出的有害气体(voc),保证可以精准的控制有害气体的排放,降低了所需要的能耗,减少对空气环境的污染,提高了炼钢的效率。
附图说明
[0013]
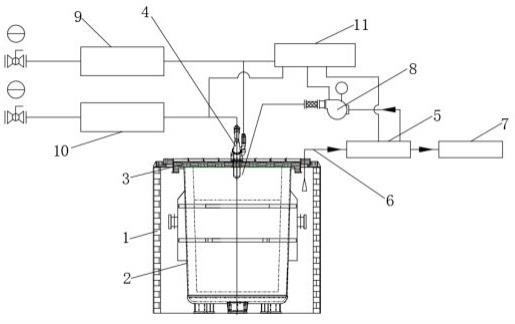
图1为本实用新型低排放环保型多功能纯氧助燃钢包烘烤预热装置的结构示意图;
[0014]
图2为本实用新型低排放环保型多功能纯氧助燃钢包烘烤预热装置的钢包密闭室内部结构示意图。
[0015]
图中:1、钢包密闭室;2、钢包本体;3、钢包包盖;4、多功能纯氧助燃天然气烧嘴;5、有害气体检测系统;6、输出管;7、排气烟囱;8、引流风机;9、天然气调节阀组;10、氧气调节阀组;11、plc模块。
具体实施方式
[0016]
为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面对本实用新型的技术方案进行进一步详细的阐述。
[0017]
如图1-2所示,本实施例中低排放环保型多功能纯氧助燃钢包烘烤预热装置,包括钢包密闭室1、有害气体检测系统5、引流风机8、天然气调节阀组9、氧气调节阀组10和plc模块11,钢包密闭室1中固定安装有钢包本体2,钢包本体2的顶端安装有钢包包盖3,且钢包包盖3卡接在钢包密闭室1的顶端,钢包包盖3的顶端固定安装有多功能纯氧助燃天然气烧嘴4,钢包包盖3中固定安装有输出管6,输出管6的一端安装在有害气体检测系统5的输入端,引流风机8的输出端通过管道安装在多功能纯氧助燃天然气烧嘴4的烧嘴头附近,天然气调节阀组9和氧气调节阀组10均安装在多功能纯氧助燃天然气烧嘴4的输入端。
[0018]
本实施例中,多功能纯氧助燃天然气烧嘴4固定安装在钢包包盖3的中部位置,且多功能纯氧助燃天然气烧嘴4的烧嘴头位于钢包本体2的内部;便于利用多功能纯氧助燃天然气烧嘴4对有害气体进行燃烧处理。输出管6的一端位于钢包密闭室1的内侧与钢包本体2的外侧之间;便于将处理后的有害气体输送至有害气体检测系统5进行检测处理。有害气体检测系统5的输出端通过管道连接在排气烟囱7和引流风机8的输入端;可以将处理完全的气体通过排气烟囱7进行排放处理,将未处理完全的气体通过引流风机8输送至多功能纯氧助燃天然气烧嘴4的烧嘴头进行再次处理。天然气调节阀组9的一端安装在天然气罐的输出端;利用天热气罐为天然气调节阀组9提供天热气。氧气调节阀组10的一端安装在氧气罐的输出端;利用氧气罐为氧气调节阀组10提供氧气。plc模块11的输出端电性连接在有害气体检测系统5、引流风机8、天然气调节阀组9和氧气调节阀组10的输入端;从而使得多功能纯氧助燃天然气烧嘴4、氧气调节阀组10、天然气调节阀组9、引流风机8和有害气体检测系统5由plc模块11控制。
[0019]
需要说明的是,本实用新型为低排放环保型多功能纯氧助燃钢包烘烤预热装置,
在使用时,使用者将钢包本体2烘烤干燥过程中从钢包本体2内壁析出的有害气体进入钢包密闭室1内,利用引流风机8将有害气体从钢包密闭室1反抽到钢包本体2使其在钢包本体2内由多功能纯氧助燃天然气烧嘴4进一步燃烧,通过高温分解有害气体,为方便实时了解有害气体处理情况,排气管道上装有有害气体检测系统5,气体达标时,可直接排入大气,若不达标则重复以上步骤,直至达标再排放。
[0020]
综上,plc模块11设置不同氧气、燃气流量和比例,设置喷吹模式,根据烘烤和预热需要选择模式;通过plc编程实现引流风机8、有害气体检测系统5的闭环控制;烘烤开始时,多功能纯氧助燃天然气烧嘴4使用小功率模式,钢包本体2内温度较低,当plc检测到有害气体排放超标时,plc给引流风机8发送指令减低风量以减少有害气体进入钢包本体2的量,直至排放合格;随着钢包本体2的温度升高,多功能纯氧助燃天然气烧嘴4使用大功率模式,有害气体的处理能力也会增强,plc给引流风机8发送指令增大风量以加大有害气体进入钢包本体2内的量。其中所有的阀门、风机、风量调节、有害气体检测系统5都是由plc自动闭环控制,只有排放达标后才允许排放到大气中。
[0021]
以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1