一种能重复使用的氮化硅陶瓷浇口杯的制作方法
[0001]
本申请涉及铝合金铸造领域,具体地说是一种能重复使用的氮化硅陶瓷浇口杯。
背景技术:
[0002]
在铝合金铸造领域,采用金属模重力浇铸是最常用的量产形式,但其使用的浇口却采用了一次性的覆膜砂制品,为此不但需配备相应的设备制作冒口,还耗费了相应的人力、材料、电力,并占用了很多场地,能耗多、浪费大、有污染;现有的金属加涂料的重复用浇口杯、三高石墨制作的重复用浇口杯在产品成型后还需经下道工序往浇口下打孔,产品制造成本高;带定位圈的陶瓷浇口制作难度又高。
技术实现要素:
[0003]
本申请针对上述问题,提供一种能重复使用的氮化硅陶瓷浇口杯,降低生产成本低。
[0004]
按照本申请的技术方案:一种能重复使用的氮化硅陶瓷浇口杯,包括浇口杯1,浇口杯1外侧上设置有浇口架定位孔2,浇口杯1中设置有内腔3,内腔3的下端设置有置网台9,置网台9中设置有浇口10,浇口10的下端口小于置网台9中的上口;浇口杯1的外侧设置有浇口杯外壁4,浇口杯外壁4上设置有电热圈5,电热圈5上设置有导热胶6,电热圈5上端设置有电源保护杆14;电热圈壁4的下方设置有定位肩7,定位肩7中设置有定位孔11,定位肩7上设置有定位圈12,定位圈12中设置有定位螺丝钉13;浇口定位肩7的下端设置有浇口筒8;在下端的浇口杯外壁上设置有热电偶15。
[0005]
所述内腔3的锥度大于七度,内壁与浇口杯下端面的粗糙度大于6.3;
[0006]
所述浇口杯采用高密度氮化硅陶瓷;
[0007]
所述浇口杯的浇口杯壁上的电热圈设置有两只;
[0008]
所述电热圈采用手工把采购来的两个电热圈重新按浇口杯外壁的形状改制后上下排叠后安装于浇口杯外壁上,再装上定位圈拧入定位螺丝钉13定位;
[0009]
本申请的技术效果在于:采用带定位肩的高密度氮化硅陶瓷制成的浇口杯,大幅度简化了高密度氮化硅陶瓷制成浇口杯的工艺成本;采用内腔的锥度大于七度,内壁与浇口杯下端面的粗糙度大于6.3ra,替代一次性浇口杯、金属加涂料的重复用浇口杯、三高石墨制作的重复用浇口杯,不但使用时无需涂料,且控温反应快、倒脱补缩头干净,提高了重复用浇口杯的耐用性;采用把采购来的两个电热圈重新按没安装定位圈的浇口杯外壁的外形加工后上下排叠,不但解决了无法采购到大功率电热圈的困难,又使浇口杯的受热更均匀,延长了浇口杯与电热圈的使用寿命;采用加设于浇口定位肩的金属定位圈在电热圈定位后再安装,不但方便制作,又使电热圈与浇口杯壁更贴近,制作精度提高,不但提高了加热效果,又节约了导热胶的用量,减轻因导热胶与浇口杯壁两者收缩率不同造成间隙影响导热效果;采用在浇口杯外壁定位肩上设置的热电偶对浇口杯补缩头部位的温度进行监控,不但有效提高补缩液对产品的补缩效果,又能够发出超温信号,使冷却空气工作,对浇
口杯中的补缩液进行快速冷却,凝结成补缩头,便于顶脱,又提高了产品得率;采用把浇口设置成下端口小于上口的倒台形结构,便于在补缩液凝结成补缩头后下模中的模芯头工作,对模具中凝结的产品中央进行冲孔,把孔料与补缩头顶脱在浇口杯中,便于倾倒,不但提高产品中央的密度值,又减少了一个产品后道的打孔工序,提高了生产效率,降低了生产成本。
附图说明
[0010]
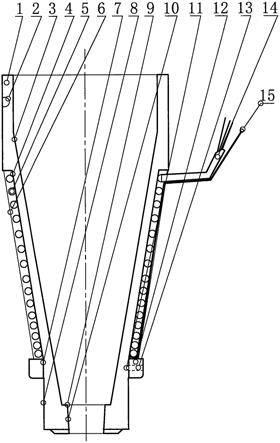
图1是本申请的结构示意图。
[0011]
图2是本申请中浇口定位圈12的结构示意图。
[0012]
图3是本申请中采购来的电热圈5的结构示意图。
[0013]
图4是把采购来的两电热圈重新按浇口杯壁的外形加工,上下排叠后的结构示意图。
[0014]
图中,包括浇口杯1、浇口架定位孔2、内腔3、浇口杯外壁4、电热圈5、导热胶6、定位肩7、浇口筒8、置网台9、浇口10、定位孔11、定位圈12、定位螺丝钉13、电源保护杆14、热电偶15等。
具体实施方式
[0015]
下面结合附图对本申请中的具体实施方式作进一步说明。
[0016]
如图1所示,本申请是一种能重复使用的氮化硅陶瓷浇口杯;
[0017]
所述一种能重复使用的氮化硅陶瓷浇口杯,包括浇口杯1、浇口架定位孔2、内腔3、浇口杯外壁4、电热圈5、导热胶6、定位肩7、浇口筒8、置网台9、浇口10、定位孔11、定位圈12、定位螺丝钉13、电源保护杆14、热电偶15;
[0018]
所述浇口架定位孔2设置于浇口杯1的外侧上,用于与浇口架的连接;所述内腔3设置于浇口杯1中,用于浇注铝液;所述置网台9设置于内腔3的下端,所述浇口10设置于置网台9中,所述浇口10的下端口小于置网台9中的上口;所述浇口杯外壁4设置于浇口杯1的外侧,所述电热圈5设置于浇口杯外壁4上,所述热电偶15的测量头设置于浇口杯外壁的下端,所述导热胶6涂抹包裹于电热圈5、热电偶15上;热电偶15上端与电源线保护杆14设置于电热圈5上方,穿设于浇口架一侧的管孔中;所述定位肩7设置于电热圈壁4的下方,所述定位孔11设置于定位肩7中,所述定位圈12设置于定位肩7上,所述定位螺丝钉13设置于定位圈12中,定位螺丝钉顶端置于定位孔11中,防治定位圈热涨后脱落;所述浇口筒8设置于浇口定位肩7的下端,外径尺寸小于模具口内径数的正负0.1毫米;
[0019]
所述内腔3的锥度大于七度;
[0020]
所述浇口杯内壁、浇口与浇口杯下端面的粗糙度在6.3-12ra;
[0021]
所述浇口杯采用高密度氮化硅陶瓷制成;
[0022]
所述电热圈采用手工把采购来的两个电热圈重新按浇口杯外壁的形状改制后上下排叠安装于浇口杯外壁上,装上再装上热电偶后用导热胶包裹定位;
[0023]
定位圈的设置,待导热胶干燥后,距隔导热胶底端0.5毫米处设定为定位圈的上端面的定位端,防治导热胶,再把定位螺丝钉拧入定位孔中定位;
[0024]
所述浇口杯壁上的电热圈设置有两只,上下套设排叠;使用时采用分段加热的方
式,防治带导电胶的电热圈热胀后损伤浇口杯;
[0025]
使用时把浇口架定位孔定位于浇口架上的定位螺丝钉上,带定位圈的浇口筒置于模具口中;
[0026]
本申请采用带定位肩的高密度氮化硅陶瓷制成的浇口杯,大幅度简化了高密度氮化硅陶瓷制成浇口杯的工艺成本;采用内腔的锥度大于七度,内壁与浇口杯下端面的粗糙度大于6.3ra,用于替代一次性浇口杯、金属加涂料的重复用浇口杯、三高石墨制作的重复用浇口杯,不但使用时无需涂料,且控温反应快、倒脱补缩头干净,提高了重复用浇口杯的耐用性;采用把采购来的两个电热圈重新按没安装定位圈的浇口杯外壁的外形加工后上下排叠,不但解决了无法采购到大功率电热圈的困难,又使浇口杯的受热更均匀,延长了浇口杯与电热圈的使用寿命;采用加设于浇口定位肩的金属定位圈在电热圈定位后再安装,不但方便制作,又使电热圈与浇口杯壁更贴近,温控精度提高,不但提高了加热效果,又节约了导热胶的用量,减轻因导热胶与浇口杯壁两者收缩率不同造成间隙影响导热效果;采用在浇口杯外壁定位肩上设置的热电偶对浇口杯补缩头部位的温度进行监控,不但有效提高补缩液对产品的补缩效果,又能够发出超温信号,使冷却空气工作,对浇口杯中的补缩液进行快速冷却,凝结成补缩头,便于顶脱,又提高了产品得率;采用把浇口设置成下端口小于上口的倒台形结构,便于在补缩液凝结成补缩头后下模中的模芯头工作,对模具中凝结的产品中央进行冲孔,把孔料与补缩头顶脱在浇口杯中,便于倾倒,不但提高产品中央的密度值,又减少了一个产品后道的打孔工序,提高了生产效率,降低了生产成本。
[0027]
上面结合附图对本申请进行了描述,但是本申请并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是局限性的,本领域的普通技术人员在本申请的启示下,在不脱离本申请宗旨和权利要求所保护的范围情况下,还可做出很多形式,这些均属于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1