一种高速激光内孔熔覆枪的制作方法
1.本实用新型涉及激光熔覆技术领域,具体为一种高速激光内孔熔覆枪。
背景技术:
2.高速激光熔覆技术是通过同步送粉添料的方式,利用高能密度的束流使添加材料与高速率运动的基体材料表面同时熔化,并快速凝固后形成稀释率极低,与基体呈冶金结合的熔覆层,极大地提高熔覆速率,显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化等工艺特性的工艺方法。
3.现有激光熔覆主要用于工件外表面的熔覆,工件内孔由于熔覆空间小,在熔覆过程中产生高温使镜片和送粉头容易损坏,因此需要对此进行改进,才能达到良好的熔覆效果。
技术实现要素:
4.本实用新型的目的是为了解决上述技术的不足而设计的一种能够在工件内孔进行激光熔覆,且能长时间连续工作的高速激光内孔熔覆枪。
5.本实用新型所设计一种高速激光内孔熔覆枪,包括主体,所述主体包括带有光纤接头、准直镜、聚焦镜的基座,熔覆头中间段以及带有折射镜架、保护镜的加工头段,所述保护镜下方设置激光送粉头,所述准直镜与所述聚焦镜之间设置调焦装置,中间段包括连接杆,所述连接杆连接调焦装置和折射镜架,所述连接杆内设置送粉通道、冷却水通道、及保护气通道,所述送粉通道、所述冷却水通道、所述保护气通道通向所述激光送粉头,所述基座上对应设置所述送粉通道、所述冷却水通道、所述保护气通道的输入接口及所述冷却水通道的输出接口,所述冷却水通道在所述基座、所述连接杆及所述加工头段内形成循环冷却通道。
6.进一步地,所述冷却水通道包括第一冷却通道、第二冷却通道,所述第一冷却通道设置于所述主体内侧底端,所述第二冷却通道设置于所述主体内侧顶端,所述第一冷却通道与所述第二冷却通道相互连通形成循环冷却水回路,且所述基座上开设连通所述循环冷却水回路的冷却水输入接口和冷却水输出接口。
7.进一步地,所述冷却水通道还包括第三冷却通道,所述第三冷却通道沿所述激光送粉头螺旋设置,所述第三冷却通道的两端分别与第一冷却通道和第二冷却通道相通,所述第一冷却通道、所述第二冷却通道、与所述第三冷却通道相互连通形成循环冷却水回路。
8.进一步地,所述激光送粉头内的送粉通道呈环形设置。
9.进一步地,所述激光送粉头上设置出粉口、出光口及保护气出口。
10.进一步地,所述调焦装置包括联动支架、调焦旋钮。
11.进一步地,所述联动支架包括四根支架,各所述支架铰接设置,所述联动支架与所述调焦旋钮活动连接,所述联动支架分别与所述准直镜与所述聚焦镜固定连接,所述联动支架带动所述准直镜与所述聚焦镜移动,旋转所述调焦旋钮以调节所述准直镜与所述聚焦
镜间距离。
12.进一步地,所述折射镜架内设置折射镜片,所述折射镜架下方设置保护镜。
13.进一步地,所述保护镜镜片采用高抗光镜片。
14.本实用新型所设计的有益效果为:
15.本实用新型高速激光内孔熔覆枪可伸入工件内部,适合内孔、槽底表面熔覆加工。
16.本实用新型采用光纤接头和激光送粉头设计专用冷却水通道,即由第一冷却通道、第二冷却通道、第三冷却通道相互连通形成循环冷却水回路,使高速激光内孔熔覆枪冷却充分,可以实现高速激光内孔熔覆枪长时间连续工件。
17.本实用新型中采用高抗光镜片,能有效保护光纤不被激光折射烧坏,激光送粉头采用环形送粉,保证大流量的粉末均匀送到激光束中心。
附图说明
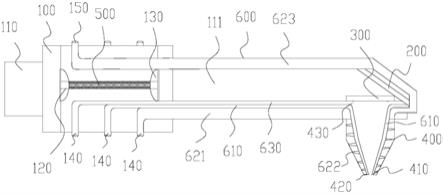
18.图1是本实用新型的结构示意图;
19.图2是本实用新型的剖视图;
20.图3是本实用新型中调焦装置的结构示意图;
21.图4是本实用新型中激光送粉头的结构示意图。
22.图中:基座100,光纤接头110,激光束111,准直镜120,聚焦镜130,输入接口140,输出接口150,折射镜架200,保护镜300,激光送粉头400,出粉口410,出光口420,保护气出口430,调焦装置500,联动支架510,调焦旋钮520,连接杆600,送粉通道610,第一冷却通道621,第二冷却通道622,第三冷却通道623,保护气通道630,粉末流700,熔池800,熔覆层900。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本实用新型保护的范围。
24.如图1至图2所示,本实施例所描述的一种高速激光内孔熔覆枪,包括主体,主体包括带有光纤接头110、准直镜120、聚焦镜130的基座100,熔覆头中间段以及带有折射镜架200、保护镜300的加工头段,保护镜300下方设置激光送粉头400,激光送粉头400上设置出粉口410、出光口420及保护气出口430。
25.高速激光熔覆技术是通过同步送粉添料的方式,利用高能密度的束流使添加材料与高速率运动的基体材料表面同时熔化,并快速凝固后形成稀释率极低,与基体呈冶金结合的熔覆层,极大提高熔覆速率,显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化等工艺特性的工艺方法。本实用新型高速激光内孔熔覆枪可伸入工件内部,适合内孔、槽底表面熔覆加工。
26.其中,准直镜120设置于靠近光纤接头110的一侧,聚焦镜130设置于准直镜120另一侧,准直镜120与聚焦镜130之间设置调焦装置500,调焦装置500设置于聚焦镜130片左方,可以根据不同的熔覆参数调整所需的光斑大小。
27.中间段包括连接杆600,连接杆600连接调焦装置500和折射镜架200。其中,连接杆600的长度可以根据所加工工件长度定制。
28.如图3所示,调焦装置500包括联动支架510、调焦旋钮520,联动支架510与调焦旋钮520活动连接,联动支架510的两端分别与准直镜120与聚焦镜130固定连接,旋转调焦旋钮520以调节准直镜120与聚焦镜130间距离。
29.联动支架510为四边形螺纹联动支架,调焦旋钮520为螺丝,调焦旋钮520设置于调焦装置的上下两端,其中联动支架510包括四根支架,各支架均铰接设置以便实现准直镜120与聚焦镜130间距离的变换,调焦旋钮520与联动支架510螺纹连接。通过旋转调焦旋钮520使与联动支架固定连接的准直镜120和聚焦镜130相互靠近或相互远离,以调整至所需的光斑大小。
30.具体的,上下两端的调焦旋钮520顺时针旋转,则联动支架510向两边延伸,准直镜120与聚焦镜130间距离变长;上下两端的调焦旋钮520逆时针旋转,则联动支架510向内收缩,准直镜120与聚焦镜130间距离变短。
31.在本调焦旋钮520中准直镜120与聚焦镜130之间设置螺杆,则联动支架510沿螺杆作伸缩运动,使整体结构更稳固。
32.本实用新型中调焦装置500可以设置为准直镜120和聚焦镜130均可移动,也能设置为准直镜120可移动,聚焦镜130固定设置,或准直镜120固定设置,聚焦镜130可移动,可根据实际需要进行调整。本实用新型不排除本方案中的调焦装置500外的其他使准直镜120与聚焦镜130能进行距离调整的其他方式。
33.连接杆600内设置送粉通道610、冷却水通道、及保护气通道630,送粉通道610、冷却水通道、保护气通道630通向激光送粉头400。
34.保护气通道630通过枪体内部压缩直达激光束熔池中心,可以对零部件熔覆表面进行良好的保护作用。其中,本实用新型往保护气通道630内填充氩气,对熔覆表面起保护作用,如防炸裂等。
35.基座100上对应设置送粉通道610、冷却水通道、保护气通道630的输入接口140及冷却水通道的输出接口150。
36.冷却水通道在基座100、连接杆600及加工头段内形成循环冷却通道,使高速激光内孔熔覆枪冷却充分,可以实现高速激光内孔熔覆枪长时间连续工作。
37.具体的,冷却水通道包括第一冷却通道621、第二冷却通道622,第一冷却通道621设置于主体内侧底端,第二冷却通道622设置于主体内侧顶端,第一冷却通道621与第二冷却通道622相互连通形成循环冷却水回路,且基座100上开设连通循环冷却水回路的冷却水输入接口140和冷却水输出接口150。冷却水通道可以有效把枪体内部的热量带走,保证镜片和枪体的使用寿命。
38.具体的,冷却水通道还包括第三冷却通道623,第三冷却通道623沿激光送粉头400螺旋设置,第三冷却通道623的两端分别与第一冷却通道621和第二冷却通道622相通,第一冷却通道621、第二冷却通道622、与第三冷却通道623相互连通形成循环冷却水回路,冷却水通道可以有效把枪体内部的热量带走,保证镜片和枪体的使用寿命。
39.本实用新型采用光纤接头110和激光送粉头400设计专用冷却水通道,即由第一冷却通道621、第二冷却通道622、第三冷却通道623相互连通形成循环冷却水回路,使高速激
光内孔熔覆枪冷却充分,可以实现高速激光内孔熔覆枪长时间连续工件。
40.如图4所示,激光送粉头400内的送粉通道610呈环形设置,并按照严格的送粉角度和间隙,保证大流量的粉末形成粉末流700均匀送到激光束111中心,在基材上形成熔池800及熔覆层900。粉末利用最高可达98%,有效节约成本。
41.折射镜架200内设置折射镜片,折射镜架200下方设置保护镜300,本实用新型中采用高抗光镜片,能有效保护光纤不被激光折射烧坏。
42.本实用新型不局限于上述最佳实施方式,任何人在本实用新型的启示下都可得出其他各种形式的产品,但不论在其形状或结构上作任何变化,凡是具有与本申请相同或相近似的技术方案,均落在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1