一种花岗石直角尺加工用定位夹具的制作方法
1.本申请涉及花岗石直角尺生产加工的技术领域,尤其是涉及一种花岗石直角尺加工用定位夹具。
背景技术:
2.花岗石直角尺,适用于工业生产和实验室的测量工作,主要用于零件、工作母机主轴以及各种场合下角度的测量,由于其强度大、硬度高、稳定性好等优点,能在重负荷下保持高精度,因此得到广泛应用。
3.花岗石直角尺在初加工完成后,需要对其两个直角边进行精磨,保证其平整度,以提高花岗石直角尺的测量精度,但是在实际打磨过程中,由于直角尺缺乏有效定位,会影响打磨平面的平整度。
技术实现要素:
4.为了对花岗石直角尺进行定位,进而提高打磨平面的平整度,本申请提供一种花岗石直角尺加工用定位夹具。
5.本申请提供的一种花岗石直角尺加工用定位夹具采用如下的技术方案:
6.一种花岗石直角尺加工用定位夹具,包括:
7.底座;
8.定位板,设置于底座上,垂直于底座的上表面;
9.第一支杆,其一端与底座上表面固定连接;
10.第二支杆,其一端与底座上表面固定连接;
11.滑动杆,滑动设置在第二支杆上;以及
12.调节组件,设置于底座上,用于驱动滑动杆沿第二支杆轴线方向移动,并将滑动杆固定;
13.其中,第一支杆位于第二支杆和定位板之间,第一支杆和第二支杆的轴线所组成的平面垂直于定位板。
14.通过采用上述技术方案,对花岗石直角尺进行打磨时,首先将底座固定,然后将直角尺待打磨的一个直角边背离底座,另一直角边贴着定位板向下移动,直到直角尺的斜边与第一支杆的端部抵接,然后通过调节组件控制滑动杆移动,直到滑动杆的端部与直角尺的斜边抵接,根据两点定线的原理,此时直角尺的斜边与滑动杆和第二支杆抵接,而直角尺的一个直角边与定位板贴合,直角尺待打磨的一个直角边始终平行于底座的上表面,方便磨具进行打磨,在打磨过程中,待打磨的直角边不会发生倾斜,受到磨具作用力时始终保持水平状态,提高了打磨平面的平整度以及精度。
15.可选的,所述调节组件包括:
16.丝杠,转动设置在底座上,平行于底座的上表面;
17.滑块,滑动设置在底座的上表面,且与丝杠螺纹连接;以及
18.连杆,其一端与滑块铰接,另一端与滑动杆铰接。
19.通过采用上述技术方案,将直角尺贴着定位板搭在第一支杆上之后,通过转动丝杠控制滑块移动,然后连杆摆动,推动滑动杆实现升降,同时,通过丝杠与滑块的自锁来固定滑动杆,操作简单,实现容易。
20.可选的,所述丝杠的一端设有手轮。
21.通过采用上述技术方案,旋动丝杠更为便捷和省力。
22.可选的,所述定位板朝向第一支杆一侧表面的两端均固定有连接耳,所述连接耳上均螺纹连接有螺杆;
23.所述螺杆的轴线平行于定位板。
24.通过采用上述技术方案,直角尺放置在定位板、第一支杆以及滑动杆之间后,将两个螺杆同时向直角尺一侧旋动,使两个螺杆的端部抵紧固定在直角尺的两侧表面上,对直角尺进行限位,防止打磨过程因受到磨具作用力导致直角尺贴着定位板滑动。
25.可选的,两根螺杆相对的端部分别固定有限位板。
26.通过采用上述技术方案,增大了与直角尺侧表面之间的接触面积,进一步增强了限位效果。
27.可选的,所述第一支杆远离底座的端部设有第一辊体,所述第一辊体的轴线平行于定位板和底座的上表面;
28.所述滑杆远离底座的端部设有第二辊体,所述第二辊体的轴线平行于定位板底座的上表面。
29.通过采用上述技术方案,由于直角尺具有一定厚度,第一辊体和第二辊体与直角尺的斜边为线接触,增大了接触面积,定位效果更稳定,而且无论直角尺斜边与定位板之间呈何种角度,都能够稳定搭在第一辊体和第二辊体上。
30.可选的,所述第一辊体转动设置在第一支杆上,所述第二辊体转动设置在滑杆上。
31.通过采用上述技术方案,打磨完成后向上取出直角尺时,直角尺的斜边贴着第一辊体和第二辊体滚动,能够减小直角尺与第一辊体、第二辊体之间的摩擦力,取出直角尺更为省力。
32.可选的,所述第一辊体和第二辊体均为刚性辊。
33.通过采用上述技术方案,能够防止第一辊体和第二辊体受到挤压产生形变,从而难以取出直角尺。
34.综上所述,本申请具有以下有益技术效果:
35.对花岗石直角尺进行打磨时,首先将底座固定,然后将直角尺待打磨的一个直角边背离底座,另一直角边贴着定位板向下移动,直到直角尺的斜边与第一支杆的端部抵接,然后通过调节组件控制滑动杆移动,直到滑动杆的端部与直角尺的斜边抵接,根据两点定线的原理,此时直角尺的斜边与滑动杆和第二支杆抵接,而直角尺的一个直角边与定位板贴合,直角尺待打磨的一个直角边始终平行于底座的上表面,方便磨具进行打磨,在打磨过程中,待打磨的直角边不会发生倾斜,受到磨具作用力时始终保持水平状态,提高了打磨平面的平整度以及精度。
36.不同规格的直角尺其直角边的长度比例不同,而并非全是等腰直角三角形,也即两个锐角角度不等,所以每次打磨其中一个直角边时,均应通过调节组件调节滑动杆的位
置,使滑动杆和第一支杆的顶端同时与直角尺的斜边抵接。能够针对不同规格的直角尺进行打磨,适用性更强。
附图说明
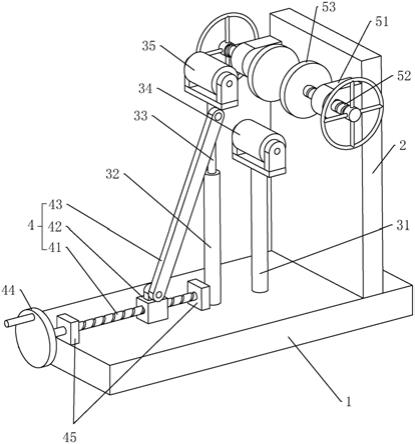
37.图1是本申请实施例给出的花岗石直角尺加工用定位夹具的一种整体结构示意图。
38.图2是直角尺定位完成状态的结构示意图。
39.图中,1、底座;2、定位板;31、第一支杆;32、第二支杆;33、滑动杆;34、第一辊体;35、第二辊体;4、调节组件;41、丝杠;42、滑块;43、连杆;44、手轮;45、支座;51、连接耳;52、螺杆;53、限位板。
具体实施方式
40.以下结合附图对本申请作进一步详细说明。
41.参照图1,为本申请实施例公开的一种花岗石直角尺加工用定位夹具,包括底座1、定位板2、第一支杆31、第二支杆32、滑动杆33以及调节组件4。
42.底座1为一方形座,用于安装在机床的工作台上,或者放置于一水平台面上,具体情况视磨具的类型而定;定位板2为方形板,固定连接在底座1上,且定位板2垂直于底座1的上表面;第一支杆31和第二支杆32均与底座1固定连接,且均垂直于底座1的上表面,第一支杆31和第二支杆32位于定位板2的同一侧,第一支杆31、第二支杆32两者轴线所组成的平面垂直于定位板2所在平面,而且第一支杆31位于第二支杆32和定位板2之间;滑动杆33滑动设置在第二支杆32上,具体的,可以在第二支杆32内开设盲孔,将滑动杆33插设在盲孔内,或者在第二支杆32上沿其轴线方向开设滑道,将滑动杆33滑动设置在滑道内。
43.调节组件4设置在底座1上,且与滑动杆33相连,用于驱动滑动杆33沿第二支杆32轴线方向滑动,并且能够将滑动杆33固定在指定位置。
44.参照图1和图2,对花岗石直角尺进行打磨时,首先将底座1固定,然后将直角尺待打磨的一个直角边背离底座1,另一直角边贴着定位板2向下移动,直到直角尺的斜边与第一支杆31的端部抵接,然后通过调节组件4控制滑动杆33移动,直到滑动杆33的端部与直角尺的斜边抵接,根据两点定线的原理,此时直角尺的斜边与滑动杆33和第二支杆抵接,而直角尺的一个直角边与定位板2贴合,直角尺待打磨的一个直角边始终平行于底座1的上表面,方便磨具进行打磨,在打磨过程中,待打磨的直角边不会发生倾斜,受到磨具作用力时始终保持水平状态,提高了打磨平面的平整度以及精度。
45.不同规格的直角尺其直角边的长度比例不同,而并非全是等腰直角三角形,也即两个锐角角度不等,所以每次打磨其中一个直角边时,均应通过调节组件4调节滑动杆33的位置,使滑动杆33和第一支杆31的顶端同时与直角尺的斜边抵接。能够针对不同规格的直角尺进行打磨,适用性更强。
46.参照图1和图2,作为本申请实施例公开的花岗石直角尺加工用定位夹具的一种具体实施方式,调节组件4包括丝杠41、滑块42以及连杆43,底座1上固定有两个支座45,丝杠41的两端与对应的支座45转动连接,丝杠41平行于底座1的上表面,而且丝杠41的轴线垂直于定位板2;滑块42滑动设置在底座1上,且丝杠41与滑块42螺纹连接,转动丝杠41时,滑块
42能够沿丝杠41轴线方向移动;连杆43的一端与滑块42铰接,另一端与滑动杆33铰接,滑块42沿丝杠41直线运动时,能够推拉滑动杆33沿其轴线方向运动,从而实现滑动杆33的升降。
47.将直角尺贴着定位板2搭在第一支杆31上之后,通过转动丝杠41控制滑块42移动,然后连杆43摆动,推动滑动杆33实现升降,同时,通过丝杠41与滑块42的自锁来固定滑动杆33,操作简单,实现容易。
48.进一步的,在丝杠41的一端固定有手轮44,旋动丝杠41更为便捷和省力。
49.参照图1和图2,作为本申请实施例公开的花岗石直角尺加工用定位夹具的一种具体实施方式,在定位板2上固定有两个连接耳51,两个连接耳51位于定位板2朝向第一支杆31一侧表面的两端,连接耳51上均螺纹连接有螺杆52,螺杆52的轴线平行于定位板2,且两个螺杆52的轴线位于同一直线上。直角尺放置在定位板2、第一支杆31以及滑动杆33之间后,将两个螺杆52同时向直角尺一侧旋动,使两个螺杆52的端部抵紧固定在直角尺的两侧表面上,对直角尺进行限位,防止打磨过程因受到磨具作用力导致直角尺贴着定位板2滑动。
50.进一步的,两根螺杆52相对的一端分别固定有限位板53,限位板53的设置增大了与直角尺侧表面之间的接触面积,进一步增强了限位效果。
51.参照图1和图2,作为本申请实施例公开的花岗石直角尺加工用定位夹具的一种具体实施方式,第一支杆31远离底座1的端部设置有第一辊体34,滑动杆33远离底座1的端部设置有第二辊体35,第一辊体34和第二辊体35均为圆柱状结构,且第一辊体34和第二辊体35的轴线均平行于定位板2和底座1的上表面。由于直角尺具有一定厚度,第一辊体34和第二辊体35与直角尺的斜边为线接触,增大了接触面积,定位效果更稳定,而且无论直角尺斜边与定位板2之间呈何种角度,都能够稳定搭在第一辊体34和第二辊体35上。
52.进一步的,第一辊体34与第一支杆31的上端部转动连接;第二辊体35与第二辊体35的上端部转动连接,由于在打磨过程中,磨具会对直角尺造成向下的作用力,打磨完成后向上取出直角尺时,直角尺的斜边贴着第一辊体34和第二辊体35滚动,能够减小直角尺与第一辊体34、第二辊体35之间的摩擦力,取出直角尺更为省力。
53.为了防止第一辊体34和第二辊体35受到直角尺作用力发生形变,从而导致直角尺夹紧在第一辊体34、第二辊体35以及定位板2之间的空间内,更进一步的,将第一辊体34和第二辊体35设置为刚性材料。
54.本具体实施方式的实施例均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1