一种简易铸坯自动定尺装置的制作方法
[0001]
本实用新型属于炼钢连铸技术领域,具体涉及一种简易铸坯自动定尺装置。
背景技术:
[0002]
热轧部炼钢线连铸机铸坯红外自动定尺装置于2004年上线使用,自上线后主要备件未更新过,现自动定尺存在定尺不准或不跟踪等情况,导致铸坯长度不一,给下游工序造成困难。与厂家沟通,现用自动定尺装置已淘汰,需更新主要设备和软件,每台连铸机需要费用约25万元,费用较高。
[0003]
同时下游工序为降低能耗,提高产量,要求铸坯定尺由原9.8m增加到10m,误差
±
5cm,要求精度相对要高。
技术实现要素:
[0004]
为解决铸坯定尺不准、不跟踪造成铸坯长短不一,工人劳动强度大的问题,本实用新型的目的在于提供一种简易铸坯自动定尺装置。
[0005]
本实用新型解决其技术问题所采用的技术方案是:一种简易铸坯自动定尺装置,包括设置于靠近铸坯一侧的大挡板,大挡板用于与铸坯接触,所述大挡板固定于横轴的一端,横轴的另一端固定有小挡板,横轴转动连接于固定支架的顶部,固定支架的底部固定于底座上,固定支架上靠近小挡板的一侧固定有接近开关,接近开关与控制模块连接。
[0006]
进一步地,所述固定支架的顶部设有轴套,轴套套设于横轴上,横轴能在轴套内转动。铸坯接触到大挡板时带动大挡板转动,进而通过横轴带动小挡板转动。
[0007]
进一步地,所述大挡板和小挡板相对设置于横轴的同一侧。
[0008]
进一步地,所述定尺装置安装于定尺部位,与铸坯间距50cm。
[0009]
进一步地,所述固定支架与底座焊接连接,固定支架可以为槽钢。
[0010]
进一步地,所述控制模块还与火切车压头连接,控制模块接收到接近开关给出的信号后,控制压头压下,火切车开始自动切割铸坯。
[0011]
本实用新型具有以下有益效果:本实用新型的自动定尺装置通过大挡板、横轴、小挡板、接近开关配合实现铸坯定尺自动跟踪,铸坯带动大挡板转动,进而通过横轴带动小挡板转动,当小挡板转动到接近开关上部时,接近开关得电,给控制模块信号,压头压下,火切车开始自动切割铸坯,结构简单,定尺准,保证精度在
±
5cm之内,且设备成本低,利于维护。
附图说明
[0012]
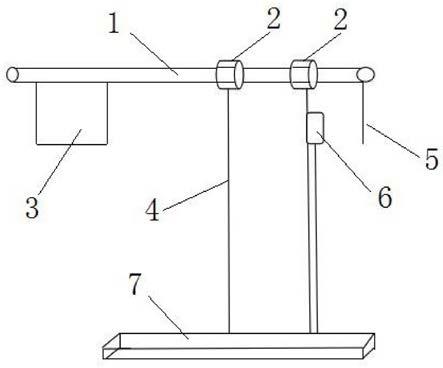
图1是本实用新型定尺装置的结构示意图。
[0013]
图中,1、横轴,2、轴套,3、大挡板,4、固定支架,5、小挡板,6、接近开关,7、底座。
具体实施方式
[0014]
现在结合附图对本实用新型作进一步详细的说明。
[0015]
一种简易铸坯自动定尺装置,安装于定尺部位,与铸坯间距50cm。如图1所示,定尺装置包括设置于靠近铸坯一侧的大挡板3,所述大挡板3固定于横轴1的一端,横轴1的另一端固定有小挡板5,大挡板3和小挡板5相对设置于横轴1的同一侧。横轴1转动连接于固定支架4的顶部,固定支架4的顶部设有轴套2,轴套2套设于横轴1上,横轴1能在轴套2内转动。固定支架4的底部焊接于底座7上,固定支架4上靠近小挡板5的一侧固定有接近开关6,接近开关6与控制模块连接,控制模块还与火切车压头连接,控制模块在附图中未示出,可根据需要采用现有技术。
[0016]
当铸坯顶到本实用新型定尺装置的大挡板3时,铸坯带动大挡板3转动,进而通过横轴1带动小挡板5转动,当小挡板5转动到接近开关6上部时,接近开关6得电,给控制模块信号,压头压下,火切车开始自动切割铸坯,当铸坯切割完毕后,压头抬起,火切车自动回位。
[0017]
上面所述的实施例仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的构思和范围进行限定。在不脱离本实用新型设计构思的前提下,本领域普通人员对本实用新型的技术方案做出的各种变型和改进,均应落入到本实用新型的保护范围。
[0018]
本实用新型未详细描述的技术、形状、构造部分均为公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1