两种不同钢板产品的生产切换生产线的制作方法
1.本实用新型涉及钢板生产设备维护技术领域,具体为一种针对两种不同钢板产品的生产切换生产线。
背景技术:
2.现有的连续退火机组线,际生产负荷长期处于低位,设备长时间停线,造成严重浪费,而热镀锌产品市场需求量却很大,同时连续退火机组与镀锌机组前后的设备及工艺流程基本相同,对现有连续退火机组改造为既能生产普通冷轧产品又能生产镀锌产品的两用生产线,要实现两种不同产品的生产,需要切换到不同的工艺产线。
技术实现要素:
3.为了克服现有技术提及的缺点,本实用新型提供一种将单一生产普通冷轧产品的连退机组改造为能切换生产普通冷轧和镀锌产品的两用机组的生产切换生产线。
4.本实用新型解决其技术问题所采用技术方案为:两种不同钢板产品的生产切换生产线,包括连续退火炉、镀锌工艺段、连退退火工艺段、锌锅和切换通道装置,所述连续退火炉、镀锌工艺段和连退退火工艺段之间设置有安置所述锌锅和切换通道装置的切换空间;所述锌锅内安装有所述连续退火炉的钢板输送至所述镀锌工艺段的沉没辊,所述连退退火工艺段的前端连接有转换通道,所述切换通道装置上设置有连接所述连续退火炉的炉鼻子的入口法兰和连接所述转换通道的出口法兰,所述切换通道装置上还安装有将所述连续退火炉的钢板输送至所述连退退火工艺段的转向辊。
5.进一步的,所述连续退火炉设置于所述切换空间的左侧,所述镀锌工艺段设置于所述切换空间的上方,所述连退退火工艺段设置于所述切换空间的右侧。
6.进一步的,所述锌锅的底部设有方便移动的滑轮。
7.进一步的,所述切换空间还安装有滑轨,所述切换通道装置滑动安装于所述滑轨上,方便滑动切换切换通道装置;所述切换通道装置上设有固定其位置的安装支架。
8.进一步的,所述连退退火工艺段的下方设有容置所述锌锅的收纳空间。
9.进一步的,所述切换通道装置的外壳安装有保温层,起保温作用,所述切换通道装置内设有加热器,可以根据冷轧工艺需要来调节通道内温度。
10.进一步的,所述切换通道装置的侧面还设有检修口。
11.本实用新型的工作原理:
12.生产镀锌产品时,将所述锌锅搬运至所述切换空间,钢板经过连续退火炉的炉鼻子伸入所述锌锅内进行镀锌,并通过所述沉没辊输送至所述镀锌工艺段;镀锌产品转换冷轧产品生产时,首先所述连退退火工艺段的切换通道内存储一定量的钢板,钢板从所述连续退火炉的炉鼻子与锌锅之间剪断后,移除所述锌锅,将所述切换通道装置搬运至所述切换空间并固定其位置,切换通道装置的入口法兰和出口法兰分别安装连接所述连续退火炉的炉鼻子与所述连退退火工艺段的转换通道,钢板经过连续退火炉的炉鼻子通过切换通道
装置内的转向辊输送至切换通道内,最后将切换通道装置伸出的钢板与切换通道内的钢板焊接,完成镀锌产品到冷轧产品切换生产的准备;
13.生产冷轧产品时,将所述切换通道装置搬运至所述切换空间,切换通道装置的入口法兰和出口法兰分别安装连接所述连续退火炉的炉鼻子与所述连退退火工艺段的转换通道,钢板经过连续退火炉的炉鼻子通过切换通道装置内的转向辊输送至所述连退退火工艺段;冷轧产品转换镀锌产品生产时,钢板从所述连退退火工艺段的转换通道内切断,并在转换通道内保留一定量的钢板用以穿带,然后拆除所述切换通道装置,将所述锌锅搬运至所述切换空间,钢板穿过所述沉没辊后与镀锌工艺段的钢板焊接,完成冷轧产品切换到镀锌产品生产的准备。
14.本实用新型的有益效果是:本设计科学紧凑,占空小,拆装方便,吊装灵活,钢板生产工艺切换方法操作方便快捷,节省切换时间,生产效率高,并且能够很好保护人员安全。
附图说明
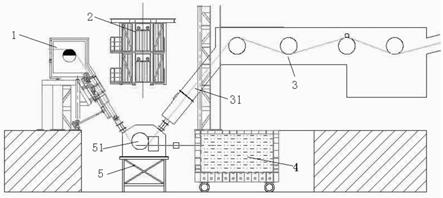
15.图1为本实用新型的使用状态示意图一;
16.图2为本实用新型的使用状态示意图二;
17.图3为本实用新型的使用状态示意图三。
具体实施方式
18.下面结合附图对本实用新型进行进一步的说明。
19.如图1至3所示,两种不同钢板产品的生产切换生产线,包括连续退火炉1、镀锌工艺段2(工段是工厂车间内部的一级生产单位和管理单位,镀锌工艺段2即镀锌工艺生产单位/装置)、连退退火工艺段3(即连退退火机组)、锌锅4和切换通道装置5,所述锌锅4的底部设有方便移动的滑轮41,所述连续退火炉1、镀锌工艺段2和连退退火工艺段3之间设置有安置所述锌锅4和切换通道装置5的切换空间;所述锌锅4内安装有所述连续退火炉1的钢板输送至所述镀锌工艺段2的沉没辊42,所述连退退火工艺段3的前端连接有转换通道31,所述切换通道装置5上设置有连接所述连续退火炉的炉鼻子的入口法兰和连接所述转换通道的出口法兰,所述切换通道装置5上还安装有将所述连续退火炉的钢板输送至所述连退退火工艺段的转向辊51。其中,所述连续退火炉1设置于所述切换空间的左侧,所述镀锌工艺段2设置于所述切换空间的上方,所述连退退火工艺段3设置于所述切换空间的右侧,所述连退退火工艺段3的下方设有容置所述锌锅4的收纳空间。
20.进一步的,所述切换空间还安装有滑轨,所述切换通道装置滑动安装于所述滑轨上,方便滑动切换切换通道装置5;所述切换通道装置5上设有固定其位置的安装支架。
21.进一步的,所述切换通道装置5的外壳安装有保温层,起保温作用,所述切换通道装置5内设有加热器,可以根据冷轧工艺需要来调节通道内温度,所述切换通道装置5的侧面还设有检修口。
22.本实用新型的工作原理:
23.如图1所示,生产镀锌产品时,将所述锌锅4搬运至所述切换空间并安装固定其位置,钢板经过连续退火炉1的炉鼻子伸入所述锌锅4内进行镀锌,并通过所述沉没辊42输送至所述镀锌工艺段2;镀锌产品转换冷轧产品生产时,首先所述连退退火工艺段3的切换通
道31内存储一定量的钢板,钢板从所述连续退火炉1的炉鼻子与锌锅4之间剪断后,移除所述锌锅4至连退退火工艺段3的下方的收纳空间(如图2所示),如图3所示,将所述切换通道装置5搬运至所述切换空间并固定其位置,切换通道装置5的入口法兰和出口法兰分别安装连接所述连续退火炉1的炉鼻子与所述连退退火工艺段3的转换通道31,钢板经过连续退火炉1的炉鼻子通过切换通道装置5内的转向辊51输送至切换通道31内,最后将切换通道装置5伸出的钢板与切换通道3内的钢板焊接,完成镀锌产品到冷轧产品切换生产的准备;
24.生产冷轧产品时,将所述切换通道装置5搬运至所述切换空间,切换通道装置5的入口法兰和出口法兰分别安装连接所述连续退火炉1的炉鼻子与所述连退退火工艺段3的转换通道,钢板经过连续退火炉1的炉鼻子通过切换通道装置5内的转向辊51输送至所述连退退火工艺段3;冷轧产品转换镀锌产品生产时,钢板从所述连退退火工艺段3的转换通道31内切断,并在转换通道内保留一定量的钢板用以依次切换生产穿带用,然后拆除所述切换通道装置5,将所述锌锅4搬运至所述切换空间并安装固定其位置,钢板穿过所述沉没辊42后与镀锌工艺段2的钢板焊接,完成冷轧产品切换到镀锌产品生产的准备。
25.以上所述者,仅为本实用新型的较佳实施例而已,当不能以此限定本实用新型实施的范围,即大凡依本实用新型申请专利范围及实用新型说明内容所作的简单等效变化与修饰,皆仍属本实用新型专利涵盖的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1