一种打磨除锈设备的制作方法
1.本实用新型涉及工业除锈设备领域,尤其涉及一种打磨除锈设备。
背景技术:
2.当船舶、化工罐等设备使用一段时间后,需要对焊缝的位置进行检查,以保证不会出现漏水或漏气的情况出现,而焊缝所在的位置会产生大量的铁锈,因此,在检查焊缝之前需要对焊缝进行除锈处理。
3.目前,打磨除锈设备的尾部多为万向轮结构,在竖直平面内工作过程中,由于需要横向移动和竖向移动,在横向移动时,由于打磨除锈设备本身的重力作用,万向轮会发生转向,使得万向轮的滚动方向朝下,从而使得万向轮与工作面之间的滑动摩擦变为滚动摩擦,进而容易导致打磨除锈设备的尾部发生下滑掉尾的现象,使得打磨工作不稳定,影响打磨除锈设备的使用效果。
技术实现要素:
4.本实用新型提供一种打磨除锈设备,以提高打磨除锈设备的使用效果。
5.为了实现上述技术目的,本实用新型采用下述技术方案:
6.本实用新型技术方案的提供一种打磨除锈设备,包括:
7.本体部,所述本体部的底部安装有驱动轮;
8.磁吸部,设置于所述本体部上,用于将所述本体部磁性吸附在待除锈物件的工作面上,以使所述驱动轮能够带动所述本体部沿所述工作面行走;
9.打磨装置,设置于所述本体部上,并能够与待除锈物件相接触以打磨所述待除锈物件;
10.舵轮机构,设置于所述本体部的底部,并与所述驱动轮在所述本体部的长度方向上间隔设置,以辅助支撑所述本体部并辅助调节所述驱动轮的行走方向。
11.优选的,所述舵轮机构包括旋转电机、主动齿轮、从动齿轮、舵轮转向架和舵轮,所述旋转电机、主动齿轮和从动齿轮均安装在所述本体部上,且所述主动齿轮固定在所述旋转电机的动力输出端上,所述从动齿轮与所述主动齿轮相啮合,所述舵轮转向架与所述从动齿轮连接,所述舵轮安装在所述舵轮转向架上;
12.所述旋转电机能够带动所述主动齿轮旋转,所述主动齿轮能够相应带动所述从动齿轮旋转,所述从动齿轮能够相应带动所述舵轮转向架旋转,进而带动所述舵轮旋转,以辅助支撑所述本体部并辅助调节所述驱动轮的行走方向。
13.优选的,还包括十字平移模组,所述十字平移模组包括水平移动模组和竖直移动模组,所述水平移动模组沿第一方向设置,所述竖直移动模组沿第二方向设置,所述竖直移动模组可移动地设置在所述水平移动模组上,所述打磨装置设置在所述竖直移动模组上,其中,所述第一方向平行于所述工作面,所述第二方向垂直于所述工作面;
14.所述水平移动模组能够带动所述打磨装置沿所述第一方向往复移动,以调节所述
打磨装置在所述第一方向上的位置,所述竖直移动模组能够带动所述打磨装置沿所述第二方向往复移动,以调节所述打磨装置与所述工作面之间的距离。
15.优选的,所述水平移动模组上设有水平位移传感器,用于检测所述打磨装置在所述第一方向上的移动距离,所述竖直移动模组上设有竖直位移传感器,用于检测所述打磨装置在所述第二方向上的移动距离。
16.优选的,所述竖直移动模组上还设有压力传感器,用于检测所述打磨装置对所述工作面的压力。
17.优选的,所述驱动轮包括第一驱动装置、第二驱动装置、第一驱动轮和第二驱动轮,所述第一驱动轮和第二驱动轮设置在所述本体部上并沿所述本体部的宽度方向间隔设置,所述第一驱动轮的轴线和所述第二驱动轮的轴线平行或重合;
18.所述第一驱动轮与第一驱动装置连接,所述第一驱动装置能够驱动所述第一驱动轮正转或反转,所述第二驱动轮与第二驱动装置连接,所述第二驱动装置能够驱动所述第二驱动轮正转或反转,以共同带动所述本体部沿工作面移动。
19.优选的,还包括移动装置,所述磁吸部通过所述移动装置与所述本体部连接,所述移动装置用于带动所述磁吸部沿所述本体部的高度方向移动,以调节所述磁吸部与所述工作面之间的距离。
20.优选的,所述打磨装置包括打磨头和减震弹簧,所述减震弹簧沿所述第二方向设置,所述打磨头通过所述减震弹簧与所述竖直移动模组连接。
21.优选的,所述水平移动模组包括水平滑轨和水平滑块,所述水平滑轨沿所述第一方向设置,所述水平滑块滑动设置在所述水平滑轨上并与所述竖直移动模组连接,所述水平滑块与所述水平滑轨滑动配合,以使所述竖直移动模组能够沿所述第一方向往复移动;
22.所述竖直移动模组包括竖直滑轨和竖直滑块,所述竖直滑轨沿所述第二方向设置,所述竖直滑块滑动设置在所述竖直滑轨上并与所述打磨装置连接,所述竖直滑块与所述竖直滑轨滑动配合,以使所述打磨装置能够沿所述第二方向往复移动。
23.优选的,还包括控制系统、第一摄像装置、第二摄像装置和显示屏,所述第一摄像装置设置在所述本体部的前端并与所述控制系统电连接,所述第二摄像装置设置在所述本体部的后端并与所述控制系统连接,所述控制系统与所述显示屏连接;
24.所述第一摄像装置能够获取所述本体部在移动过程中的影像信息并提供给所述控制系统,所述控制系统用于根据所述影像信息确定行走路线信息并控制所述显示屏显示所述行走路线信息;所述第二摄像装置能够获取打磨后的所述待除锈物件的影像信息并提供给所述控制系统。
25.本实用新型与现有技术相比,有益效果如下:
26.本实用新型技术方案提供的打磨除锈设备,具体工作时,首先利用磁吸部将打磨除锈设备磁性吸附在工作面上,然后,驱动轮带动本体部沿工作面行走,同时,通过调节舵轮机构的角度能够对驱动轮的行走方向进行辅助调节,以使得打磨装置能够准确的到达待除锈物件处对待除锈物件进行打磨。在打磨过程中,由于舵轮机构的角度相对固定,不会随意转动,因此,舵轮机构与工作面之间始终保持滑动摩擦的状态,避免了打磨除锈设备的尾部发生下滑掉尾的现象,从而提高了打磨的稳定性,进而提高了打磨除锈设备的使用效果。
附图说明
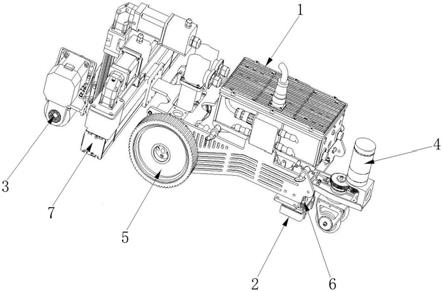
27.图1是本实用新型实施例提供的一种打磨除锈设备的立体结构示意图;
28.图2是图1的主视结构示意图;
29.图3是打磨装置另一个角度的结构示意图。
30.在附图中,各附图标记表示:
31.1、本体部;2、磁吸部;3、打磨装置;31、打磨头;32、减震弹簧;4、舵轮机构;41、旋转电机;42、主动齿轮;43、从动齿轮;44、舵轮转向架;45、舵轮;5、驱动轮;6、移动装置;7、十字平移模组;71、水平移动模组;72、竖直移动模组;711、平滑轨;712、水平滑块;721、竖直滑轨;722、竖直滑块。
具体实施方式
32.为使本实用新型的目的、特征、优点能够更加的明显和易懂,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而非全部实施例。基于本实用新型中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
33.请参照图1和图2所示,为本实用新型实施例提供的一种打磨除锈设备,其包括:本体部1、磁吸部2、打磨装置3和舵轮机构4。
34.本体部1的底部安装有驱动轮5;磁吸部2设置于本体部1上,用于将本体部1磁性吸附在待除锈物件的工作面上,以使驱动轮5能够带动本体部1沿工作面行走;打磨装置3设置于本体部1上,并能够与待除锈物件相接触以打磨待除锈物件;舵轮机构4设置于本体部1的底部,并与驱动轮5在本体部1的长度方向上间隔设置,以辅助支撑本体部1并辅助调节驱动轮5的行走方向。
35.在本实施例中,具体工作时,首先利用磁吸部2将打磨除锈设备磁性吸附在工作面上,然后,驱动轮5带动本体部1沿工作面行走,同时,通过调节舵轮机构4的角度能够对驱动轮5的行走方向进行辅助调节,以使得打磨装置3能够准确的到达待除锈物件处对待除锈物件进行打磨。在打磨过程中,由于舵轮机构4的角度相对固定,不会随意转动,因此,舵轮机构4与工作面之间始终保持滑动摩擦的状态,避免了打磨除锈设备的尾部发生下滑掉尾的现象,从而提高了打磨的稳定性,进而提高了打磨除锈设备的使用效果。
36.参照图1所示,在上述实施例中,优选的,打磨除锈设备还包括移动装置6,磁吸部2通过移动装置6与本体部1连接,移动装置6用于带动磁吸部2沿本体部1的高度方向移动,以调节磁吸部2与工作面之间的距离。当磁吸部2与工作面之间的距离越大时,则磁吸力越小,当磁吸部2与工作面之间的距离越小时,则磁吸力越大,由此,可根据不同的使用情况对磁吸力进行调整。例如:当需要对地面上的平面进行打磨时,则不需要磁吸力,利用设备本身的重力即可使得设备稳定停留在平面上,此时,可将磁吸部2调整到与工作面之间的距离最大的位置,以减少设备的行动阻力,进而减少能源消耗;当需要对天花板上的平面进行打磨时,则需要调整磁吸部2靠近工作面,并使得磁吸力大于设备本身的重力,从而能够使得设备停留在天花板的平面上,具体磁吸力所需要调整的大小可根据需要而定。
37.参照图2所示,在上述实施例中,优选的,舵轮机构4包括旋转电机41、主动齿轮42、
从动齿轮43、舵轮转向架44和舵轮45,旋转电机41、主动齿轮42和从动齿轮43均安装在本体部1上,且主动齿轮42固定在旋转电机41的动力输出端上,从动齿轮43与主动齿轮42相啮合,舵轮转向架44与从动齿轮43连接,舵轮45安装在舵轮转向架44上。具体工作时,通过旋转电机带动主动齿轮42旋转一定的角度,主动齿轮42能够相应带动从动齿轮43旋转,从动齿轮43能够相应带动舵轮转向架44旋转,进而带动舵轮45旋转,以辅助支撑本体部1并辅助调节驱动轮5的行走方向。在本实施例中,旋转电机41能够正转和反转,然后,通过齿轮传动的方式带动舵轮45相应地转动,而由于本实施例中的传动方式为齿轮传动,因此,舵轮45只能在旋转电机41的带动下才可以转动,旋转电机41不工作的情况下,舵轮45会始终保持角度不变,由此,能够保证舵轮45与工作面之间的角度不会发生变化,提高了舵轮45工作的稳定性,避免了打磨除锈设备的尾部发生下滑掉尾的现象。同时,主动齿轮42与从动齿轮43之间的传动比可根据需求而定,一般情况下,主动齿轮42的齿数较少,而从动齿轮43的齿数较多,由此,能够避免舵轮45角度变化太快太大,能够缓慢调节舵轮45的转动角度,以配合驱动轮5进行方向的矫正。此外,从动齿轮43的齿数较多的情况下,整体的体积也会更大,从而更容易与舵轮转向架44进行连接固定。
38.当利用磁吸部2将打磨除锈设备磁性吸附在工作面上后,需要通过驱动轮5带动本体部1沿工作面行走。在上述实施例中,优选的,驱动轮5包括第一驱动装置、第二驱动装置、第一驱动轮和第二驱动轮,第一驱动轮和第二驱动轮设置在本体部1上并沿本体部1的宽度方向间隔设置,第一驱动轮的轴线和第二驱动轮的轴线平行或重合;第一驱动轮与第一驱动装置连接,第一驱动装置能够驱动第一驱动轮正转或反转,第二驱动轮与第二驱动装置连接,第二驱动装置能够驱动第二驱动轮正转或反转,以共同带动本体部沿工作面移动。具体工作时,以第一驱动轮位于本体部1的左侧,第二驱动轮位于本体部1的右侧进行说明,当第一驱动装置和第二驱动装置同时驱动第一驱动轮和第二驱动轮同速正向转动时,则整个设备向前行走;当第一驱动轮和第二驱动轮正向转动,且第二驱动轮的转速大于第一驱动轮的转速时,或当第一驱动装置驱动第一驱动轮反向转动,而第二驱动装置驱动第二驱动轮正向转动时,则整个设备向左调整方向;当第一驱动轮和第二驱动轮正向转动,且的第一驱动轮转速大于第二驱动轮的转速时,或当第一驱动装置驱动第一驱动轮正向转动,而第二驱动装置驱动第二驱动轮反向转动时,则整个设备向右调整方向;当第一驱动装置和第二驱动装置同时驱动第一驱动轮和第二驱动轮同速反向转动时,则整个设备向后倒退;当第一驱动装置和第二驱动装置均不驱动时,则整个设备停止。由此,利用差速的方式对整个设备的行进方向进行适应性调整,以保证打磨位置的准确性。
39.参照图1所示,在上述实施例中,优选的,打磨除锈设备还包括十字平移模组7,参照图2所示,十字平移模组7包括水平移动模组71和竖直移动模组72,水平移动模组71沿第一方向设置,竖直移动模组72沿第二方向设置,竖直移动模组72可移动地设置在水平移动模组71上,打磨装置3设置在竖直移动模组72上,其中,第一方向平行于工作面,第二方向垂直于工作面;水平移动模组71能够带动打磨装置3沿第一方向往复移动,以调节打磨装置3在第一方向上的位置,竖直移动模组72能够带动打磨装置3沿第二方向往复移动,以调节打磨装置3与工作面之间的距离。具体工作时,当驱动轮5带动本体部1沿工作面行走时,需要利用打磨装置3打磨待除锈物件,在该实施例中,可首先通过水平移动模组71带动打磨装置3沿第一方向移动,从而将打磨装置3移动到待除锈物件上方,然后,利用竖直移动模组72带
动打磨装置3沿第二方向移动,从而使得打磨装置3与待除锈物件相接触,并对待除锈物件施加一定的压力,此时可以对待除锈物件进行打磨。随着驱动轮5的不断移动,竖直移动模组72保持打磨装置3在第二方向的位置不变,同时,竖直移动模组72能够在第一方向上沿水平移动模组71移动,从而带动打磨装置3在第一方向上移动,由此,在打磨装置3不变的情况下,能够对打磨宽度进行调节,以随时改变打磨宽度,从而能够极大地提高打磨除锈设备的工作效率和适应性。
40.举例说明如下:一般情况下,待除锈物件表面的锈迹无固定形状,且位置较为杂乱,普通的打磨装置由于只能固定一个打磨宽度,因此,只能全方位覆盖,或者需要多次反复的过程才能完成打磨,而本实施例中,当遇到不同宽度或不同位置的锈迹时,可首先通过水平移动模组71将打磨装置3移动到待除锈物件上方,然后,利用竖直移动模组72将打磨装置3与待除锈物件相接触,在打磨时,如果遇到的锈迹宽度较大时,则可以将驱动轮5暂定一定的时间,通过水平移动模组71带动打磨装置3沿第一方向移动,从而扩大打磨宽度,以完成对该区域的打磨,从而能够根据实际需要进行实时的打磨宽度调整,不仅打磨效率更高,而且打磨效果更好,有利于产品的推广。
41.在上述实施例中,优选的,水平移动模组71包括水平滑轨711和水平滑块712,水平滑轨711沿第一方向设置,水平滑块712滑动设置在水平滑轨711上并与竖直移动模组72连接,水平滑块712与水平滑轨711滑动配合,以使竖直移动模组72能够沿第一方向往复移动;竖直移动模组72包括竖直滑轨721和竖直滑块722,竖直滑轨721沿第二方向设置,竖直滑块722滑动设置在竖直滑轨721上并与打磨装置3连接,竖直滑块722与竖直滑轨721滑动配合,以使打磨装置3能够沿第二方向往复移动。具体的,当需要调节打磨装置3的位置时,可首先通过水平滑块712沿水平滑轨711移动第一距离,从而带动竖直移动模组72及安装在竖直移动模组72上的打磨装置3沿水平滑轨711移动所述第一距离,然后,通过竖直滑块722沿竖直滑轨721移动第二距离,从而带动安装在竖直滑块722上的打磨装置3沿竖直滑轨721移动所述第二距离,以完成打磨装置3位置的调节,其中第一距离和第二距离根据锈迹的实际位置而定。此外,在本实施例中,水平滑块712和竖直滑块722均可以与伺服电机连接,通过伺服电机对水平滑块712和竖直滑块722的移动距离进行更加精确的控制,一方面能够提高水平滑块712和竖直滑块722位移的精准度,另一方面能够实现对打磨装置3移动的自动化控制,以进一步提高工作效率。
42.在上述实施例中,优选的,水平移动模组71上设有水平位移传感器(图中未示出),用于检测打磨装置3在第一方向上的移动距离,竖直移动模组72上设有竖直位移传感器(图中未示出),用于检测打磨装置3在第二方向上的移动距离。由此,通过双位移传感器的检测,能够对打磨装置3的位置进行更加精准的控制,保证打磨装置3能够在最佳的打磨位置进行打磨,以提高打磨效果。
43.在上述实施例中,优选的,竖直移动模组72上还设有压力传感器(图中未示出),用于检测打磨装置3对工作面的压力。由此,通过该压力传感器能够根据需要进行压力的调整,以达到所需的打磨效果,具体的压力值可根据实际需要而定,当需要打磨的位置的锈迹较多时,则可以适当增大对待打磨物件的压力,以保证将锈迹完全打磨掉,当需要打磨的位置的锈迹较少时,则可以适当减小对待打磨物件的压力,以避免对待打磨物件进行较多的磨损。
44.参照图3所示,在上述实施例中,优选的,打磨装置3包括打磨头31和减震弹簧32,减震弹簧32沿第二方向设置,打磨头31通过减震弹簧32与竖直移动模组72连接。在具体打磨过程中,利用该减震弹簧32能够对打磨头31进行减震缓冲,当打磨除锈设备出现晃动时,能够避免打磨头31以及待打磨物件受到损伤,提高了打磨除锈的安全性。
45.在上述实施例中,优选的,还包括控制系统(图中未示出)、第一摄像装置(图中未示出)、第二摄像装置(图中未示出)和显示屏(图中未示出),第一摄像装置设置在本体部1的前端并与控制系统电连接,第二摄像装置设置在本体部1的后端并与控制系统连接,控制系统与显示屏连接。第一摄像装置能够获取本体部1在移动过程中的影像信息并提供给控制系统,控制系统用于根据影像信息确定行走路线信息并控制显示屏显示行走路线信息;第二摄像装置能够获取打磨后的待除锈物件的影像信息并提供给控制系统。具体的,当操作人员通过显示屏看到行走路线偏移后,则通过差速的方式对整个设备的行进方向进行调整,例如:可利用遥控对控制系统发送指令,遥控器上可设置:前进、后退、左、右、停止等按键,每一个按键均对应一个控制指令。当按下“前进”按键后,则控制系统控制第一驱动装置和第二驱动装置同时驱动第一驱动轮和第二驱动轮前进;当需要向左调整方向时,先按下“停止”按键将整个设备停下,然后,按下“左”按键,将整个设备向左调整方向,方向调整完成后,再按下“前进”按键继续打磨;同理可以向右调整方向;当需要后退时,先按下“停止”按键将整个设备停下,然后,按下“后退”按键,则控制系统控制第一驱动装置和第二驱动装置同时驱动第一驱动轮和第二驱动轮后退。此外,利用第二摄像装置能够看到对待除锈物件打磨后的打磨效果,从而能够对打磨效果进行监控,如果出现打磨效果不佳或未打磨的情况,可将整个设备退回,对打磨不佳的位置进行重新打磨,以保证最佳的打磨效果。其中,控制系统可以是单片机或plc(programmable logic controller,可编程逻辑控制器),同时,该控制系统可以用于控制上述与水平滑块712和竖直滑块722连接的伺服电机,从而精确控制打磨装置3的位置。
46.综上所述,本实用新型实施例所提供的一种打磨除锈设备,通过舵轮机构4代替传统万向轮机构,吸附在垂直壁面上水平方向行走时,可以有效的减小万向轮下滑掉尾的风险,减少调整机器人姿态的频率,提高了设备的安全性和打磨效果;十字平移模组7能够控制打磨装置3的移动位置,可以更精准的控制打磨力度和打磨宽度,同时各传感器可以有效的保证打磨效果;十字平移模组7还可以在打磨机构不变的情况话,随时改变打磨宽度,大大提高了工作效率和设备适应性,更有利于产品推广;此外,该设备仅需要携带打磨头,无需高压水枪等重量较大的装置,从而降低了负载,能够减轻整个设备的重量,便于操作及运输。
47.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
48.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或隐
含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
49.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1