一种齿轮箱体的压铸模的制作方法
1.本实用新型涉及一种铸造模具,尤其涉及一种齿轮箱体的压铸模,属于机械设计制造技术领域。
背景技术:
2.现有的铝合金齿轮箱体零件,其结构如附图7图8所示,根据零件材料、结构及壁厚等分析,成型考虑采用压铸方法,也就是先开发模具,然后在压铸机上压制成型。由于零件的结构特殊,如何进行模具结构的设计,才能保证成型表面光滑而不能有欠铸、内部缩孔气孔、拉伤变形等铸造缺陷,这是现在所面临的技术问题。
技术实现要素:
3.本实用新型要解决的技术问题是:提供一种齿轮箱体的压铸模,通过设置左右对扣的动模和静模,在动模上有动镶件,动镶件上有分流器、横浇道、型芯、集渣包和排气道,进浇口采用两股进料,充入零件大面积面,以保证零件各处均匀填充而不直接对冲型芯,填充的较远端开设多个集渣包,使得填充前端渣料溢流出零件外,有效的解决了上述存在的欠铸、内部缩孔气孔、拉伤变形等铸造缺陷的问题。
4.本实用新型的技术方案为:一种齿轮箱体的压铸模,它包括动模和静模,动模四周设有导柱并插入到静模上的导套内左右盖合,所述动模的中间设有动镶件,动镶件的底部设有分流器,动镶件上设有横浇道且与分流器连通,在动镶件的上部侧边上设有若干集渣包,在动模的上部侧边上设有若干排气道并与集渣包相通,在导柱边上设有撬模台一,在动模侧边有顶杆板。
5.所述动镶件的中间设有型芯一,在动镶件的腔体四周设有若干顶针孔。
6.所述静模的中间设有静镶件,静镶件下部设有浇口套,导套位于静模的四周并与导柱相配合。
7.所述导套的侧边设有撬模台二。
8.所述静镶件上设有两个内浇口导流包,在静镶件的中间有与齿轮箱体相吻合的凹腔体。
9.本实用新型的有益效果是:与现有技术相比,采用本实用新型的技术方案,通过设置左右对扣的动模和静模,在动模上有动镶件,动镶件上有分流器、横浇道、型芯、集渣包和排气道,进浇口采用两股进料,充入零件大面积面,以保证零件各处均匀填充而不直接对冲型芯,填充的较远端开设多个集渣包,使得填充前端渣料溢流出零件外,零件成型饱满,无冷隔、欠铸、砂眼、变形等。零件顶出平稳,取件方便。模具生产合格率高。模具装卸、修理换件方便,生产率高,达到班产500件以上,高于类似零件的生产率,取得了很好的使用效果。
附图说明
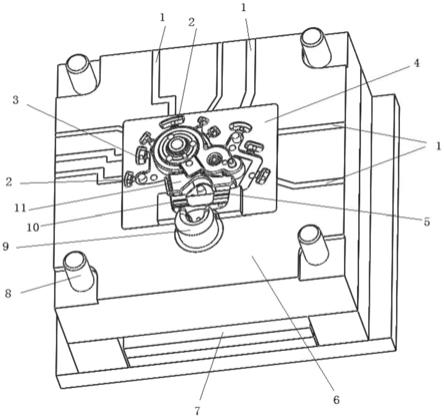
10.图1为本实用新型动模结构示意图一;
11.图2为本实用新型动模结构示意图二;
12.图3为本实用新型动模结构示意图三;
13.图4为本实用新型动模结构示意图四;
14.图5为本实用新型静模结构示意图一;
15.图6为本实用新型静模结构示意图二;
16.图7为本实用新型生产的产品结构示意图一;
17.图8为本实用新型生产的产品结构示意图二。
具体实施方式
18.为使本实用新型的目的、技术方案和优点更加清楚,下面将参照本说明书附图对本实用新型作进一步的详细描述。
19.实施例1:如附图1~6所示,一种齿轮箱体的压铸模,它包括动模6和静模12,动模6四周设有导柱8并插入到静模12上的导套14内左右盖合,所述动模6的中间设有动镶件4,动镶件4的底部设有分流器9,动镶件4上设有横浇道10且与分流器9连通,在动镶件4的上部侧边上设有若干集渣包2,在动模6的上部侧边上设有若干排气道1并与集渣包2相通,在导柱8边上设有撬模台一25,在动模6侧边有顶杆板7。
20.进一步的,动镶件4的中间设有型芯一11,在动镶件4的腔体四周设有若干顶针孔3。
21.进一步的,静模12的中间设有静镶件18,静镶件18下部设有浇口套16,导套14位于静模12的四周并与导柱8相配合。
22.进一步的,导套14的侧边设有撬模台二13。
23.进一步的,静镶件18上设有两个内浇口导流包17,在静镶件18的中间有与齿轮箱体相吻合的凹腔体15。
24.进一步的,填充的较远端开设多个集渣包,使得填充前端渣料溢流出零件外,零件口端面后续加工,一同将浇口、渣包残余加工掉。
25.通过均匀设置圆顶杆,以保证顶出平衡均匀。
26.填充的较远端集渣包开设通往模外的排气道。4个导柱与静模4个导套,使其合模后不错位。4个启模台保证模具方便撬开。
27.零件上各孔采用可换型芯。
28.填充的较远端开设多个集渣包,并开设通外的排气道。
29.分流器将金属液顺畅均匀分流进入型腔。
30.顶出杆设置均匀,将零件平稳推出,且顶痕位于零件加工面,便于加工去除.
31.浇口进入零件采用弧形翻料并充入大面填充。
32.4个导套与动模4个导柱,使其合模后不错位。
33.零件型面多采用弧面过渡以保证外观。
34.通过设置左右对扣的动模和静模,在动模上有动镶件,动镶件上有分流器、横浇道、型芯、集渣包和排气道,进浇口采用两股进料,充入零件大面积面,以保证零件各处均匀填充而不直接对冲型芯,填充的较远端开设多个集渣包,使得填充前端渣料溢流出零件外,零件成型饱满,无冷隔、欠铸、砂眼、变形等。零件顶出平稳,取件方便。模具生产合格率高。
模具装卸、修理换件方便,生产率高,达到班产500件以上,高于类似零件的生产率,取得了很好的使用效果。
35.本实用新型未详述之处,均为本技术领域技术人员的公知技术。最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1