一种粉末输送筛分循环设备的制作方法
1.本实用新型属于打印设备领域,涉及3d打印设备,尤其是涉及一种粉末输送筛分循环设备。
背景技术:
2.3d打印或增材制造是一种采用逐层材料堆积的方式直接从数字模型制造零件的新方法,被誉为“第三次工业革命”的核心技术,目前3d打印技术已广发应用于航空航天、石油天然气、海洋、汽车、模具制造、医疗、加工制造及生物科技领域。在3d打印过程中,尤其在金属3d打印领域,选择性激光熔化成形(slm)技术最成熟,使用最广泛,使用该技术进行金属3d打印会产生大量的、未被烧结融化的金属粉末,这些3d打印用金属粉末价格昂贵,如果直接将这些粉末当垃圾或者废品处理,会造成很大的资源浪费,同时会大幅提高3d打印的成本。目前的3d打印设备能够实现对打印过程中未被烧结融化的粉末的收集,打印过程中未被烧结融化的粉末通常是被清扫或吸送到一个粉桶里,然后人工将这些粉末从粉桶里倒出来进行人工筛分,然后人工将筛分好的粉末投放至3d打印设备的送粉仓内,这个过程费时费力,影响3d打印用粉末材料的回收再利用效率,最终会影响3d打印成型件的质量。如何高效地完成上述粉末回收再利用问题,成为亟待解决的问题。
技术实现要素:
3.本技术的目的是针对上述问题,提供一种粉末输送筛分循环设备;
4.为达到上述目的,本实用新型采用了下列技术方案:
5.本技术创造性地提供了一种粉末输送筛分循环设备,包括:
6.储粉单元,该储粉单元与3d打印机通过第一吸粉回路形成闭合回路;
7.筛粉单元,该筛粉单元与储粉单元通过第二吸粉回路形成闭合回路;
8.所述3d打印机与筛粉单元通过第三吸粉回路形成闭合回路。
9.在上述的粉末输送筛分循环设备中,所述第一吸粉回路包括用于从3d打印机向储粉单元输送粉末的第一吸粉管道和用于将储粉单元的气体回输至3d打印机的第一回气管道。
10.所述第二吸粉回路包括用于从储粉单元向筛粉单元输送粉末的第二吸粉管道和用于将筛粉单元的气体回输至储粉单元的第二回气管道。
11.所述第三吸粉回路包括用于从筛粉单元向3d打印机输送粉末的第三吸粉管道和用于将3d打印机的气体回输至筛粉单元的第三回气管道。
12.在上述的粉末输送筛分循环设备中,所述储粉单元包括第一粉仓和连接于第一粉仓下料口的第一储粉仓;
13.所述筛粉单元包括第二粉仓、连接于第二粉仓下料口的筛仓和连接于筛仓下料口的第二储粉仓;
14.所述第一储粉仓的容积大于第二储粉仓的容积。
15.在上述的粉末输送筛分循环设备中,所述第一吸粉管道和第一回气管道均连接于第一粉仓上,且第一粉仓中位于第一吸粉管道和第一回气管道之间具有第一滤芯;
16.所述第二吸粉管道和第二回气管道均连接于第二粉仓上,且第二粉仓中位于第二吸粉管道和第二回气管道之间具有第二滤芯;
17.所述3d打印机中位于第三吸粉管道和第三回气管道之间具有第三滤芯。
18.在上述的粉末输送筛分循环设备中,所述第一回气管道、第二回气管道和第三回气管道上分别设有第一真空泵、第二真空泵和第三真空泵;
19.所述第一吸粉回路上设有第一吸粉阀门组,第二吸粉回路上设有第二吸粉阀门组,第三吸粉回路上设有第三吸粉阀门组。
20.在上述的粉末输送筛分循环设备中,所述第一粉仓中设有第一振动器和第一料位传感器,所述第一料位传感器与第一振动器信号连接,同时该第一料位传感器分别与第一真空泵和第一吸粉阀门组信号连接;
21.所述第一储粉仓中设有第二料位传感器,该第二料位传感器分别与第二真空泵和第二吸粉阀门组信号连接。
22.在上述的粉末输送筛分循环设备中,所述第二粉仓中设有第二振动器和第三料位传感器,所述第三料位传感器与第二振动器信号连接,同时该第三料位传感器分别与第二真空泵和第二吸粉阀门组信号连接;
23.所述第二储粉仓中设有第四料位传感器,该第四料位传感器分别与第三真空泵和第三吸粉阀门组信号连接。
24.在上述的粉末输送筛分循环设备中,所述3d打印机中设有第五料位传感器,该第五料位传感器分别与第三真空泵、第三吸粉阀门组、第一真空泵和第一吸粉阀门组信号连接。
25.所述第一粉仓上位于第一滤芯靠近第一回气管道的一侧连接有第一反吹气包,该第一反吹气包连接惰性气体气源。
26.在上述的粉末输送筛分循环设备中,所述第二粉仓上位于第二滤芯靠近第二回气管道的一侧连接有第二反吹气包,该第二反吹气包连接惰性气体气源。
27.所述3d打印机上位于第三滤芯靠近第三回气管道的侧连接有第三反吹气包,该第三反吹气包连接惰性气体气源。
28.与现有的技术相比,本实用新型的优点在于:
29.结合3d打印应用工况,本发明采用吸粉和筛粉相结合的方式,对粉末进行存储并筛分,将筛选出的粉末重新输送到用户端进行使用,并且通过第一吸粉回路、第二吸粉回路和第三吸粉回路形成独立的气氛循环,对管道内的惰性气体实现再利用。能够实现高效的循环再利用,节约用户成本。
30.通过料位传感器实现各单元之间的联动,从而提高设备的自动化程度,进一步提高粉末收集效率,充分解放劳动力。
附图说明
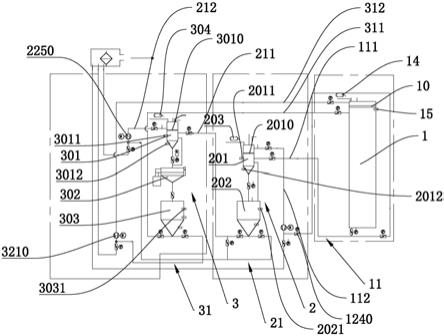
31.图1是本技术提供的管路结构图。
32.图中,3d打印机1、第三滤芯10、第一吸粉回路11、第一吸粉管道111、第一回气管道
112、第一真空泵1240、第三反吹气包14、第五料位传感器15;
33.储粉单元2、第一粉仓201、第一滤芯2010、第一料位传感器2011、第一振动器2012、第一储粉仓202、第二料位传感器2021、第一反吹气包203、第二吸粉回路21、第二吸粉管道211、第二回气管道212、第二真空泵2250;
34.筛粉单元3、第二粉仓301、第二滤芯3010、第三料位传感器3011、第二振动器3012、筛仓302、第二储粉仓303、第四料位传感器3031、第二反吹气包304、第三吸粉回路31、第三吸粉管道311、三回气管道312、第三真空泵3210。
具体实施方式
35.通过以下具体实施例进一步阐述;
36.如图1所示,一种粉末输送筛分循环设备,包括储粉单元2和筛粉单元3。
37.具体而言,储粉单元2与3d打印机1通过第一吸粉回路11形成闭合回路;筛粉单元3与储粉单元2通过第二吸粉回路21形成闭合回路;3d打印机1与筛粉单元3通过第三吸粉回路31形成闭合回路。
38.第一吸粉回路11包括用于从3d打印机1向储粉单元2输送粉末的第一吸粉管道111和用于将储粉单元2的气体回输至3d打印机1的第一回气管道112。
39.储粉单元2包括第一粉仓201和连接于第一粉仓201下料口的第一储粉仓202。第一储粉仓202的容积为350l。
40.第一吸粉管道111和第一回气管道112均连接于第一粉仓201上,且第一粉仓201中位于第一吸粉管道111和第一回气管道112之间具有第一滤芯2010。用于过滤回气中的粉末,使洁净的气体循环进入3d打印机1中。第一粉仓201上位于第一滤芯2010靠近第一回气管道112的一侧连接有第一反吹气包203,该第一反吹气包203连接惰性气体气源。用于反向吹扫第一滤芯2010中堆积的粉末,以避免滤芯堵塞。
41.第一吸粉回路11上设有第一吸粉阀门组,且第一回气管道112上设有第一真空泵1240,用于提供第一吸粉回路11的动力。
42.第二吸粉回路21包括用于从储粉单元2向筛粉单元3输送粉末的第二吸粉管道211和用于将筛粉单元3的气体回输至储粉单元2的第二回气管道212。
43.筛粉单元3包括第二粉仓301、连接于第二粉仓301下料口的筛仓302和连接于筛仓302下料口的第二储粉仓303。用于将粉末筛分并将细粉储存至第二储粉仓303中,该第二储粉仓303的容积为100l。
44.第二吸粉管道211和第二回气管道212均连接于第二粉仓301上,且第二粉仓301中位于第二吸粉管道211和第二回气管道212之间具有第二滤芯3010。用于过滤回气中的粉末,使洁净的气体循环进入储粉单元2。第二粉仓301上位于第二滤芯3010靠近第二回气管道212的一侧连接有第二反吹气包304,该第二反吹气包304连接惰性气体气源。用于反向吹扫第二滤芯3010中堆积的粉末,以避免滤芯堵塞。
45.第二吸粉回路21上设有第二吸粉阀门组,且第二回气管道212上设有第二真空泵2250,用于提供第二吸粉回路21的动力。
46.第三吸粉回路31包括用于从筛粉单元3向3d打印机1输送粉末的第三吸粉管道311和用于将3d打印机1的气体回输至筛粉单元3的第三回气管道312。
47.3d打印机1中位于第三吸粉管道311和第三回气管道312之间具有第三滤芯10。用于过滤回气中的粉末,使洁净的气体循环进入筛粉单元3。3d打印机1上位于第三滤芯10靠近第三回气管道312的侧连接有第三反吹气包14,该第三反吹气包14连接惰性气体气源。用于反向吹扫第三滤芯10中堆积的粉末,以避免滤芯堵塞。
48.为了提高设备的自动化程度,第一粉仓201中设有第一振动器2012和第一料位传感器2011,第一料位传感器2011与第一振动器2012信号连接,同时该第一料位传感器2011分别与第一真空泵1240和第一吸粉阀门组信号连接。当粉末达到第一粉仓201的第一料位传感器2011设定料位时,第一真空泵1240和第一吸粉阀门组收到关闭信号,停止吸粉,同时第一振动器2012工作将粉末震动进入第一储粉仓202中储存。
49.第一储粉仓202中设有第二料位传感器2021,该第二料位传感器2021分别与第二真空泵2250和第二吸粉阀门组信号连接。当粉末达到第一储粉仓202中的第二料位传感器2021设定料位时,第二真空泵2250和第二吸粉阀门组收到开启信号,开始吸粉。在本实施例中,设定料位为350l。
50.第二粉仓301中设有第二振动器3012和第三料位传感器3011,第三料位传感器3011与第二振动器3012信号连接,同时该第三料位传感器3011分别与第二真空泵2250和第二吸粉阀门组信号连接;当粉末达到第二粉仓301的第三料位传感器3011设定料位时,第二真空泵2250和第二吸粉阀门组收到关闭信号,停止吸粉,同时第二振动器3012工作将粉末震动通过筛仓302进入第二储粉仓303中储存。
51.第二储粉仓303中设有第四料位传感器3031,该第四料位传感器3031分别与第三真空泵3210和第三吸粉阀门组信号连接。当粉末达到第二储粉仓303中的第四料位传感器3031设定料位时,第三真空泵3210和第三吸粉阀门组收到开启信号,开始吸粉。在本实施例中,设定料位为110l。
52.3d打印机1中设有第五料位传感器15,该第五料位传感器15分别与第三真空泵3210、第三吸粉阀门组、第一真空泵1240和第一吸粉阀门组信号连接。当粉末达到3d打印机1中第五料位传感器15设定料位时,第三真空泵3210和第三吸粉阀门组关闭,停止3d打印机的吸粉,第一真空泵1240和第一吸粉阀门组开启,开始储粉单元2的吸粉。
53.上述第一阀门组110、第二阀门组210和第三阀门组310为蝶阀、球阀、电磁阀、三通阀、四通阀或其他阀门。
54.本领域技术人员应当理解,通过plc控制电路能够实现对各传感器、阀门、振动器和真空泵等的控制。
55.本实用新型的工作原理如下:
56.储粉单元2通过第一吸粉回路11对3d打印机1中产生的粉末进行吸粉,粉料进入第一粉仓201中,当粉料到达第一料位传感器2011的设定料位时,第一料位传感器2011通过控制电路发送信号使第一真空泵1240停止工作,同时第一吸粉阀门组关闭,第一振动器2012通过震动将粉料输送至第一储粉仓202中。当粉料到达第二料位传感器2021的设定料位时,第二料位传感器2021通过控制电路发送信号使第二真空泵2250开启,同时第二吸粉阀门组打开,进行吸粉工作。粉料进入第二粉仓301中,当粉料到达第三料位传感器3011的设定料位时,第三料位传感器3011通过控制电路发送信号使第二真空泵2250停止工作,同时第二吸粉阀门组关闭,第二振动器3012通过振动将粉料通过筛仓302输送至第二储粉仓303中。
当粉料到达第四料位传感器3031的设定料位时,第四料位传感器3031通过控制电路发送信号使第三真空泵3210开启,同时第三吸粉阀门组打开,进行吸粉工作。粉料进入3d打印机1中,当粉料到达第五料位传感器15的设定料位时,第五料位传感器15通过控制电路发送信号使第三真空泵3210停止工作,同时第三吸粉阀门组关闭,完成一次粉料循环。
57.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
58.尽管本文较多地使用了3d打印机1、第一吸粉回路11、第一吸粉阀门组、第一吸粉管道111、第一回气管道112、第一真空泵1240、第三反吹气包14、第五料位传感器15、储粉单元2、第一粉仓201、第一滤芯2010、第一料位传感器2011、第一振动器2012、第一储粉仓202、第二料位传感器2021、第一反吹气包203、第二吸粉回路21、第二吸粉阀门组、第二吸粉管道211、第二回气管道212、第二真空泵2250、筛粉单元3、第二粉仓301、第二滤芯3010、第三料位传感器3011、第二振动器3012、筛仓302、第二储粉仓303、第四料位传感器3031、第二反吹气包304、第三吸粉回路31、第三吸粉阀门组、第三吸粉管道311、三回气管道312、第三真空泵3210等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质,把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1