一种用于满足超薄片加工的磨抛机压力控制系统的制作方法
1.本实用新型涉及薄片加工技术,尤其涉及磨抛机领域。
背景技术:
2.近年来,随着对产品性能的要求越来越高,对制作元器件的各种晶片要求越来越高。比如晶振用的石英晶片,厚度越薄,振荡频率越高;作为led衬底的蓝宝石片,越薄越利于散热;相机镜头用的蓝玻璃滤光片也是越做越薄。而由于工件厚度的变薄,工件的强度在变小,为了满足薄片的加工对设备的性能要求也越来越高。
3.双端面磨抛机在对光学和半导体工件进行磨抛的时候,需要压力精准而且稳定的控制。晶片的bow(弯曲度)、warp(翘曲度)以及ttv(总厚度偏差)直接受到压力影响,压力控制的好坏决定了产品的良品率。
4.但之前使用的压力控制方式中,精准和稳定这两个条件是互相矛盾的,精准意味着需要在磨抛过程中对气缸所输出的压力进行实时检测,然后反馈给控制系统,控制系统再对比设定压力,最后调节输出压力使得等于或接近所设定压力,这也叫闭环系统。理想状态下,这种方法对压力控制应该是很好的,但实际研磨抛光过程中,受限于工艺条件和机器本身机械特性,实际监测到的压力是不停波动的,这就导致系统也会不停调节所输出的压力,使得压力一直在进行动态调节,不是稳定状态。
5.而如果想要完全稳定的压力控制,那就得放弃闭环系统,直接使用开环系统来控制。何谓开环系统,就是没有压力传感器来实时监测和反馈,系统直接输出所设定的压力,设定多少,输出多少,压力是稳定的。但由于压力是由系统向预先建立的数据库调取数据,在通过计算推导出来的,和实际值存在一定偏差,且无法避免漏气磨损等导致的偏差
技术实现要素:
6.本实用新型所要解决的技术问题是实现一种既要压力控制精准,又要压力稳定,满足超薄片加工需要的磨抛机和系统。
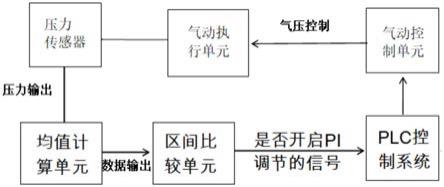
7.为了实现上述目的,本实用新型采用的技术方案为:一种用于满足超薄片加工的磨抛机压力控制系统,磨抛机设有执行打磨力度的气动执行单元,所述气动执行单元的控制端连接气动控制单元,所述气动执行单元上设有感应打磨力度的压力传感器,所述压力传感器设有2
‑
5个,所述压力传感器均输出压力信号至plc控制系统。
8.所述磨抛机为小型磨抛机。
9.所述压力传感器均连接用于计算所有压力传感器采集数值均值的均值计算单元,所述均值计算单元输出压力均值信号至plc控制系统。
10.所述均值计算单元输出压力均值信号至区间比较单元,所述区间比较单元输出是否开启pi调节的信号至plc控制系统。
11.本实用新型在小型磨抛机上应用后,特别是6b机型,对压力波动很敏感,压力波动一大,薄晶片散差就控制不好,良品率就低了。经过改良之后,有效地降低了石英晶片的单
片散差值,改善了晶片平面度。
附图说明
12.下面对本实用新型说明书中每幅附图表达的内容作简要说明:
13.图1为系统原理图。
具体实施方式
14.下面对照附图,通过对实施例的描述,本实用新型的具体实施方式如所涉及的各构件的形状、构造、各部分之间的相互位置及连接关系、各部分的作用及工作原理、制造工艺及操作使用方法等,作进一步详细的说明,以帮助本领域技术人员对本实用新型的发明构思、技术方案有更完整、准确和深入的理解。
15.由于开环系统没有反馈,无法实时监控压力,并且存在如果气路漏气或盘面磨损,输出压力就会偏差很大的情况,所以实际生产中使用这种控制方式的比较少。一般只有对工艺要求不高的低配机型会使用。大部分磨抛机都使用闭环控制方式,这种方式目前比较稳定,一般情况下压力波动都在工艺允许范围内,但在越发薄的晶片需求下,就无法满足工艺要求,晶片散差得不到有效控制。
16.本实用新型通过对闭环控制系统进行改进,在原有基础上增加均值计算单元和区间比较单元,通过设置多个传感器,优选设置3个,将所有的压力传感器信号均输送至均值计算单元,通过均值计算单元计算出每次压力数值的均值,独立设置的区间计算单元(一种计算器元器件),不需要对plc控制系统的进行改进,降低设备改造成本。由于有些压力传感器比较灵敏,数据跳动频繁,所以对采样数据进行平均值计算,使plc系统采集的数据更稳定,输出的数据也更稳定。
17.plc控制系统根据设定的压力,计算出气动控制单元(电气比例阀)所需要的数据值,控制电气比例阀的开度,来控制气压输出的多少来调节气动执行单元(气缸)所输出的力,作用在研磨抛光盘上面,即为所需要的压力。在压力升到加工所需最大压力的时候,pi调节方法是压力传感器实时监测反馈数据到plc控制系统,plc通过算法pi调节,控制电气比例阀的开度来对气缸进行微调,使实际压力更接近于设定值,这个过程是动态波动的。
18.由预先设定的条件和阈值进行判定过滤,经过计算处理之后,输出新数据,实现压力控制精准的同时输出稳定。本系统通过新增的区间比较单元(一种比较器元器件),原先的点值pi调节过于灵敏,预选设置区间比较单元,将压力均值进行区间比较,之后来控制plc控制系统是否工作(pi调节),从而降低调节灵敏度,稳定控制气动执行单元方面。
19.例如,在区间比较单元中预先设定一个阈值10,在实际压力升到接近所设定的压力时,当设定压力
‑
实际压力的差值小于10的时候,条件被触发。
20.此时算法pi调节被断开,不在对压力数据进行实时判断和计算处理。所以此时输出到电气比例阀的数据值就是断开计算前的值,是绝对稳定的,而且接近设定值。气动控制单元输出稳定使得气动执行单元输出稳定,故作用于晶片的压力是稳定的,不再波动。
21.虽然压力数据计算被屏蔽,但实际监测值仍然在实时显示中,反映整个机构的压力波动的真实情况。因为机械机构和工艺原因,真实压力不是完全静止的,只是处于基本稳定中。当波动值,即设定压力与实际压力的差值大于25的时候,算法pi调节重新恢复工作,
控制系统开始进行微调,让实际压力与设定压力的差值重新小于10,然后算法pi调节又断开,重复上述步骤,直到加工完成。这样可以避免压力偏差过大,导致晶片加工不合格。
22.上述描述过程中阈值10和25只是举例,都是可以根据打磨精度和打磨器件设定其他合理任意值。
23.本实用新型经过较长时间的测试和试验,总结出一些结论。在大型磨抛机上面使用后,发现效果一般,因为大机器的磨抛工艺里面工件比较厚,而且会使用大压力,轻微的压力波动,对晶圆片的参数影响并不大。但对于小型磨抛机,特别是6b机型,对压力波动很敏感,压力波动一大,薄晶片散差就控制不好,良品率就低了。经过改良之后,有效地降低了石英晶片的单片散差值,改善了晶片平面度。故本实用新型特别适合用于薄片加工。
24.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种非实质性的改进,或未经改进将本实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1