一种多工位球面滚子外径超精研机的制作方法
1.本实用新型涉及球面滚子超精机的技术领域,尤其是涉及一种多工位球面滚子外径超精研机。
背景技术:
2.球面滚子是轮廓线为圆、母线为外凸弧线的滚子,所有母线的曲率中心线组成曲率中心面。滚子精度是影响滚子轴承质量的关键因素,滚子的主要精度指标为滚子的粗糙度和曲率形状。
3.专利公告号为cn 202752972 u的中国专利申请公开了一种球面滚子超精机,属于轴承零部件超精领域。现有球面滚子超精机加工精度不高,本实用新型采用机床床身的工作台上安装工件驱动装置、刀具驱动装置、工件支撑机构和电控系统,工件驱动装置包括电机和夹装机构,夹装机构包括工件靠板和压靠机构,工件靠板由电机驱动旋转,压靠机构包括压轮和压轮驱动机构,压轮与工件靠板之间形成工件夹装区;工件支撑机构位于工件夹装区下方;刀具驱动装置包括滑移机构和摆动机构,摆动机构包括摆动电机、刀具夹头、夹头座和摆动转轴,刀具夹头安装于摆动转轴并位于工件夹装区上方,摆动电机转轴通过曲柄摇杆机构与摆动转轴连接,通过滑移机构调节刀具夹头左右、前后和上下位置。
4.上述中的现有技术方案存在以下缺陷:1、上述超精机操作繁琐,使用两个电机分别控制工件驱动、摆动机构,结构复杂,生产成本增加;2、多个工件的不是连续性的加工,降低了工作效率。
技术实现要素:
5.针对现有技术存在的不足,本实用新型的目的是提供一种结构简单、操作简便的多工位球面滚子外径超精研机。
6.本实用新型的上述实用新型目的是通过以下技术方案得以实现的:
7.一种多工位球面滚子外径超精研机,包括底座、送料装置、摆动装置和超精头,所述的送料装置和摆动装置位于底座的上表面,所述的送料装置的一端为待加工工件的上料位,另一端为工件的下料位,所述的超精头设置在摆动装置上,送料装置位于超精头的下方,超精头上连接有油石,所述的摆动装置至少为一个,摆动装置包括座体、直线伺服电机、滑台和摆动臂;
8.所述的座体的长度方向上设置有两个上下排列的x向直线导轨,所述的滑台的两端分别与两个x向直线导轨卡接并沿两个x向直线导轨移动,所述的直线伺服电机位于座体与滑台之间并固定连接在滑台上;
9.所述的超精头垂直设置在摆动臂的一端,在摆动臂上远离超精头的一侧面上固定连接有连接板,所述的连接板的上部与滑台之间设置有y向运动部,所述的y向运动部的一端与滑台固定连接,另一端与连接板相对运动并使连接板摆动,y向运动部与座体活动连接,连接板的上部与座体活动连接。
10.通过采用上述技术方案,摆动装置调整摆动中心的水平位置,直线伺服电机租用驱动机构,带动滑台在滑轨上水平方向移动,滑台带动y向运动部移动,连接板与相对运动,y向运动部使连接板进行左右的摆动,连接板与座体活动连接,从而使连接板带动超精头上的油石摆动,对待加工工件进行加工。
11.本实用新型在一较佳示例中可以进一步配置为:所述的座体上靠近其底边的位置设有固定摆动轴,所述的固定摆动轴的一端与座体固定连接,所述的连接板与固定摆动轴活动连接。
12.通过采用上述技术方案,固定摆动轴与连接板活动连接,固定摆动轴对连接板进行限位,连接板以固定摆动轴为轴心进行摆动,能够控制超精头的摆动幅度,提高了加工的精准性。
13.本实用新型在一较佳示例中可以进一步配置为:所述的y向运动部为y向直线导轨,所述的y向直线导轨位于滑台的外端面,所述的y向直线导轨的滑块上垂直设有浮动摆动轴,所述的连接板的上部与浮动摆动轴活动连接。
14.通过采用上述技术方案,直线伺服电机驱动滑台沿着x向直线导轨做往复运动时,滑台带动y向直线导轨往复运动,滑块在y向直线导轨上上下移动,连接板的下部围绕固定摆动轴左右摆动,使连接板形成左右的摆动。
15.本实用新型在一较佳示例中可以进一步配置为:所述的连接板上开有插接孔,所述的浮动摆动轴插接在连接板上,所述的连接板的插接孔的直径大于浮动摆动轴的直径。
16.通过采用上述技术方案,连接板以浮动摆动轴为轴心摆动,从而在y向上产生了位置变化,连接板在y向的位置变化,由于连接板的插接孔的直径大于浮动摆动轴的直径,所以插接孔的活动空间相对于浮动摆动轴来说,浮动摆动轴的活动范围较大,通过浮动摆动轴在插接孔内有余的移动来弥补y向的自由度,使连接板的能够自由的摆动。
17.本实用新型在一较佳示例中可以进一步配置为:所述的送料装置的两侧设置有至少两个旋转待加工工件的滚轮驱动装置,所述的滚轮驱动装置位于超精头的下方。
18.通过采用上述技术方案,滚轮驱动装置使位于超精头下方的停止移动的待加工工件旋转,从而使超精头的油石更好的加工工件,提高工件的质量。
19.本实用新型在一较佳示例中可以进一步配置为:所述的滚轮驱动装置上设置有换型调整装置。
20.通过采用上述技术方案,换型调整装置可以调整滚轮驱动装置中放置滚子的间距,使滚轮驱动装置适用于不同尺寸的滚子。
21.本实用新型在一较佳示例中可以进一步配置为:所述的座体的顶边上设置有光栅尺。
22.通过采用上述技术方案,光栅尺可以检测超精头的角度位移,使超精头的动作更加精准。
23.本实用新型在一较佳示例中可以进一步配置为:所述的摆动装置上设置有曲率调节装置。
24.通过采用上述技术方案,曲率调整装置调整超精头摆动中心的上下位置,使超精头与待加工工件的相对位置更加精准,提高加工的精准性。
25.综上所述,本实用新型包括以下至少一种有益技术效果:
26.1. 本发明结构简单、操作简便,使用一个直线伺服电机控制连接板在x向和y向上进行摆动,从而带动超精头上的油石对待加工工件的表面进行加工,控制超精头的摆动位置更加精准,提高了加工的精准度和工件的质量。
27.2、本发明为连续性加工,滚轮驱动装置、换型调整装置、曲率调节装置等部件的设置,辅助摆动装置对待加工工件进行加工,提高了工作效率。
附图说明
28.图1是本发明的结构示意图。
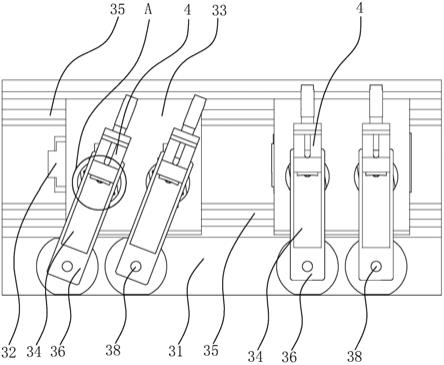
29.图2是本发明中摆动装置的结构示意图。
30.图3是图2中a的局部放大图。
31.图4是图2的左视图。
32.图中,1、底座,2、送料装置,3、摆动装置,31、座体,32、直线伺服电机,33、滑台,34、摆动臂,35、x向直线导轨,36、连接板,37、浮动摆动轴,38、固定摆动轴,39、y向直线导轨,4、超精头。
具体实施方式
33.以下结合附图对本实用新型作进一步详细说明。
34.参照图1,为本实用新型公开的一种多工位球面滚子外径超精研机,包括底座1、送料装置2、摆动装置3和超精头4,送料装置2和摆动装置3位于底座1的上表面,送料装置2的一端为待加工工件的上料位,另一端为工件的下料位,超精头4设置在摆动装置3上,送料装置2位于超精头4的下方,超精头4上连接有油石,摆动装置3至少为一个,摆动装置3包括座体31、直线伺服电机32、滑台33和摆动臂34;
35.座体31的长度方向上设置有两个上下排列的x向直线导轨35,滑台33的两端分别与两个x向直线导轨35卡接并沿两个x向直线导轨35移动,直线伺服电机32位于座体31与滑台33之间并固定连接在滑台33上;
36.参照图3和图4,超精头4垂直设置在摆动臂34的一端,超精头4的顶部设置有控制油石跳进跳出的气缸,在摆动臂34上远离超精头4的一侧面上固定连接有连接板36,连接板36的上部与滑台33之间设置有y向运动部, y向运动部的一端与滑台33固定连接,另一端与连接板36相对运动并使连接板36摆动,y向运动部与座体31活动连接。y向运动部为y向直线导轨39,y向直线导轨39位于滑台33的外端面,y向直线导轨39的滑块上垂直设有浮动摆动轴37,连接板36的上部与浮动摆动轴37活动连接。连接板36上开有插接孔,浮动摆动轴37插接在连接板36上,连接板36的插接孔的直径大于浮动摆动轴37的直径。
37.连接板36的上部与座体31活动连接,座体31上靠近其底边的位置设有固定摆动轴38,固定摆动轴38的一端与座体31固定连接,连接板36与固定摆动轴38活动连接。
38.送料装置2的两侧设置有至少两个旋转待加工工件的滚轮驱动装置,滚轮驱动装置位于超精头4的下方。滚轮驱动装置上设置有换型调整装置。
39.座体31的顶边上设置有光栅尺。
40.摆动装置3上设置有曲率调节装置。
41.本实施例的实施原理为:两个摆动装置3为一组,超精研机设置有两组,共四个摆
动装置3,一组为粗超工位,一组为精超工位,粗超与精超的区别在于,油石在待加工工件上的进量,一组工位加工两个待加工工件,靠近上料位的为粗超工位,靠近下料位的精超工位,每个工位有两个滚轮驱动装置和一个换型调整装置;
42.当需要对待加工工件进行加工时,将两个待加工工件从上料位放置在送料装置2上,送料装置2对两个待加工工件进行移动,当两个待加工工件移动到粗超工位时,送料装置2停止动作,滚轮驱动装置驱动待加工工件进行旋转,根据滚子的上母线来调超精头4摆动中心的位置,即曲率调整装置调的是摆动中心的上下位置,摆动装置3调的是摆动中心的水平位置,直至滚子上母线的中心与超精头4摆动中心轴线重合,之后根据滚子型号调整摆动臂34的上下位置和油石的跳进、跳出位置,调好之后油石跳出,油石跳进加压,同时直线伺服电机32启动,座体31上的固定摆动轴38与连接板36活动连接,固定摆动轴38对连接板36进行限位,连接板36以固定摆动轴38为轴心进行摆动,直线伺服电机32驱动滑台33沿着x向直线导轨35做往复运动时,滑台33带动y向直线导轨39往复运动,y向直线导轨39上的滑块在y向直线导轨39上上下移动,连接板36的下部围绕固定摆动轴38左右摆动,连接板36以滑块上的浮动摆动轴37为轴心在y向上沿y向直线导轨39形成摆动,连接板36在y向的位置变化,形成左右的摆动;通过浮动摆动轴37来弥补连接板36在y向上移动的自由度,使连接板36的能够自由的摆动,这样滑台33的直线运动就转换成了油石的曲线运动,同时直线伺服电机32可以实现大往复小振荡功能,并能实现参数化控制;
43.油石开始对滚子的外径进行超精,右工位粗超后,搬运到左工位进行精超,除第一次上料时,左工位空运行外,其余都是左右工位同时超精的;粗超之后,送料装置2把粗超过的两粒滚子搬运到左工位进行精超,精超完成后,送料装置把精超后的两粒成品滚子搬运到下料位,送料装置2每次搬送两个工位共四粒滚子,上料位、右工位、左工位、下料位共四个位置,两粒滚子毛坯依次在这四个位置通过,之后循环上下料。
44.本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1