一种铝活塞的铸造模具的制作方法
[0001]
本发明涉及模具技术领域,尤其涉及一种铝活塞的铸造模具。
背景技术:
[0002]
随着机械制造业的日益发展诸如发动机活塞制造技术的不断进步,相应的对下抽芯双活塞浇铸模具的技术要求也越来越高。在公知技术中,现有的下抽芯产品所采用的浇注方式多为重力浇注方式,通过地球引力的作用,让铝液通过浇道进入型腔,凝固成型,为了保证加工后的产品合格率高,以保证铝液进入型腔后顺序凝固,不会在厚大的地方产生热节点,造成不合格品的出现,所以,现有的下抽芯双活塞浇铸模具主要是采用的在双活塞模具主体腔内制有过滤网式浇道,但也需要补缩包来供给铝液才可以保证产品质量。
技术实现要素:
[0003]
本发明的目的是为了解决现有技术中无法有效过滤掉铝液中的杂质以及浇铸中铝液流速过快而影响铸造质量的问题而提出的一种铝活塞的铸造模具。
[0004]
为了实现上述目的,本发明采用了如下技术方案:
[0005]
一种铝活塞的铸造模具,包括上模、下模和底座,所述下模由缓流模和两侧的型腔模组成,所述上模的顶部开设有浇注口,所述浇注口通过主流道连通缓冲槽,所述缓冲槽位于下模的缓流模内,所述缓冲槽的两侧分别通过分流道连通活塞型腔,所述活塞型腔位于型腔模内,缓冲槽的内部的顶部安装有缓冲板,所述缓冲板对称安装在主流道的两侧,所述缓冲板的底部与缓冲槽的底部之间留有缓冲口,所述缓冲槽的内部的底部安装有挡板,所述挡板与缓冲板交错安装,所述挡板的顶端与缓冲槽的顶部之间留有过滤口。
[0006]
优选的,所述型腔模的底部安装有底板,所述底座的顶部开设有滑槽,所述滑槽内滑动安装有滑块,所述滑块固定在底板的底部。
[0007]
优选的,所述上模的底部开设有凹槽,凹槽内固定有套筒,所述下模的顶部安装有套杆,所述套杆滑动连接在套筒内。
[0008]
优选的,所述缓流模的底部开设有限位槽,底板的末端安装有限位块,所述限位块位于限位槽内。
[0009]
优选的,所述下模的型腔模的外壁安装有把手,所述把手上安装有隔热垫。
[0010]
优选的,所述下模的材质为mp-透气钢。
[0011]
优选的,所述型腔模的外壁的顶部安装有卡扣,所述卡扣与上模通过卡槽连接。
[0012]
优选的,所述底座的底部安装有支撑座,所述支撑座的底部安装有防滑垫。
[0013]
与现有技术相比,本发明的有益效果是:
[0014]
当需要浇铸铝活塞时,从浇注口浇入铝液,铝液通过主流道进入缓冲模的缓冲槽中,铝液从缓冲板的底部与缓冲槽的底部之间的缓冲口流入,而铝液中漂浮的杂质因缓冲板的阻挡,使铝液与铝液中漂浮的杂质分离,漂浮的杂质无法从缓冲口流入,当铝液流过缓冲板后在缓冲板与挡板之间堆积,当堆积到一定高度时,铝液从挡板与缓冲槽之间的过滤
口流入到活塞型腔内,铝液中沉淀的杂质因挡板的阻拦,铝液中沉淀的杂质存留在缓冲槽的底部,而无法从过滤口流入,通过缓冲板和挡板,无需过滤网便可同时过滤铝液中漂浮和沉淀的杂质,且因缓冲板和挡板的阻拦,使铝液的流速适当的降低,流入活塞型腔后产生气泡减少,提高产品的质量。
附图说明
[0015]
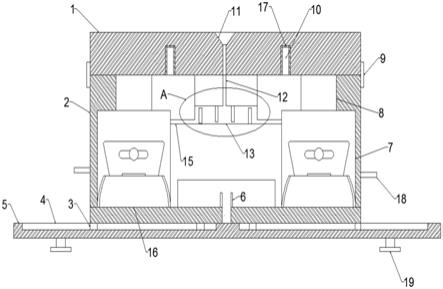
图1为本发明提出的一种铝活塞的铸造模具的剖视图;
[0016]
图2为本发明提出的一种铝活塞的铸造模具的侧视图;
[0017]
图3为本发明提出的一种铝活塞的铸造模具的a处放大图;
[0018]
图中:1-上模,2-下模,3-滑块,4-滑槽,5-底座,6-限位块,7-活塞型腔,8-镶嵌部,9-卡扣,10-套杆,11-浇注口,12-主流道,13-缓冲槽,14-缓冲板,15-分流道,16-底板,17-套筒,18-把手,19-支撑座,20-挡板。
具体实施方式
[0019]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
[0020]
参照图1-3,一种铝活塞的铸造模具,包括上模1、下模2和底座5,下模2由缓流模和两侧的型腔模组成,上模1的顶部开设有浇注口11,浇注口11通过主流道12连通缓冲槽13,缓冲槽13位于下模2的缓流模内,缓冲槽13的两侧分别通过分流道15连通活塞型腔7,活塞型腔7位于型腔模内,缓冲槽13的内部的顶部安装有缓冲板14,缓冲板14对称安装在主流道12的两侧,缓冲板14的底部与缓冲槽13的底部之间留有缓冲口,缓冲槽13的内部的底部安装有挡板20,挡板20与缓冲板14交错安装,挡板20的顶端与缓冲槽13的顶部之间留有过滤口。
[0021]
型腔模的底部安装有底板16,底座5的顶部开设有滑槽4,滑槽4内滑动安装有滑块3,滑块3固定在底板16的底部。
[0022]
上模1的底部开设有凹槽,凹槽内固定有套筒17,下模2的顶部安装有套杆10,套杆10滑动连接在套筒17内。
[0023]
缓流模的底部开设有限位槽,底板16的末端安装有限位块6,限位块16位于限位槽内,下模2的型腔模的外壁安装有把手18,把手18上安装有隔热垫,下模2的材质为mp-35透气钢,型腔模的外壁的顶部安装有卡扣9,卡扣9与上模1通过卡槽连接,底座5的底部安装有支撑座19,支撑座19的底部安装有防滑垫。
[0024]
工作原理:
[0025]
1、当需要浇铸铝活塞时,从浇注口11浇入铝液,铝液通过主流道12进入缓冲模的缓冲槽13中,铝液从缓冲板14的底部与缓冲槽13的底部之间的缓冲口流入,而铝液中漂浮的杂质因缓冲板14的阻挡,使铝液与铝液中漂浮的杂质分离,漂浮的杂质无法从缓冲口流入,当铝液流过缓冲板14后在缓冲板14与挡板20之间堆积,当堆积到一定高度时,铝液从挡板20与缓冲槽13之间的过滤口流入到活塞型腔7内,铝液中沉淀的杂质因挡板20的阻拦,铝液中沉淀的杂质存留在缓冲槽13的底部,而无法从过滤口流入,通过缓冲板14和挡板20,无需过滤网便可同时过滤铝液中漂浮和沉淀的杂质,且因缓冲板14和挡板20的阻拦,使铝液
的流速适当的降低,流入活塞型腔7后产生气泡减少,提高产品的质量。
[0026]
2、铝液通过分流道15流入型腔模的活塞型腔7,下模2的制造材质为mp-35透气钢造。pm-35透气钢是一种优质透气性钢材,内部由微细的小孔相连构成,使空气或任何气体能顺利渗透及穿过,通过透气钢把活塞型腔7内的气体排出至外部,防止活塞型腔7内部气体过剩进行膨胀对铝活塞的质量造成影响,当活塞型腔7内部冷却后,拉动把手18,使下模2中的型腔模通过位于滑槽4内的滑块3滑出下模2,拿出冷却后的铝活塞,拿出后再通过把手18把型腔模推入下模2的内部,通过卡扣9固定型腔模的位置。一模双腔的设计使操作简易方便,提升了铝活塞的质量。
[0027]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1