铜合金条材及其制造方法、使用其的电阻器用电阻材料以及电阻器与流程
1.本发明涉及铜合金条材及其制造方法、使用其的电阻器用电阻材料以及电阻器,特别是涉及即使环境温度变化也具有稳定的电阻的铜合金条材。
背景技术:
2.对于电阻器中使用的电阻件的金属材料,要求作为其指标的电阻温度系数(tcr)小以使得即使环境温度变化电阻器的电阻也稳定。所谓电阻温度系数,为将由温度引起的电阻值变化的大小以每1℃的百万分率(ppm)表示的系数,由tcr(
×
10
‑6/k)=(r
‑
r0)/r0×
1/(t
‑
t0)
×
106的算式表示。其中,式中的t表示试验温度(℃),t0表示基准温度(℃),r表示试验温度t时的电阻值(ω),r0表示试验温度t0时的电阻值(ω)。
3.作为构成电阻件的金属材料,提出了cu
‑
mn
‑
ni合金、cu
‑
mn
‑
sn合金(例如,参见专利文献1)。这些金属材料的tcr非常小。
4.但是,虽然专利文献1中示出的包含规定量的锰的铜系合金材料具有稳定的电阻温度系数,但这样的铜合金的表面容易被氧化而形成氧化膜,因这样形成的锰的氧化物而导致焊料润湿性降低,与焊料的密合性低。
5.为了防止电阻件中使用的铜合金材料的表面的氧化而抑制铜合金材料的电阻值变化,例如专利文献2中提出了对添加有铝和锡的铜合金材料进行热处理以使表面氧化的材料。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2016
‑
69724号公报
9.专利文献2:日本特开2006
‑
270078号公报
技术实现要素:
10.发明要解决的课题
11.但是,在专利文献2的铜合金材料中,由于所添加的铝对焊料等的安装造成不良影响,因此安装性仍存在改良的余地。
12.本发明是鉴于以上情况而做出的,目的在于提供即使环境温度变化也具有稳定的电阻且具有良好的焊料安装性的铜合金材料。
13.用于解决课题的手段
14.本技术的发明人反复进行深入研究后发现,通过使得铜合金条材具有下述组成,所述组成含有3质量%以上20质量%以下的锰,余量包含铜及不可避免的杂质,利用俄歇电子能谱法在由表面与自该表面起深度方向的0.05μm位置划分而成的表层区域中测得的、mn含量与cu含量的比值(表层[mn/cu]比值)换算为质量比时低于0.030,从而即使环境温度变化,该铜合金条材也具有稳定的电阻且具有良好的焊料安装性,本技术的发明人基于该见
解完成了本发明。
[0015]
即,本发明的主旨构成如下。
[0016]
(1)铜合金条材,其具有下述组成,所述组成含有3质量%以上20质量%以下的锰(mn),余量包含铜(cu)及不可避免的杂质,上述铜合金条材的特征在于,利用俄歇电子能谱法在由表面与自该表面起深度方向的0.05μm位置划分而成的表层区域中测得的、mn含量与cu含量的比值(表层[mn/cu]比值)换算为质量比时低于0.030。
[0017]
(2)根据上述(1)所述的铜合金条材,其特征在于,利用俄歇电子能谱法在上述表层区域中测得的mn含量、与在由自表面起深度方向的5μm位置与10μm位置划分而成的内部区域中测得的mn含量的比值(表层mn含量/内部mn含量的比值)换算为质量比时为0.50以下。
[0018]
(3)根据上述(1)或(2)所述的铜合金条材,其特征在于,含有5质量%以上20质量%以下的锰。
[0019]
(4)根据上述(1)~(3)中任一项所述的铜合金条材,其特征在于,含有选自由以下元素组成的组中的1种以上的元素:0.01质量%以上5质量%以下的镍、0.01质量%以上5质量%以下的锡、0.01质量%以上5质量%以下的铁、0.01质量%以上5质量%以下的锌、0.01质量%以上0.5质量%以下的硅、0.01质量%以上0.5质量%以下的铬、0.01质量%以上0.5质量%以下的锆、0.01质量%以上0.5质量%以下的钛、0.01质量%以上0.5质量%以下的银、0.01质量%以上0.5质量%以下的镁、0.01质量%以上0.5质量%以下的钴、及0.01质量%以上0.5质量%以下的磷。
[0020]
(5)铜合金条材的制造方法,其为上述(1)~(4)中任一项所述的铜合金条材的制造方法,其特征在于,依次具有:铸造工序[工序1]、均质化处理工序[工序2]、热轧工序[工序3]、面切削工序[工序4]、第1冷轧工序[工序5]、第1氧化被膜形成工序[工序6]及第1氧化被膜去除工序[工序7],在所述第1氧化被膜形成工序中,将在第1冷轧工序中得到的第1冷轧板在含有0.01~2.00体积%的氧的中性气体气氛下、于200℃以上800℃以下进行加热,形成第1氧化被膜,在上述第1氧化被膜去除工序中,使用硫酸水溶液将在上述第1氧化被膜形成工序中形成的上述第1冷轧板的上述第1氧化被膜去除。
[0021]
(6)根据上述(5)所述的铜合金条材的制造方法,其特征在于,在上述第1氧化被膜去除工序[工序7]后,还具有上述第2冷轧工序[工序8]。
[0022]
(7)根据上述(6)所述的铜合金条材的制造方法,其特征在于,在上述第2冷轧工序[工序8]后,还具有第2氧化被膜形成工序[工序9]及第2氧化被膜去除工序[工序10],在上述第2氧化被膜形成工序中,将在第2冷轧工序中得到的第2冷轧板在含有0.01~2.00体积%的氧的中性气体气氛下、于200℃以上800℃以下进行加热,形成第2氧化被膜,在上述第2氧化被膜去除工序中,使用硫酸水溶液将在上述第2氧化被膜形成工序中形成的上述第2冷轧板的上述第2氧化被膜去除。
[0023]
(8)电阻器用电阻材料,其使用上述(1)~(4)中任一项所述的铜合金条材。
[0024]
(9)电阻器,其具有上述(8)所述的电阻材料。
[0025]
发明效果
[0026]
根据本发明,通过使得铜合金条材具有下述组成,所述组成含有3质量%以上20质量%以下的锰,余量包含铜及不可避免的杂质,利用俄歇电子能谱法在由表面与自该表面
起深度方向的0.05μm位置划分而成的表层区域中测得的、mn含量与cu含量的比值(表层[mn/cu]比值)换算为质量比时低于0.030,从而即使环境温度变化,该铜合金条材也具有稳定的电阻且具有良好的焊料安装性。
具体实施方式
[0027]
(1)铜合金条材
[0028]
以下,详细说明本发明的铜合金条材的优选实施方式。根据本发明的铜合金条材具有下述组成,所述组成含有3质量%以上20质量%以下的锰,余量包含铜及不可避免的杂质,该铜合金条材的特征在于,利用俄歇电子能谱法在由表面与自该表面起深度方向的0.05μm位置划分而成的表层区域中测得的、mn含量与cu含量的比值(表层[mn/cu]比值)换算为质量比时低于0.030。
[0029]
在这样的铜合金条材中,其表面的mn少,具有与焊料的高密合力。另一方面,由于在该铜合金条材的内部,mn整体上以3质量%以上而丰富地存在,因此作为发挥电气特性的合金条材整体具有更低的电阻温度系数。因此,这样的铜合金条材即使环境温度变化也具有稳定的电阻且具有良好的焊料安装性。
[0030]
<铜合金条材的组成>
[0031]
〔锰:3质量%以上20质量%以下〕
[0032]
本发明的铜合金条材含有3质量%以上20质量%以下的锰(mn)。通过使得锰的含量为这样的范围,从而能够以不降低该铜合金材料的表面的焊料润湿性的方式使电阻温度系数减小。与此相对,若锰的含量低于3质量%,则无法充分获得电阻温度系数的降低效果。另外,在锰的含量比20质量%多的情况下,存在使表面特性显著降低的可能。从电阻温度系数的观点出发,优选锰的含量为5质量%以上。
[0033]
<铜合金条材的组成分布>
[0034]
就本发明的铜合金条材而言,利用俄歇电子能谱法在由表面与自该表面起深度方向的0.05μm位置划分而成的表层区域中测得的、mn含量与cu含量的比值(表层[mn/cu]比值)换算为质量比时低于0.030。通过像这样使得表层[mn/cu]比值低于0.030,从而其表面中的mn变少,因此其表面具有高焊料润湿性且具有良好的焊料安装性。优选表层[mn/cu]比值为例如0.028以下,更加优选为0.025以下,进一步优选为0.022以下。
[0035]
另外,就本发明的合金条材而言,利用俄歇电子能谱法在上述表层区域中测得的mn含量、与在由自表面起深度方向的5μm位置与10μm位置划分而成的内部区域中测得的mn含量的比值(表层mn含量/内部mn含量的比值)换算为质量比时优选为0.50以下,更加优选为0.45以下,进一步优选为0.4以下。通过使得表层mn含量/内部mn含量的比值为0.50以下,从而锰的浓度自该合金条材的表层朝向内部而升高,且其浓度梯度变得更加陡峭。若锰存在于表层,则会因其氧化而导致铜合金条材的润湿性降低,因此需要尽可能减小表层中的锰的浓度,另一方面,通过作为材料整体含有大量mn,从而能够减小电阻温度系数。即,表层mn含量/内部mn含量的比值越小,则锰的浓度梯度越大,表层中锰越发稀疏地分布、在内部锰越发密集地分布,结果,在具有更优的焊料润湿性的同时具有更低的电阻温度系数。
[0036]
<任意成分>
[0037]
另外,作为任意添加成分,本发明的合金条材可含有选自由以下元素组成的组中
的1种以上的元素:0.01质量%以上5质量%以下的镍、0.01质量%以上5质量%以下的锡、0.01质量%以上5质量%以下的锌、0.01质量%以上0.5质量%以下的铁、0.01质量%以上0.5质量%以下的硅、0.01质量%以上0.5质量%以下的铬、0.01质量%以上0.5质量%以下的锆、0.01质量%以上0.5质量%以下的钛、0.01质量%以上0.5质量%以下的银、0.01质量%以上0.5质量%以下的镁、0.01质量%以上0.5质量%以下的钴、及0.01质量%以上0.5质量%以下的磷。这些元素均被添加用于改善电阻温度系数、调节体积电阻率等,但若添加超过各自的规定范围,则存在焊料润湿性降低、原料成本增加等的可能。以下,分别说明各金属元素。
[0038]
〔镍:0.01质量%以上5质量%以下〕
[0039]
镍(ni)的含量没有特别限定,优选相对于100质量%的铜合金条材为0.01质量%以上5质量%以下。若镍的含量低于0.01%,则可能无法充分获得电阻温度系数改善及体积电阻率调节的效果。另一方面,若镍的含量超过5质量%,则存在焊料润湿性降低的可能。需要说明的是,镍的含量也可以为例如0质量%以上(包括不含镍的情况)、0.001质量%以上、0.005质量%以上。
[0040]
〔锡:0.01质量%以上5质量%以下〕
[0041]
锡(sn)的含量没有特别限定,优选相对于100质量%的铜合金条材为0.01质量%以上5质量%以下。若锡的含量低于0.01%,则可能无法充分获得电阻温度系数改善及体积电阻率调节的效果。另一方面,若锡的含量超过5质量%,则存在铜合金条材的制造性显著降低的可能。需要说明的是,锡的含量也可以为例如0质量%以上(包括不含锡的情况)、0.001质量%以上、0.005质量%以上。
[0042]
〔铁:0.01质量%以上0.5质量%以下〕
[0043]
铁(fe)的含量没有特别限定,优选相对于100质量%的铜合金条材为0.01质量%以上0.5质量%以下。若铁的含量低于0.01%,则可能无法充分获得电阻温度系数的改善及体积电阻率调节的效果。另一方面,铁的含量超过0.5质量%,则存在焊料润湿性降低的可能。需要说明的是,铁的含量也可以为例如0质量%以上(包括不含铁的情况)、0.001质量%以上、0.005质量%以上。
[0044]
〔锌:0.01质量%以上5质量%以下〕
[0045]
锌(zn)的含量没有特别限定,优选相对于100质量%的铜合金条材为0.01质量%以上5质量%以下。若锌的含量低于0.01%,则可能无法充分获得电阻温度系数的改善及体积电阻率调节的效果。另一方面,若锌的含量超过5质量%,则存在因脱锌而性能发生经时变化的可能。需要说明的是,锌的含量也可以为例如0质量%以上(包括不含锌的情况)、0.001质量%以上、0.005质量%以上。
[0046]
〔硅:0.01质量%以上0.5质量%以下〕
[0047]
硅(si)的含量没有特别限定,优选相对于100质量%的铜合金条材为0.01质量%以上0.5质量%以下。若硅的含量低于0.01质量%,则可能无法充分获得电阻温度系数的改善及体积电阻率调节的效果。另一方面,若硅的含量超过0.5质量%,则存在焊料润湿性降低的可能。需要说明的是,硅的含量也可以为例如0质量%以上(包括不含硅的情况)、0.001质量%以上、0.005质量%以上。
[0048]
〔铬:0.01质量%以上0.5质量%以下〕
[0049]
铬(cr)的含量没有特别限定,优选相对于100质量%的铜合金条材为0.01质量%以上0.5质量%以下。若铬的含量低于0.01质量%,则可能无法充分获得电阻温度系数的改善及体积电阻率调节的效果。另一方面,若铬的含量超过0.5质量%,则存在焊料润湿性降低的可能。需要说明的是,铬的含量也可以为例如0质量%以上(包括不含铬的情况)、0.001质量%以上、0.005质量%以上。
[0050]
〔锆:0.01质量%以上0.5质量%以下〕
[0051]
锆(zr)的含量没有特别限定,优选相对于100质量%的铜合金条材为0.01质量%以上0.5质量%以下。若锆的含量低于0.01质量%,则可能无法充分获得电阻温度系数的改善及体积电阻率调节的效果。另一方面,若锆的含量超过0.5质量%,则存在焊料润湿性降低的可能。需要说明的是,锆的含量也可以为例如0质量%以上(包括不含锆的情况)、0.001质量%以上、0.005质量%以上。
[0052]
〔钛:0.01质量%以上0.5质量%以下〕
[0053]
钛(ti)的含量没有特别限定,优选相对于100质量%的铜合金条材为0.01质量%以上0.5质量%以下。若钛的含量低于0.01质量%,则可能无法充分获得电阻温度系数的改善及体积电阻率调节的效果。另一方面,若钛的含量超过0.5质量%,则存在焊料润湿性降低的可能。需要说明的是,钛的含量也可以为例如0质量%以上(包括不含钛的情况)、0.001质量%以上、0.005质量%以上。
[0054]
〔银:0.01质量%以上0.5质量%以下〕
[0055]
银(ag)的含量没有特别限定,优选相对于100质量%的铜合金条材为0.01质量%以上0.5质量%以下。若银的含量低于0.01%,则能够无法充分获得电阻温度系数的改善及体积电阻率调节的效果。另一方面,若银的含量超过0.5质量%,则原料成本升高,却无法获得与之相应的效果。需要说明的是,银的含量也可以为例如0质量%以上(包括不含银的情况)、0.001质量%以上、0.005质量%以上。
[0056]
〔镁:0.01质量%以上0.5质量%以下〕
[0057]
镁(mg)的含量没有特别限定,优选相对于100质量%的铜合金条材为0.01质量%以上0.5质量%以下。若镁的含量低于0.01质量%,则可能无法充分获得电阻温度系数的改善及体积电阻率调节的效果。另一方面,若镁的含量超过0.5质量%,则存在焊料润湿性降低的可能。需要说明的是,镁的含量也可以为例如0质量%以上(包括不含镁的情况)、0.001质量%以上、0.005质量%以上。
[0058]
〔钴:0.01质量%以上0.5质量%以下〕
[0059]
钴(co)的含量没有特别限定,优选相对于100质量%的铜合金条材为0.01质量%以上0.5质量%以下。若钴的含量低于0.01质量%,则可能无法充分获得电阻温度系数的改善及体积电阻率调节的效果。另一方面,若钴的含量超过0.5质量%,则存在焊料润湿性降低的可能。需要说明的是,钴的含量也可以为例如0质量%以上(包括不含钴的情况)、0.001质量%以上、0.005质量%以上。
[0060]
〔磷:0.01质量%以上0.5质量%以下〕
[0061]
磷(p)的含量没有特别限定,优选相对于100质量%的铜合金条材为0.01质量%以上5质量%以下。若磷的含量低于0.01%,则可能无法充分获得电阻温度系数的改善及体积电阻率调节的效果。另一方面,若磷的含量超过0.5质量%,则存在铜合金条材的制造性显
著降低的可能。需要说明的是,磷的含量也可以为例如0质量%以上(包括不含磷的情况)、0.001质量%以上、0.005质量%以上。
[0062]
〔余量:铜及不可避免的杂质〕
[0063]
除了上述的必含成分及任意添加成分以外,余量包含cu(铜)及不可避免的杂质。需要说明的是,这里所说的“不可避免的杂质”是指:在大致的铜系制品中原料中存在的成分、制造工序中不可避免地混入的成分,是原本并不需要的成分,但由于为微量且不会对铜系制品的特性造成影响而容许的杂质。就作为不可避免的杂质而举出的成分而言,例如,可举出硫(s)、氧(o)等非金属元素、铝(al)、锑(sb)等金属元素。需要说明的是,关于这些成分的含量的上限,每种上述成分为0.05质量%、上述成分的总量为0.20质量%即可。
[0064]
本发明的铜合金条材作为电阻器、例如分流电阻器、芯片电阻器用的电阻材料极为有用。
[0065]
(2)铜合金条材的制造方法
[0066]
详细说明上述本发明一实施方式的铜合金条材的制造方法。该制造方法的特征在于,依次具有:铸造工序[工序1]、均质化处理工序[工序2]、热轧工序[工序3]、面切削工序[工序4]、第1冷轧工序[工序5]、第1氧化被膜形成工序[工序6]及第1氧化被膜去除工序[工序7],在上述第1氧化被膜形成工序中,将在第1冷轧工序中得到的第1冷轧板在含有0.01~2.00体积%的氧的中性气体气氛下、于200℃以上800℃以下进行加热,形成第1氧化被膜,在上述第1氧化被膜去除工序中,使用硫酸水溶液将在上述第1氧化被膜形成工序中形成的上述第1冷轧板的上述第1氧化被膜去除。另外,也可以根据需要追加第2冷轧工序[工序8]或第2氧化被膜形成工序[工序9]及第2氧化被膜去除工序[工序10]。以下,说明各工序。
[0067]
<铸造工序[工序1]>
[0068]
在铸造工序[工序1]中,在铸造机内部(内壁)优选为碳制的例如石墨坩埚中,对cu、si等的铜合金板材的原料(铜合金原材料)进行熔融、铸造。为了防止生成氧化物,优选熔融时的铸造机内部的气氛为真空或氮气、氩气等非活性气体气氛。铸造方法没有特别限制,能够使用例如水平连铸机、上引法等。
[0069]
<均质化处理工序[工序2]>
[0070]
在铸造[工序1]中,由于铸块时产生的凝固偏析、晶析物粗大,因此,在均质化处理工序[工序2]中,尽量使之固溶于母相而减小,并尽可能消除。具体来说,例如,在非活性气体中等加热至800~1000℃进行1~24小时的均质化处理。
[0071]
<热轧工序[工序3]>
[0072]
在热轧[工序3]中,例如,将实施均质化处理后的铸块于800℃~1000℃左右的处理温度轧制为期望的板厚。热加工没有特别限制,可以是轧制加工或挤出加工中的任意。
[0073]
<面切削工序[工序4]>
[0074]
在面切削工序[工序4]中,将铜合金板材的表皮的氧化膜、改性层去除。能够通过通常已知的方法、例如机械研磨进行。作为面切削的厚度,可以为例如0.1~3mm左右。
[0075]
<第1冷轧工序[工序5]>
[0076]
在第1冷轧工序[工序5]中,进行例如加工度为90%的冷轧。
[0077]
<第1氧化被膜形成工序[工序6]>
[0078]
在第1氧化被膜形成工序[工序6]中,将在上述第1冷轧工序中得到的第1冷轧板在
含有0.01~2.00体积%的氧的中性气体气氛下、于200℃以上800℃以下进行加热,形成第1氧化被膜。加热时间优选为例如10秒~10小时。积极形成第1氧化被膜的理由在于,为了形成以mn氧化物为主成分的氧化被膜。需要说明的是,“第1氧化被膜形成工序”等带有“第1”的表述是为了与后述的“第2氧化被膜形成工序”等区分。其中,“第2氧化被膜形成工序”等并非必需工序,也可以仅进行“第1氧化被膜形成工序”。
[0079]
<第1氧化被膜去除工序[工序7]>
[0080]
第1氧化被膜去除工序[工序7]为使用硫酸水溶液将在上述氧化被膜形成工序中形成的上述第1冷轧板的上述第1氧化被膜去除的工序。优选硫酸水溶液的浓度为例如1~50%,更优选为5~30%。通过这样的第1氧化被膜去除工序,能够将表层的mn氧化物化学熔融去除,由此,能够制得表层中锰浓度小的铜合金条材。
[0081]
<第2冷轧工序[工序8]>
[0082]
也可以在第1氧化被膜去除工序[工序7]后进一步设置第2冷轧工序[工序8]。在该第2冷轧工序[工序8]中,进行例如加工度为0~75%的冷轧,使板厚均匀。第2冷轧后的板厚也取决于用途等,能够设为例如0.01~10mm。由此,能够制得上述本发明的铜合金条材。
[0083]
<第2氧化被膜形成工序[工序9]>
[0084]
也可以在第1氧化被膜去除工序[工序7]或第2冷轧工序[工序8]后,进一步设置第2氧化被膜形成工序[工序9]。该第2氧化被膜形成工序为将在第2冷轧工序中得到的第2冷轧板在含有0.01~2.00体积%的氧的中性气体气氛下、于200℃以上800℃以下进行加热以形成第2氧化被膜的工序。具体的操作与第1氧化被膜形成工序相同。
[0085]
<第2氧化被膜去除工序[工序10]>
[0086]
第2氧化被膜形成工序为使用硫酸水溶液将在上述第2氧化被膜形成工序中形成的上述第2冷轧板的上述第2氧化被膜去除的工序。具体的操作与第1氧化被膜去除工序相同。
[0087]
为了使mn含量与cu含量的比值(表层[mn/cu]比值)低于0.030,需要在氧气浓度得到控制的中性气体气氛下优先使mn氧化,然后通过湿式工序将在前工序中形成的氧化被膜去除。此时,为了减小表层[mn/cu]比值,需要使mn的优先氧化量增加,需要对热处理温度、时间、氧气浓度进行适当调节以得到期望的氧化量。之后,通过使用硫酸溶液将氧化膜去除,从而能够形成表层[mn/cu]比值小的表层。另外,电气特性、特别是电阻温度系数(tcr)在mn浓度高时优异,这与焊料润湿性相反。特别是,为了更高水准地兼顾电气特性和焊料润湿性,要求内部的mn浓度高、表层的mn浓度低。为了满足这一要求,需要以实现内部的浓度为目标,进行熔融铸造,然后在最终工序中形成上述比值小的表层。虽然在冷加工状态下也能够获得表层[mn/cu]比值小的表层,但存在因冷轧加工而表层[mn/cu]比值小的表层变薄的可能,优选最后进行氧化处理、去除处理。
[0088]
以上对本发明的实施方式进行了说明,但本发明并不限定于上述实施方式,包括本发明的概念及权利要求书所包含的全部方案,能够在本发明的范围内进行多种改变。
[0089]
实施例
[0090]
接下来,为了使本发明的效果更加明确,对本发明例及比较例进行说明,但本发明并不限定于这些实施例。
[0091]
(发明例1~22、比较例1及3)
[0092]
通过铸造来制造具有下述表1的“合金组成”栏中记载的合金组成的铸块。接下来,针对该铸块,在加热温度为800℃以上1000℃以下、加热时间为10分钟以上10小时以下的条件下实施热处理,使合金成分均质化,然后通过热轧成形为板状并进行水冷,制得板状物。
[0093]
接下来,对通过热轧而制得的板状物实施面切削,以单面各1mm的方式将表面的氧化膜去除,然后,以加工率为90%以上的规定加工率对板状物进行冷轧,将第1冷轧后的板厚分别调节为0.15mm、0.23mm、0.50mm。
[0094]
接下来,在由氮气与空气的混合气体形成且氧气浓度控制为0.01~2.00体积%的炉内,在规定的条件(加热温度及加热时间)下对表面实施氧化处理。在氧化处理后,使用20%硫酸水溶液将表面的氧化被膜去除。
[0095]
之后,在第1冷轧后的板厚为0.15mm的发明例1、4、7、10、13、16、19、22以外的发明例中,以35%(第1冷轧后的板厚为0.23mm的情况)或70%(第1冷轧后的板厚为0.50mm的情况)实施第2冷轧,在任一情况下,均制得板厚为0.15mm的轧制板(铜合金条材)。需要说明的是,在本发明例1、4、7、10、13、16、19、22及比较例1~3中未实施第2冷轧,因此在下述表1的“第2冷轧工序”中栏中记为
“‑”
。
[0096]
需要说明的是,在本发明例5、6、8、9、12、14、15、17、18、20及21中,在第2冷轧后,再次实施氧化处理(第2氧化被膜形成工序),然后使用20%硫酸水溶液将表面的氧化被膜去除以制得铜合金条材。需要说明的是,在本发明例1~4、7、10、11、13、16、19、22及比较例1~3中,由于未进行第2氧化被膜形成工序及第2氧化被膜去除工序,因此在下述表1的“第2氧化被膜形成工序”栏中记为
“‑”
。
[0097]
(比较例2)
[0098]
将第1冷轧后的板厚变更为0.35mm,并在氧化处理后通过湿式研磨以单面各0.1mm的方式将试料的表面去除,从而制得0.15mm厚的铜合金条材试料。
[0099]
[铜合金条材的组成]
[0100]
铜合金条材的化学组成通过icp分析进行测定,并示于下述表1。另外,表层[mn/cu]比值及表层mn含量/内部mn含量的比值使用俄歇电子能谱仪pih 680(ulvac
‑
phi株式会社)进行测定。具体来说,在由所得到的cu和mn的光谱得到原子%后,计算出cu的原子量为63.546、mn的原子量为54.938,通过mn和cu的质量%换算而计算出它们的含量。需要说明的是,将如下得到的值作为表层[mn/cu]比值(由表面与自表面起深度方向的0.05μm位置划分而成的表层区域中的平均[mn/cu]比值)并示于下述表1,所述值为将测定时的溅射速度设为2kv(以sio2换算值计为10nm/min),将在从0分钟到5分钟的时间内以0.25分钟间隔测得的(mn含量)/(cu含量)的比值以质量比换算并取平均、进一步在表背各测定5处并取平均而得到的。此时,将在该表层区域中以0.25分钟间隔测定mn含量并取平均、进一步在表背各测定5处并取平均得到的值作为“在表层区域中测得的mn含量”(表层mn含量)而求出。另外,将如下得到的值作为“在内部区域中测得的mn含量”(内部mn含量)而求出,所述值为在由自表面起深度方向的5μm位置与自表面起深度方向的10μm位置划分而成的内部区域中,将测定时的溅射速度设为4kv(以sio2换算值计为100nm/min),将在从50分钟到100分钟的时间内以0.25分钟间隔测得的mn含量取平均、进一步在表背各测定5处并取平均而得到的。根据按照以上方式求出的表层mn含量和内部mn含量的值,将表层mn含量/内部mn含量的比值示于表1。
[0101]
测定装置:pih 680(ulvac
‑
phi株式会社)
[0102]
分析面积:10
×
10μm
[0103]
溅射速度:2.4kv(以sio2换算值计为10或100nm/min)
[0104]
[焊料润湿性]
[0105]
使用可焊性测试仪,将切断为10mm宽度的试验片以浸渍速度为25mm/sec在加热至245℃的sn
‑
3ag
‑
0.5cu合金中浸渍10mm,读取最大润湿载荷(mn)。需要说明的是,助焊剂使用rma型(rm615),将润湿载荷为5mn以上的情况评价为焊料润湿性优异
“◎”
,将4mn以上且低于5mn的情况评价为焊料润湿性良好
“○”
,将润湿载荷低于4mn的情况评价为焊料润湿性差
“×”
,并示于表1。
[0106]
[电阻温度系数(tcr)]
[0107]
基于jis c2526(1994)规定的方法,测定板材的20℃以上50℃以下的范围的平均电阻温度系数(tcr)。将20℃以上50℃以下的范围的平均电阻温度系数的绝对值为200ppm/k以下的情况评价为电气特性优异
“◎”
,将超过200ppm/k且为400ppm/k以下的情况评价为电气特性良好
“○”
,将超过400ppm/k的情况评价为电气特性差
“×”
,并示于表1。
[0108]
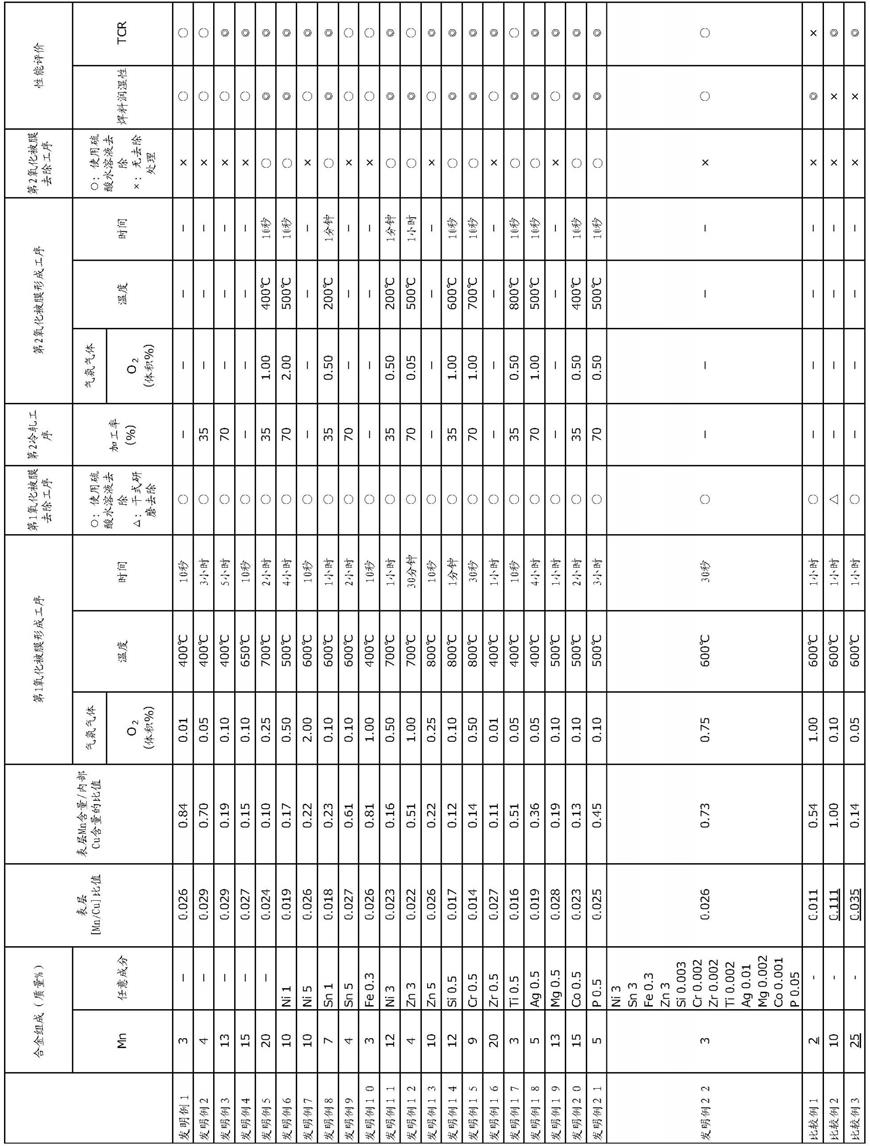
[表1]
[0109][0110]
由上述表1可知,本发明例1~22的铜合金条材兼具低tcr及良好的焊料润湿性,需要说明,本发明例1~22的铜合金条材具有下述组成,所述组成含有3质量%以上20质量%以下的锰,余量包含铜及不可避免的杂质,利用俄歇电子能谱法在由表面与自该表面起深度方向的0.05μm位置划分而成的表层区域中测得的、mn含量与cu含量的比值(表层[mn/cu]比值)换算为质量比时低于0.030。
[0111]
与此相对,锰含量为2质量%(比本发明的适当范围少)的比较例1的铜合金条材虽然具有良好的焊料润湿性,但tcr高、电气特性差。
[0112]
另外,表层[mn/cu]比值为0.111的比较例2的铜合金条材虽然具有低tcr,但焊料
润湿性差。
[0113]
此外,锰含量为25质量%(比本发明的适当范围多)的比较例3的铜合金条材虽然具有低tcr,但焊料润湿性差。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1