一种熔融还原炉用排渣结构的制作方法
1.本申请涉及一种熔融还原炉用排渣结构,属于熔融还原炉技术设备领域。
背景技术:
2.hismelt技术核心熔融还原炉(简称srv炉)是铁矿粉等铁氧化物还原生成铁的主要设备。srv炉从下往上依次为铁浴区、换热区、燃烧区及煤气室;为确保喷入的物料能够发生还原及燃烧反应,srv炉铁浴区需要存储300
‑
350 吨的铁水,铁浴区存储铁水作为c+fe2o3
→
fe+co反应的催化条件;同时换热区需要存储150
‑
200吨渣,一是防止铁浴区铁水直接接触富氧热风被氧化,二是喷溅起的渣将热量从燃烧区带入铁浴区;正常生产期间srv炉内始终存有 500吨左右的渣和铁水,才能够维持srv炉内还原反应的正常进行。srv炉在铁浴区底部设有残铁口,用于在srv炉安全停炉时将炉内所储存的铁水和炉渣排出炉外,避免剩余铁水和炉渣在炉内凝固,影响下次正常开炉。
3.现有传统高炉残渣排放方案,在熔融还原炉停炉过程中,首先炉渣随铁水从出铁口排出至炉内液位下降至出铁口高度以下,在炉外出铁沟通过撇渣器将炉渣和铁水分开,对于炉内剩余的死铁层(正常出铁口以下)的剩余铁水和炉渣,则通过设置残铁口排出。由于炉渣和铁水在性质上存在一定差异,出渣过程温度降低很快,炉渣熔点在1300度以上,而铁水熔点只有1100℃左右,很容易出现渣结块、堵塞残铁口,给生产操作上带来一定的困难。
4.传统高炉的残铁口的设置,依据炉龄、炉基温度、冷却壁水温差、残铁层上下炉壁温度等确定残铁口位置,对残铁层位置进行开孔。需要对残铁孔位置水冷管进行移除切割、清理冷面压浆料、切割冷却壁、采用钻孔设备钻孔,直至800℃位置停止钻孔,使用氧气管伸入残铁口烧穿出残铁。高炉出残铁操作费力费时,采用钻采设备对高炉设备造成永久性损坏,且时间长、危险系数高、操作复杂等。
技术实现要素:
5.为了解决上述问题,本申请提出了一种熔融还原炉用排渣结构,该排渣结构能够将炉渣单独排出炉外,进而将炉渣和铁水相分离,分离方式简单、效率高,使用方便,排渣结构结构简单,对炉体设备不产生损坏,安全性高、结构设计合理,排渣顺畅。
6.本申请提供了一种熔融还原炉用排渣结构,所述熔融还原炉包括铁浴区和换热区,所述铁浴区位于换热区的下方,所述铁浴区和/或换热区对应的炉壁设有所述排渣结构,所述排渣结构由预制耐材砖砌至而成,所述预制耐材砖开设有通孔,所述通孔首尾依次相接形成排渣通道,所述排渣通道包括与熔融还原炉连通的入料口和与外界相连通的出料口,所述排渣通道从入料口至出料口向下倾斜0
°‑
45
°
。
7.可选地,所述排渣通道从入料口至出料口向下倾斜0
°‑
30
°
。
8.进一步地,排渣结构位于铁浴区和/或换热区的渣
‑
铁液位附近。
9.可选地,所述排渣通道的截面呈圆形结构或椭圆形结构。
10.可选地,所述预制耐材砖的两端分别为凸出端和凹进端,所述预制耐材砖的凸出端能够嵌入至相邻预制耐材砖的凹进端。
11.可选地,所述熔融还原炉的炉壁由外至内包括浇筑层和砌筑层,所述预制耐材砖包括第一预制耐材砖和第二预制耐材砖,所述第一预制耐材砖设在所述浇筑层内,所述第二预制耐材砖设在所述砌筑层内;
12.所述第二预制耐材砖沿其通孔轴向的两端分别为大端部和小端部,所述小端部朝向所述炉壁内侧设置,所述大端部朝向第一预制耐材砖设置。
13.可选地,所述第二预制耐材砖呈四棱台结构,以与周边砌筑层相适配。
14.可选地,所述第二预制耐材砖沿其轴向分为若干等长度的组合块。
15.可选地,所述排渣通道出料口的端部向炉壁外侧延伸,形成延伸段,所述延伸段包括一圆形通道,所述圆形通道内的第一预制耐材砖与圆形通道之间填充有高铝质耐火材料。
16.可选地,所述圆形通道内第一预制耐材砖沿其通孔的径向截面呈多边形,所述径向截面的最长对角线长度不大于所述圆形通道直径的长度。
17.在一种实施方式中,处于浇筑层内的第一预制砖为四边形,延伸段内的第一预制砖呈八边形,八边形结构的第一预制砖相对于四边形的第一预制砖,与圆形通道内浇筑的高铝质耐火材料的接触面积更大,同时便于调节通孔的对中。
18.可选地,所述第一预制耐材砖之间、第一预制耐材砖与第二预制耐材砖之间及第二预制耐材砖与砌筑层之间填充有刚玉耐火材料。
19.本申请能产生的有益效果包括但不限于:
20.1.本申请所提供的熔融还原炉用排渣结构,排渣结构设在铁浴区和/或换热区的渣
‑
铁液位附近,便于炉渣与铁水的分离,分离方式简单、效率高,使用方便,排渣结构通过预制耐材砖砌至而成,耐材砖内的通孔首尾相接形成排渣通道,对熔融还原炉设备不产生损坏,安全性能高,结构设计合理,排渣通道倾斜设置,使得排渣更加顺畅,排渣效率更高。
21.2.本申请所提供的熔融还原炉用排渣结构,第一预制耐材砖通过凸出端与凹进端的设置,有利于相邻的第一预制耐材砖之间的准确定位,同时有利于排渣通道的平直性,炉内炉渣经由第一预制耐材砖的通孔时,从凹进端进从凸出端出,使得炉渣的排出更加顺畅;第二预制耐材砖呈四棱台结构以与周边的砌筑层相适配;第二预制耐材砖沿其轴向分为若干等长度的组合块,有利于第二预制耐材砖的加工和安装的可操作性。
附图说明
22.此处所说明的附图用来提供对本申请的进一步理解,构成本申请的一部分,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申请的不当限定。在附图中:
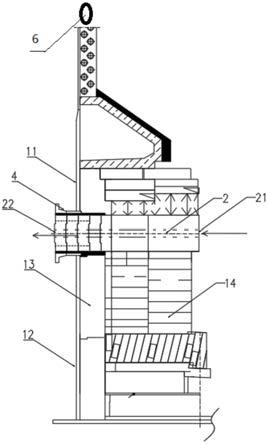
23.图1为本申请实施例涉及的熔融还原炉局部侧视图;
24.图2为熔融还原炉局部俯视图;
25.图3为熔融还原炉用排渣通道示意图;
26.图4为图3中a
‑
a方向截面图和b
‑
b方向截面图;
27.图5为延伸段结构截面图;
28.图6为第一预制耐材砖示意图;
29.图7为第二预制耐材砖的主视图(a)、俯视图(b)、侧视图(c);
30.部件和附图标记列表:
31.11、铁浴区,12、换热区,13、浇筑层,14、砌筑层,
32.2、排渣通道,21、入料口,22、出料口,
33.31、第一预制耐材砖,311、凸出端,312、凹进端,313、通孔,32、第二预制耐材砖,321、大端部,322、小端部,323、组合块,
34.4、延伸段,41、圆形通道,
35.5、高铝质耐火材料,6、渣口。
具体实施方式
36.为了能够更清楚地理解本申请的上述目的、特征和优点,下面结合附图和具体实施方式对本申请进行进一步的详细描述。需要说明的是,在不冲突的情况下,本申请的实施例及实施例中的特征可以相互组合。
37.在下面的描述中阐述了很多具体细节以便于充分理解本申请,但是,本申请还可以采用其他不同于在此描述的其他方式来实施,因此,本申请的保护范围并不受下面公开的具体实施例的限制。
38.在本申请中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本申请中的具体含义。
39.在本申请中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本申请的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不是必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。
40.本申请的实施例公开了一种熔融还原炉用排渣结构,如图1
‑
7所示,熔融还原炉包括铁浴区11和换热区12,换热区12位于铁浴区11的上方,铁浴区 11和/或换热区12的渣
‑
铁液位附近对应的炉壁设有排渣结构,排渣结构由预制耐材砖砌至而成,预制耐材砖开设有通孔313,通孔313首尾依次相接形成排渣通道2,排渣通道2包括与熔融还原炉连通的入料口21和与外界相连通的出料口22,排渣通道2从入料口21至出料口22向下倾斜0
°‑
45
°
。
41.进一步地,如图4和图5所示,排渣通道2的截面呈圆形结构或椭圆形结构,使得排渣结构更加稳定可靠,强度更高,在封堵时圆柱状结构的排渣通道 2相对其他形状的排渣通道可操作性强,在本实施方式中,排渣通道2优选为截面为圆形结构,排渣通道2从入料口21至出料口22向下倾斜0
°‑
30
°
,排渣通道2水平或倾斜设计,保证了炉渣的自由流动。
42.如图1所示,排渣结构位于铁浴区11和/或换热区12的渣
‑
铁液位附近。在正常冶炼过程中,炉内的炉渣通过炉壁上设置的渣口6进行排放,排渣通道 2处于封闭状态,只有在
停炉过程中,需要将炉内的炉渣通过排渣通道2排出,由于铁水跟炉渣在物理、化学等方面,如铁水密度、炉渣熔点高达1300℃以上、粘度、铁水流动性等存在较大差异,其对炉壁耐材的侵蚀冲刷也存在较大差异,铁水以物理侵蚀为主,炉渣以化学侵蚀为主,故排渣结构将炉渣与铁水实现分离排出,对于生产操作的便利和对渣、铁的回收利用具有极大的便利。排渣结构位于铁浴区11和/或换热区12的渣
‑
铁液位附近,在炉壁自上而下不同高度位置设置有渣口6、排渣通道2、前置炉铁水连通器(图中未示出),渣口6为正常冶炼周期性出渣2h/次,排渣通道2为停炉过程中将渣口6以下的炉渣进行排出。
43.如图1
‑
图3、图6所示,熔融还原炉的炉壁由外至内包括浇筑层13和砌筑层14,预制耐材砖包括第一预制耐材砖31和第二预制耐材砖32,第一预制耐材砖31沿通孔313轴向的两端分别为凸出端311和凹进端312,第一预制耐材砖31的凸出端311能够嵌入至相邻第一预制耐材砖31的凹进端312,有利于相邻的第一预制耐材砖31之间的准确定位,同时有利于排渣通道的平直性,熔融还原炉内炉渣经由第一预制耐材砖31的通孔313时,从凹进端312进从凸出端311出,使得炉渣的排出更加顺畅;第二预制耐材砖32沿其通孔313 轴向分为大端部321和小端部322,小端部322朝向炉壁内侧设置,大端部321 朝向第一预制耐材砖31设置,第一预制耐材砖31设在浇筑层13内,第二预制耐材砖32设在砌筑层14内。
44.作为一种实施方式,第二预制耐材砖32呈四棱台结构,以与周边砌筑层 14相适配;第二预制耐材砖32沿其轴向分为若干等长度的组合块323,有利于第二预制耐材砖32的加工和安装的可操作性,具体的,第二预制耐材砖32 沿其轴向可均分二等份组合块323,参考图7,也可从四棱柱的大端面沿其轴向平分六等份组合块323,如图7中所示的组合块1和组合块2。
45.在第二预制耐材砖32的两端也设置有凸出端311和凹进端312。有利于与相邻的第一预制耐材砖31或第二预制耐材砖32之间的准确定位,同时有利于排渣通道的平直性。
46.在一种优选的实施方式中,如图1和图2所示,排渣通道2的出料口22 的端部向炉壁外侧延伸,形成延伸段4,延伸段4包括一圆形通道41,圆形通道41内的第一预制耐材砖31与圆形通道41之间填充有第一耐火材料5。延伸段4的设置,可避免从出料口22出来的炉渣对炉壁外侧的直接侵蚀,圆形通道41伸进炉壁内并通过高铝质耐火材料5的浇筑与炉壁进行固定连接,能够提高延伸段4的固定强度。
47.如图3
‑
图5所示,圆形通道41内的第一预制耐材砖31的径向截面呈多边形,第一预制耐材砖31径向截面的最长对角线长度不大于圆形通道41直径的长度。在一种实施方式中,处于浇筑层13内的第一预制耐材砖31为四边形,延伸段4内的第一预制耐材砖31呈八边形,八边形结构的第一预制耐材砖31 相对于四边形的第一预制砖31,与圆形通道41内浇筑的高铝质耐火材料5的接触面积更大,同时便于调节第一预制耐材砖31的通孔313的对中。
48.第一预制耐材砖之间、第一预制耐材砖与第二预制耐材砖之间及第二预制耐材砖与砌筑层之间浇筑有刚玉耐火材料。
49.高铝质耐火材料和刚玉耐火材料的成分和性能参数如下表1:
[0050][0051]
第一预制耐材砖和第二预制耐材砖的成分和性能参数如下表2:
[0052][0053]
本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。尤其,对于系统实施例而言,由于其基本相似于方法实施例,所以描述的比较简单,相关之处参见方法实施例的部分说明即可。
[0054]
以上所述仅为本申请的实施例而已,并不用于限制本申请。对于本领域技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本申请的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1