三维造型装置的制作方法
1.本公开涉及三维造型装置。
背景技术:
2.专利文献1以及专利文献2公开了一种有关对造型物进行造型的三维造型装置的技术。专利文献1公开的对造型物进行造型的技术中,对在旋转的成型容器上涂覆的材料照射能量束。在专利文献2公开的对造型物进行造型的技术中,从打印头内的喷墨口向旋转的工作台的材料排出液体。对该液体实施用于使其固化的印刷处理。
3.专利文献1:日本特表2005
‑
534543号公报
4.专利文献2:日本特开2016
‑
74205号公报
5.例如,专利文献1记载的三维造型装置,一边使作为成型容器的工作台旋转、一边对沿着工作台的旋转方向的多个区域依次照射能量束。其结果造型物的各层被层叠。工作台的旋转速度基于能量束向工作台上的多个区域的照射所需要的时间来设定。工作台的旋转速度例如设定为恒定值。但存在造型物的层的截面的面积在每个区域不同的情况。其结果,根据面积的不同,能量束的照射所需要的时间也按照每个区域而变化。在该情况下,工作台的旋转速度不与该照射所需要的时间的变化对应。因此,产生造型时间的损失。
技术实现要素:
6.本公开对能够缩短造型时间的三维造型装置进行说明。
7.本公开的三维造型装置,通过对向工作台的主面供给的粉末材料照射能量束,由此对三维的造型物进行造型。三维造型装置具备:旋转驱动部,其使工作台以旋转轴线为中心沿周向旋转;区域设定部,其设定多个分割区域,该多个分割区域通过将与和旋转轴线交叉的造型物的截面对应的工作台的主面的能量束的照射区域沿周向分割而成;照射部,其面对工作台的主面,按照每个分割区域对粉末材料照射能量束;以及旋转速度调整部,其调整工作台的旋转速度。多个分割区域中的第一分割区域的每单位中心角的面积,比多个分割区域中的第二分割区域的每单位中心角的面积小。旋转速度调整部以使能量束向第一分割区域照射的期间内工作台的旋转速度比能量束向第二分割区域照射的期间内工作台的旋转速度快的方式进行调整。
8.在三维造型装置中,一边使工作台以旋转轴线为中心沿周向旋转、一边按照每个分割区域对工作台的主面的粉末材料依次照射能量束。在此,第一分割区域的每单位中心角的面积比第二分割区域的每单位中心角的面积小。因此,向第一分割区域的每单位中心角的面积照射能量束所需要的时间,比向第二分割区域的每单位中心角的面积照射能量束所需要的时间短。其结果,假设以向第二分割区域照射能量束所需要的时间为基准将工作台的旋转速度设定为恒定值,则从向第一分割区域照射能量束结束起,到开始向下一个分割区域照射能量束为止会产生等待时间。与此相对,在上述的三维造型装置中,能量束向第一分割区域照射的期间内工作台的旋转速度被调整为比能量束向第二分割区域照射的期
间内工作台的旋转速度快。这样,通过使向第一分割区域照射能量束时的工作台的旋转速度变快,从而能够减少上述等待时间。由此,能够缩短造型物的造型时间。
9.在一些方式中,第一分割区域的第一中心角也可以是与第二分割区域的第二中心角不同的值。例如,增大第一分割区域的第一中心角,减小第二分割区域的第二中心角较。其结果,能够增大照射区域中的第一分割区域的比例,减小照射区域中的第二分割区域的比例。这样,通过增大工作台的旋转速度较快的第一分割区域的比例,从而能够缩短工作台旋转一周所需要的时间。因此,根据上述的结构,能够进一步缩短造型物的造型时间。
10.在一些方式中,区域设定部也可以包括进行旋转角亦即相位差的调整的相位差调整部,该旋转角表示在工作台的主面内与旋转轴线交叉的基准线、和在周向上规定第二分割区域的中心角的分割线之差。相位差调整部也可以将调整后的第二分割区域的相位差设定为与调整前的第二分割区域的相位差不同的值,在基于相位差调整部进行的调整前后,第二分割区域的中心角为相同的值。这样,通过调整第二分割区域的相位差,能够缩小第二分割区域的每单位中心角的面积。与之对应地,能够缩短向第二分割区域的每单位中心角的面积照射能量束所需要的时间。其结果,能够使向第二分割区域的照射能量束期间内工作台的旋转速度变快,因此能够进一步缩短造型物的造型时间。
11.根据本公开的一些方式,提供一种能够缩短造型时间的三维造型装置。
附图说明
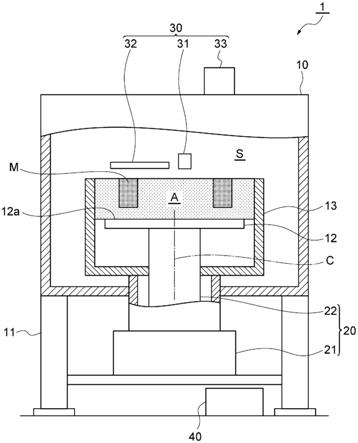
12.图1是表示一个实施方式的三维造型装置的剖视图。
13.图2是表示图1的三维造型装置所具备的处理部的构成图。
14.图3是表示图1的三维造型装置所具备的控制部的结构的框图。
15.图4的(a)、图4的(b)以及图4的(c)是用于说明图3的控制部的处理顺序的图。
16.图5是用于对由图3的控制部设定的分割区域的中心角的限制进行说明的图。
17.图6是用于对由图3的控制部设定的分割区域的面积进行说明的图。
18.图7的(a)是用于说明图6的分割区域的面积的曲线图。图7的(b)是用于说明图6的分割区域的面积与工作台的旋转速度的关系的曲线图。
19.图8是表示第一变形例的三维造型装置所具备的控制部的结构的框图。
20.图9是用于对由图8的控制部设定的分割区域的面积进行说明的图。
21.图10的(a)是用于说明图9的分割区域的面积的曲线图。图10的(b)是用于说明图9的分割区域的面积与工作台的旋转速度的关系的曲线图。
22.图11是表示第二变形例的三维造型装置所具备的控制部的结构的框图。
23.图12是用于对由图11的控制部设定的分割区域的面积进行说明的图。
24.图13的(a)是用于说明图12的分割区域的面积的曲线图。图13的(b)是用于说明图12的分割区域的面积与工作台的旋转速度的关系的曲线图。
具体实施方式
25.以下,一边参照附图、一边对本公开的三维造型装置1进行说明。另外,在附图的说明中对相同的要素标注相同的附图标记。而且省略重复的说明。在以下的说明中,“上”和“下”这类用语是以后述的工作台12的旋转轴线c(参照图1)沿着铅垂方向的状态为基准使
用的。“下”的用语在旋转轴线c沿着铅垂方向的状态下表示铅垂方向的地面侧。“上”的用语在旋转轴线c沿着铅垂方向的状态下表示铅垂方向上的与地面相反的一侧。“周向”表示沿着以工作台12的旋转轴线c为中心的环的方向。“周向”表示包含工作台12的旋转方向r(参照图2)的方向。
26.图1所示的三维造型装置1是所谓的3d打印机。三维造型装置1从粉末材料a制造三维的造型物m。例如,三维造型装置1通过对粉末材料a照射能量束,由此使粉末材料a熔融或者烧结。其结果,造型出三维的造型物m。三维造型装置1采用粉末床方式。在粉末床方式中,为了造型而对铺匀的粉末材料a照射电子束。
27.粉末材料a是金属的粉末。粉末材料a例如是钛系金属粉末、铬镍铁合金粉末、铝粉末等。粉末材料a不限定于金属粉末。粉末材料a例如也可以是树脂粉末。粉末材料a也可以是包含cfrp(carbon fiber reinforced plastics:碳纤维增强塑料)等碳纤维的粉末。粉末材料a也可以是包含树脂的粉末。粉末材料a也可以是具有导电性的其他粉末。另外,本公开的粉末材料a不限定于具有导电性的粉末。例如,在作为能量束而使用激光的情况下,粉末材料a也可以不具有导电性。
28.三维造型装置1具备壳体10、驱动部20、处理部30以及控制部40。壳体10被多个柱11支承。壳体10是形成造型空间s的腔室。造型空间s收容粉末材料a。造型空间s是用于进行处理部30对粉末材料a的处理的空间。造型空间s能够减压且能够保持气密。在造型空间s配置有工作台12和收容工作台12的造型罐13。工作台12是进行造型处理的处理台。工作台12的形状例如是圆板。在工作台12的主面12a上配置有作为造型物m的原料的粉末材料a。工作台12的主面12a也可以说是造型面或者上表面。工作台12能够相对于壳体10旋转。工作台12的旋转轴线c与壳体10的中心轴线重叠。旋转轴线c也可以沿着上下方向。换言之,旋转轴线c也可以沿着铅垂方向。
29.驱动部20与工作台12连接。驱动部20实现造型所需的各种动作。驱动部20例如具有旋转驱动部21和直线驱动部22。旋转驱动部21使工作台12以旋转轴线c为中心沿周向旋转。例如,在旋转驱动部21的上端连结有工作台12。在旋转驱动部21的下端安装有例如马达等驱动源。旋转驱动部21使工作台12相对于造型罐13相对地升降。该升降沿着旋转驱动部21的旋转轴线c。因此,工作台12借助驱动部20进行绕旋转轴线c的旋转和沿着旋转轴线c的直线移动。另外,驱动部20只要是能够使工作台12旋转以及升降的机构即可,并不限定于上述的机构。
30.处理部30对粉末材料a进行处理而得到造型物m。粉末材料a的处理例如包括粉末材料a的供给处理、粉末材料a的预热处理(预备加热处理)、以及粉末材料a的造型处理。处理部30配置于工作台12的上方。处理部30面对工作台12的主面12a。如图2所示,处理部30例如具备:进行粉末材料a的供给处理的送料器31、进行粉末材料a的预热处理的加热器32、以及进行粉末材料a的造型处理的束源33。送料器31、加热器32以及束源33沿着工作台12的旋转方向r配置。
31.送料器31是向工作台12的主面12a上供给粉末材料a的供给部。例如,送料器31具有未图示的原料罐和匀料部。原料罐贮存粉末材料a。原料罐向工作台12的主面12a上供给粉末材料a。匀料部将工作台12上的粉末材料a的表面铺匀。另外,送料器31也可以代替匀料部而具有辊部、棒状部件以及刷毛部等。
32.加热器32是进行供给至工作台12的主面12a上的粉末材料a的预备加热的加热部。加热器32对被照射电子束前的粉末材料a进行预备加热。例如,加热器32配置于工作台12的上方。加热器32通过放射热使粉末材料a的温度上升。例如,作为加热器32也可以使用红外线加热器。加热器32也可以通过其他方式进行加热。
33.束源33射出电子束。束源33是将电子束照射于粉末材料a的照射部。例如,使用电子枪作为束源33。束源33产生与在阴极与阳极之间产生的电位差对应的电子束。束源33通过电场的调整而使电子束汇聚。束源33将电子束照射于希望的位置。
34.通过沿着工作台12的旋转方向r的送料器31、加热器32以及束源33的配置、和使工作台12旋转的造型,能够并行地进行粉末材料a向工作台12的主面12a上的供给处理、粉末材料a的预备加热处理、以及基于能量束照射进行的造型处理。即,在相同的时刻,进行送料器31的位置的粉末材料a的供给、加热器32的位置的粉末材料a的预备加热、以及束源33的位置的能量束照射。其结果,造型出造型物m。因此,与依次进行粉末材料a的供给、粉末材料a的预备加热以及能量束照射的情况相比,能够缩短造型物m的造型时间。特别是在对大型的造型物m进行造型的情况下很有效。
35.图1所示的控制部40进行三维造型装置1的装置整体的控制。控制部40例如具有执行程序的cpu、rom及ram等的存储部、输入输出部以及驱动器。控制部40的多个功能通过在cpu的控制下使输入输出部动作,进行存储部中的数据的读取以及写入来实现。控制部40的形态以及配置场所不作特别地限定。控制部40与驱动部20以及处理部30电连接。控制部40进行工作台12的旋转控制以及升降控制、送料器31的工作控制、加热器32的工作控制、以及束源33的工作控制等。
36.如图3所示,控制部40与驱动部20的旋转驱动部21电连接。控制部40对旋转驱动部21输出控制信号,从而通过旋转驱动部21的动作进行工作台12的旋转控制。例如,控制部40使旋转驱动部21工作。其结果,工作台12以旋转轴线c为中心沿旋转方向r旋转。通过后述的旋转速度调整部44对工作台12的旋转速度进行调整。
37.控制部40与驱动部20的直线驱动部22电连接。控制部40对直线驱动部22输出控制信号。其结果,通过直线驱动部22的动作进行工作台12的升降控制。例如,控制部40使直线驱动部22工作,从而使工作台12升降。具体而言,控制部40在造型的初期将工作台12配置于造型罐13的上部的位置。然后,控制部40随着造型物m的造型的进行而使工作台12下降。工作台12的下降速度例如可以根据工作台12的旋转速度来决定。
38.控制部40与处理部30的送料器31电连接。控制部40对送料器31输出控制信号。其结果,进行粉末材料a的供给控制。例如,控制部40使送料器31工作。其结果,向工作台12的主面12a上供给粉末材料a。工作台12上的粉末材料a的表面层随着工作台12的旋转而被铺匀。
39.控制部40与处理部30的加热器32电连接。控制部40对加热器32输出控制信号。其结果,进行粉末材料a的预热控制。例如,控制部40使加热器32工作。其结果,对工作台12的主面12a上的粉末材料a进行加热,从而进行粉末材料a的预备加热。向粉末材料a给予的热量可以根据粉末材料a的材质及种类、工作台12的旋转速度等来设定。
40.控制部40与处理部30的束源33电连接。控制部40对束源33输出控制信号。其结果,进行电子束的出射控制。例如,控制部40使束源33工作。其结果,产生电子束,因此向粉末材
料a的规定的位置照射电子束。被照射电子束的位置是应当造型出造型物m的区域。电子束向预先设定的照射位置照射。通过后述的照射位置设定部43来设定照射位置。
41.控制部40包括数据取得部41、区域设定部42、照射位置设定部43、以及旋转速度调整部44。如图4的(a)所示,数据取得部41取得造型物m的截面的切片数据d。造型物m的截面在造型物m中与旋转轴线c交叉。在本公开中,造型物m的截面在造型物m中与旋转轴线c正交。即,造型物m的截面是水平截面。数据取得部41利用造型物m的三维cad(computer
‑
aided design)数据,取得造型物m的切片数据d。在图4的(a)中,对造型物m为圆柱体的情况进行了图示,但造型物m也可以具有其他形状。数据取得部41根据造型物m的上下的位置而取得多个切片数据d。一层的切片数据d对应于一层的粉末材料a。
42.如图4的(b)所示,区域设定部42对在工作台12的主面12a上被照射电子束的照射区域45进行设定。在图4的(b)中,从旋转轴线c延伸的方向示出一层的切片数据d所包含的造型物m的水平截面。照射区域45是在工作台12的主面12a中能够被照射电子束的全体区域。照射区域45对应于切片数据d所包含的造型物m的水平截面。区域设定部42对多个切片数据d设定照射区域45。在图4的(b)所示的例子中,照射区域45作为以旋转轴线c为中心的圆形状的区域被示出。
43.区域设定部42在以旋转轴线c为中心的周向上将照射区域45分割为多个分割区域50。在图4的(b)所示的例子中,多个分割区域50的形状是以旋转轴线c为中心的扇形。分割区域50的中心角δθ例如是彼此相同的值。多个分割区域50的中心角δθ例如小于图5所示的造型区域f所收纳的分割区域50的最大的中心角δθf的一半。
44.造型区域f例如是圆形的区域。束源33能够向造型区域f照射电子束。在收纳于造型区域f的分割区域50的最大的中心角δθf为60度的情况下,分割区域50的中心角δθ小于30度。通过这样设定中心角δθ,从而在分割区域50借助工作台12的旋转而旋转移动之时,能够在分割区域50通过造型区域f的期间完成对分割区域50的造型处理。换言之,能够抑制:在分割区域50的造型处理完成前,分割区域50通过造型区域f。
45.照射位置设定部43对每个分割区域50设定电子束的照射位置。如图4的(c)所示,照射位置设定部43将电子束的照射位置设定作为照射点p。照射点p沿着按照每个分割区域50设定的轨道数据t以规定的间隔配置。例如,照射位置设定部43生成沿着恒定的方向排列的轨道的数据作为轨道数据t。电子束的照射位置是用于照射电子束的目标。照射位置可以与现实的照射位置对应地设定。照射位置也可以作为电子束的照射控制的指令位置被设定。
46.图4的(c)示出沿着轨道数据t作为照射点p被设定的照射位置。在图4的(c)的例子中,照射位置的数据由轨道数据t和点数据组构成。即,在图4的(c)中,在轨道数据t上以规定的间隔设定有照射点p。该照射点p是电子束的照射位置。轨道数据t以及轨道数据t上的照射点p表示分割区域50内的照射位置。此外,针对分割区域50的照射位置的设定并非限定于这种情况。即,针对分割区域50的照射位置的设定并不限定于设定轨道数据t以及点数据组。对于照射位置的设定而言,只要将电子束针对分割区域50照射于希望的位置,则也可以是其他设定方式。例如,作为照射位置的设定,也可以针对一个轨道数据t设定一个照射点p。另外,作为照射位置的设定,也可以仅进行轨道数据t的设定。在这种情况下,电子束以沿着轨道数据t扫描的方式进行照射。
47.旋转速度调整部44针对每个分割区域50调整工作台12的旋转速度。即,旋转速度调整部44针对每个分割区域50设定工作台12的旋转速度。以下,参照图6以及图7对由旋转速度调整部44进行的具体的旋转速度的设定的方法进行说明。
48.图6是详细地表示分割区域50的图。在图6中,造型物m作为以沿铅垂方向延伸的旋转轴线c为中心轴的车轮而示出。照射区域45与将车轮以水平面切断时的截面形状对应。例如,照射区域45具有双圆环状部分60和多个直线状部分61。双圆环状部分60以旋转轴线c为中心。多个直线状部分61将双圆环状部分60的多个圆环形状部分在径向上相连。例如,多个直线状部分61在周向上以等间隔分离地排列。
49.多个分割区域50是将照射区域45沿周向分割而成的区域。多个分割区域50由多个第一分割区域51和多个第二分割区域52构成。多个第一分割区域51以及多个第二分割区域52在周向上排列于相互不同的位置。第二分割区域52包括直线状部分61。第二分割区域52的面积比第一分割区域51的面积大。第一分割区域51包括直线状部分61以外的双圆环状部分60。第一分割区域51的面积比第二分割区域52的面积小。此外,在第一分割区域51中,双圆环状部分60分离地配置。第一分割区域51的面积是分离的双圆环状部分60的面积的合计。在以下的说明中,为了便于说明,存在将“第一分割区域51以及第二分割区域52的每一个”集中称为“分割区域50”的情况。
50.如图6所示,周向上的分割区域50的位置根据以旋转轴线c为中心的角度θ来规定。角度θ以基准线l为基准来设定。基准线l是在照射区域45中与旋转轴线c正交(或者交叉)的直线。在图6所示的例子中,基准线l被设定于与分割区域50的一条分割线重叠的位置。分割线是图6中的虚线。分割区域50的分割线是从旋转轴线c沿径向延伸的直线。分割线在周向上表示分割区域50的边界。若将旋转方向r上的基准线l的位置设为θ=0,则旋转方向r上的多个分割区域50的分割线的位置被规定为θ=θ1、θ2、θ3
···
。
51.旋转角度表示在周向上彼此相邻的两条分割线之差。旋转角度是分割区域50的中心角δθ。即,中心角δθ由分割区域50的两条分割线规定。中心角δθ也可以被规定为在周向上将照射区域45分割为分割区域50的分割角度。多个分割区域50的中心角δθ如上述那样例如是彼此相同的值。因此,第一分割区域51的第一中心角δθ与第二分割区域52的第二中心角δθ相同。
52.径向上的分割区域50的长度r是在某一角度θ下,仅将分割区域50存在的部分的长度合计得到的值,不包含分割区域50不存在的部分。因此,如图6所示,第一分割区域51的长度r是仅双圆环状部分60的多个圆环形状部分的长度的合计。另一方面,第二分割区域52的长度r是在示出直线状部分61的位置的角度θ下,直线状部分61的长度和双圆环状部分60的多个圆环形状部分的长度的合计。
53.在图7的(a)中,横轴表示以旋转轴线c为中心的角度θ。纵轴表示以旋转轴线c为中心的径向上的分割区域50的长度r。如上述那样,若定义分割区域50的长度r,则分割区域50的面积是分割区域50的中心角δθ和分割区域50的长度r的积。在本公开中,如上述那样,第一分割区域51的第一中心角δθ与第二分割区域52的第二中心角δθ彼此相同。另一方面,如图7的(a)所示,例如,角度θ从0到θ1的第一分割区域51的长度r的平均值,比角度θ从θ2到θ3的第二分割区域52的长度r的平均值小。因此,第一分割区域51的每单位中心角的面积比第二分割区域52的每单位中心角的面积小。
54.在图7的(b)中,横轴表示角度θ。纵轴表示工作台12的旋转速度。旋转速度调整部44针对每个分割区域50设定工作台12的旋转速度。具体而言,旋转速度调整部44在向第二分割区域52照射电子束的期间,设定工作台12的旋转速度ω2。另一方面,旋转速度调整部44在向第一分割区域51照射电子束的期间,将工作台12的旋转速度ω1设定为比旋转速度ω2快。
55.工作台12的旋转速度根据分割区域50的每单位中心角的面积来决定。分割区域50的每单位中心角的面积越大,则电子束照射分割区域50的每单位中心角的面积所需要的时间越长。电子束照射分割区域50的每单位中心角的面积所需要的时间称为“单位照射时间”。另一方面,分割区域50的每单位中心角的面积越小,则单位照射时间越短。在单位照射时间较长的情况下,为了完成电子束向分割区域50的所有部分的照射,需要将工作台12的旋转速度设为较慢。但是,在单位照射时间较短的情况下,即使将工作台12的旋转速度设为较快,也能够完成电子束向分割区域50的所有部分的照射。因此,针对每单位中心角的面积较小的分割区域50,能够将工作台12的旋转速度设为较快。此外,每单位中心角的面积与旋转速度的关系只要是遵循上述的关系,就没有特别的限制。例如,可以设为第一分割区域51的每单位中心角的面积是第二分割区域52的每单位中心角的面积的1/2。在该情况下,可以设为第一分割区域51中的工作台12的旋转速度是第二分割区域52中的工作台12的旋转速度的2倍。
56.如上述那样,第一分割区域51的每单位中心角的面积比第二分割区域52的每单位中心角的面积小。因此,第一分割区域51的单位照射时间比第二分割区域52的单位照射时间短。因此,向第一分割区域51照射电子束的期间的旋转速度ω1比向第二分割区域52照射电子束的期间的旋转速度ω2快。
57.本公开的三维造型装置1根据分割区域50的每单位中心角的面积来变更工作台12的旋转速度。此外,在本公开中,多个分割区域50由第一分割区域51以及第二分割区域52构成。但是,多个分割区域50除了第一分割区域51以及第二分割区域52之外,还可以具有其他分割区域。在该情况下,选择这些分割区域中的任意的两个分割区域,将每单位中心角的面积较小的一方的分割区域定义为第一分割区域,将每单位中心角的面积较大的另一方的分割区域定义为第二分割区域。
58.接下来,对控制部40的处理顺序进行说明。首先,控制部40执行数据的读取处理。控制部40读取造型物m的三维cad数据。接下来,数据取得部41从三维cad数据取得切片数据d(参照图4的(a))。此时,数据取得部41与造型物m的上下的位置对应地取得多个切片数据d。
59.接下来,区域设定部42针对造型物m的第n层,设定在工作台12的主面12a上成为电子束的照射的对象的照射区域45(参照图4的(b))。此外,第n层的“n”为自然数。例如,在上下方向上,能够从上到下依次设为第一层,第双层,第3层
···
。而且,区域设定部42在以旋转轴线c为中心的周向上将照射区域45分割为多个分割区域50。在周向上将照射区域45分割为分割区域50的中心角δθ例如被设定为彼此相同的值。
60.接下来,照射位置设定部43针对每个分割区域50设定电子束的照射位置。照射位置设定部43将电子束的照射位置设定作为照射点p(参照图4的(c))。照射点p沿着针对每个分割区域50设定的轨道数据t以规定的间隔配置。例如,照射位置设定部43生成沿着恒定的
方向排列的轨道的数据作为轨道数据t。在此,分割区域50随着工作台12的旋转而移动。因此,照射位置设定部43也可以修正轨道数据t,以便沿着分割区域50照射电子束。例如,照射位置设定部43也可以将修正后的轨道数据t设为弯曲的轨迹。
61.接下来,旋转速度调整部44针对每个分割区域50决定工作台12的旋转速度。第一分割区域51的每单位中心角的面积比第二分割区域52的每单位中心角的面积小。因此,第一分割区域51的单位照射时间比第二分割区域52的单位照射时间短。由此,如图7的(b)所示,旋转速度调整部44将向第一分割区域51照射电子束的期间的旋转速度ω1设定为比向第二分割区域52照射电子束的期间的旋转速度ω2快。
62.接下来,对三维造型装置1的造型时的动作进行说明。在图1中,控制部40控制直线驱动部22。其结果,工作台12向上方移动。工作台12向上方移动,结果是配置于造型罐13的上部。另外,控制部40控制旋转驱动部21。其结果,工作台12以旋转轴线c为中心旋转。工作台12的旋转速度通过旋转速度调整部44来设定。旋转速度调整部44如上述那样在向第二分割区域52照射电子束的期间,将工作台12的旋转速度设定为ω2。在向第一分割区域51照射电子束的期间,将工作台12的旋转速度ω1设定为比旋转速度ω2快。
63.接下来,控制部40控制送料器31。其结果,向工作台12上供给粉末材料a。工作台12上的粉末材料a被重涂机铺匀。由送料器31供给的粉末材料a随着工作台12的旋转而移动。其结果,粉末材料a进入加热器32的下方的区域。加热器32对配置于加热器32的下方的粉末材料a进行预备加热。粉末材料a一边随着工作台12的旋转而移动、一边被加热。
64.由加热器32进行了预备加热的粉末材料a随着工作台12的旋转而移动。其结果,粉末材料a在工作台12的周向上接近束源33。控制部40控制束源33。其结果,对存在于束源33的照射范围内的粉末材料a照射电子束。具体而言,束源33针对存在于束源33的照射范围内的分割区域50的每一个照射电子束。分割区域50随着工作台12的旋转而以旋转轴线c为中心进行旋转移动。对多个分割区域50上的粉末材料a依次照射电子束。其结果,针对每个分割区域50造型出造型物m。
65.此时,例如,如图5所示,也可以设定分割区域50中的造型的开始位置pa。开始位置pa是与束源33的设置位置对应的固定的位置。开始位置pa是一个分割区域50的全部收纳于造型区域f内时的位置。即,束源33可以在一个分割区域50的全部都进入造型区域f时,开始该分割区域50的造型。
66.工作台12随着造型物m的造型的深入而下降。即,控制部40控制直线驱动部22。其结果,工作台12沿着旋转轴线c下降。工作台12的下降可以与工作台12的旋转同步。工作台12的下降可以不与工作台12的旋转完全同步。而且,在针对所有层的造型完成时,完成造型物m的造型。
67.对由以上说明的本公开的三维造型装置1得到的作用以及效果进行说明。在三维造型装置1中,一边使工作台12以旋转轴线c为中心沿旋转方向r旋转,一边按照分割区域50对工作台12的主面12a上的粉末材料a依次照射电子束。在此,第一分割区域51的每单位中心角的面积比第二分割区域52的每单位中心角的面积小。因此,第一分割区域51的单位照射时间比第二分割区域52的单位照射时间短。
68.由此,若以电子束朝向第二分割区域52的照射所需要的时间为基准将工作台12的旋转速度设定为恒定值,则从向第一分割区域51照射电子束结束起、到开始向下一个第一
分割区域51或者第二分割区域52照射电子束为止,将产生等待时间。与此相对,在三维造型装置1中,向第一分割区域51照射电子束期间的工作台12的旋转速度ω1比向第二分割区域52照射电子束期间的工作台12的旋转速度ω2快。这样,通过将向第一分割区域51照射电子束时工作台12的旋转速度ω1设为较快,从而能够减少上述的等待时间。因此,能够缩短造型物m的造型时间。
69.如以上那样对本公开的三维造型装置1进行了说明,但本公开的三维造型装置1并不限定于上述的说明。本公开的三维造型装置1能够在不脱离权利要求书记载的要旨的范围内采用各种变形方式。
70.图8示出第一变形例的三维造型装置的控制部40a的结构。本变形例的控制部40a的区域设定部42a包括中心角调整部42a。中心角调整部42a调整多个分割区域50a的中心角。具体而言,如图9所示,中心角调整部42a将第一分割区域511的第一中心角δθ1、和第二分割区域512的第二中心角δθ2设定为彼此不同的值。
71.第一分割区域511对应于由中心角调整部42a进行的调整前的第一分割区域51(参照图6)。第二分割区域512对应于由中心角调整部42a进行的调整前的第二分割区域52(参照图6)。若将旋转方向r上的基准线l的位置设为θ=0,则旋转方向r上的多个分割区域50a的分割线的位置被规定为θ=θ11,θ12,θ13
···
。
72.如图9所示,中心角调整部42a以使调整后的第一分割区域511的第一中心角δθ1比调整前的第一分割区域51的第一中心角δθ大的方式进行设定。另外,中心角调整部42a以使调整后的第二分割区域512的第二中心角δθ2比调整前的第二分割区域52的第二中心角δθ小的方式进行设定。第二分割区域512的第二中心角δθ2被设定为第二分割区域52中的直线状部分61以外的双圆环状部分60的面积进一步变小。第一分割区域511的第一中心角δθ1被设定为包含相互邻接的两个第一分割区域51。而且,第一分割区域511的第一中心角δθ1被设定为比第二分割区域512的第二中心角δθ2大。
73.在图10的(a)中,横轴表示以旋转轴线c为中心的角度θ。纵轴表示以旋转轴线c为中心的径向上的照射区域的长度r。此外,在图10的(a)中,用双点划线示出调整前的第一分割区域51以及第二分割区域52的分割线。由图10的(a)可知,第一分割区域511的整体的面积比调整前的第一分割区域51的整体的面积大相当于第一分割区域511的第一中心角δθ1变大的量。不过,第一分割区域511的径向上的长度r与第一分割区域51的径向上的长度r相同。由此,第一分割区域511的每单位中心角的面积与第一分割区域51的每单位中心角的面积相同。因此,第一分割区域511的单位照射时间与第一分割区域51的单位照射时间相同。
74.另一方面,第二分割区域512的整体的面积比调整前的第二分割区域52的整体的面积小相当于第二分割区域512的第二中心角δθ2变小的量。不过,例如,角度θ从θ11到θ12为止的第二分割区域512的长度r的平均值,比角度θ从θ2到θ3为止的第二分割区域52的长度r的平均值稍小。由此,第二分割区域512的每单位中心角的面积比第二分割区域52的每单位中心角的面积稍小。因此,第二分割区域512的单位照射时间比第二分割区域52的单位照射时间稍长。
75.在图10的(b)中,横轴表示角度θ。纵轴表示工作台12的旋转速度。此外,在图10的(b)中,用双点划线示出调整前的第一分割区域51以及第二分割区域52的分割线。用点划线示出电子束朝向调整前的第二分割区域52的照射期间中的工作台12的旋转速度ω2。如图
10的(b)所示,在向第一分割区域511照射电子束的期间,设定了工作台12的旋转速度ω1。在向第二分割区域512照射电子束的期间,设定了工作台12的旋转速度ω3。如上述那样,第二分割区域512的单位照射时间比第二分割区域52的单位照射时间稍长。因此,旋转速度ω3比旋转速度ω2稍慢。
76.但是,在本变形例中,第二分割区域512的第二中心角δθ2变小,与之相应地,第一分割区域511的第一中心角δθ1变大。因此,照射区域45中的第二分割区域512的比例变小。另一方面,照射区域45中的第一分割区域511的比例变大。这样,通过将工作台12的旋转速度ω1较快的第一分割区域51的比例设定得较大,从而能够缩短工作台12旋转一周所需要的时间。即,能够对第一分割区域511的每单位中心角的面积、和第二分割区域512的每单位中心角的面积赋予区别。例如,对于实施方式的控制部40而言,图10所示的从角度θ2到角度θ11的区间包含于旋转速度ω2的区间。即,原本能够以旋转速度ω1进行造型的从角度θ2到角度θ11的区间的旋转速度为比旋转速度ω1慢的旋转速度ω2。另一方面,本变形例的控制部40a通过调整中心角,从而使从角度θ2到角度θ11的区间包含于第一分割区域511。其结果,能够使从角度θ2到角度θ11的区间以旋转速度ω1旋转。即,能够增加可高速旋转的第一分割区域51的比例,能够实现造型速度的最佳化。因此,根据本变形例,能够进一步缩短造型物m的造型时间。
77.在本变形例中,区域设定部42a包括中心角调整部42a。但是,区域设定部42a也可以不包括中心角调整部42a。在该情况下,也可以是设置于三维造型装置的外部的外部装置包括中心角调整部42a。数据取得部41从外部装置取得的数据也可以包括与第一分割区域511有关的数据、以及与第二分割区域512有关的数据。另外,在本变形例中,将第一分割区域511的第一中心角δθ设为较大。第一分割区域511的第一中心角δθ1不应大于收纳在造型区域f内的第一分割区域511的最大的中心角δθf的一半(参照图5)。其结果,第一分割区域511的第一中心角δθ1被限制为一定程度的大小。即便是第一分割区域511的第一中心角δθ1被如此地限制的情况,通过调整向第一分割区域511照射电子束的期间的旋转速度ω1,也能进一步缩短造型物m的造型时间。
78.图11示出第二变形例的三维造型装置的控制部40b的结构。本变形例的控制部40b的区域设定部42b包括相位差调整部42b。如图12所示,相位差调整部42b对多个分割区域50b的相位差进行调整。分割区域50b的相位差是表示基准线l、与在周向上示出分割区域50b的边界的分割线的周向上的差的旋转角度。基准线l被设定于与由相位差调整部42b进行的调整前的第一分割区域51(参照图6)的分割线重叠的位置。相位差调整部42b将调整后的分割区域50b的相位差、和调整前的分割区域50b的相位差设定为彼此不同的值。
79.例如,相位差调整部42b以使调整后的分割区域50b的相位差比调整前的分割区域50的相位差大的方式进行调整。具体而言,相位差调整部42b将调整后的分割区域50b的相位差相对于调整前的分割区域50的相位差沿旋转方向r增大相位差δθp。通过由相位差调整部42b进行的相位差的调整,从而分割区域50b的分割线位于直线状部分61的周向的中央。共享将直线状部分61二等分的该分割线的两个分割区域50b分别成为第二分割区域522。即使在由相位差调整部42b进行的相位差的调整后,不包含直线状部分61的分割区域50b也成为第一分割区域521。
80.在周向上相互邻接的两个第二分割区域522中的远离基准线的第二分割区域522
对应于调整前的第二分割区域52(参照图6)。接近基准线的第二分割区域522对应于调整前的第一分割区域51。另外,第一分割区域521对应于调整前的第一分割区域51。在由相位差调整部42b进行的调整的前后,多个分割区域50b的中心角δθ彼此相同。若将从基准线l沿旋转方向r偏离相位差δθp的位置设为θ=0,则旋转方向r上的多个分割区域50b的分割线的位置被规定为θ=θ1,θ2,θ3
···
。
81.在图13的(a)中,横轴表示以旋转轴线c为中心的角度θ。纵轴表示以旋转轴线c为中心的径向上的照射区域的长度r。此外,在图13的(a)中,用双点划线示出调整前的第一分割区域51以及第二分割区域52的分割线。如图13的(a)所示,调整后的第一分割区域521的每单位中心角的面积与调整前的第一分割区域51的每单位中心角的面积相同。因此,第一分割区域521的单位照射时间与第一分割区域51的单位照射时间相同。另一方面,例如,角度θ从θ2到θ3为止的第二分割区域522的长度r的平均值比调整前的角度θ从θ2到θ3为止的第二分割区域52的长度r的平均值小。第二分割区域522的每单位中心角的面积比调整前的第二分割区域52的每单位中心角的面积小。因此,第二分割区域522的单位照射时间比第二分割区域52的单位照射时间短。
82.在图13的(b)中,横轴表示角度θ。纵轴表示工作台12的旋转速度。此外,在图13的(b)中,用双点划线示出调整前的第一分割区域51以及第二分割区域52的分割线。用点划线示出电子束朝向调整前的第二分割区域52的照射期间中的工作台12的旋转速度ω2。如图13的(b)所示,在向第一分割区域511照射电子束的期间,设定了工作台12的旋转速度ω1。在向第二分割区域512照射电子束的期间,设定了工作台12的旋转速度ω4。第二分割区域522的单位照射时间比第二分割区域52的单位照射时间短。因此,电子束朝向第二分割区域522的照射期间的旋转速度ω4比电子束朝向第二分割区域52的照射期间的旋转速度ω2快。
83.根据本变形例,相位差调整部42b对多个分割区域50b的相位差进行调整,从而能够减小第二分割区域522的每单位中心角的面积。与之对应地,能够缩短第二分割区域522的单位照射时间。其结果,能够加快相对于第二分割区域522的工作台12的旋转速度ω4,因此能够进一步缩短造型物m的造型时间。
84.根据本变形例,控制部40b以使第一分割区域521的每单位中心角的面积、和第二分割区域522的每单位中心角的面积的差异(比率)变小的方式调整相位差。面积与旋转速度有关联。因此,若面积的差异变小,则旋转速度的差异也变小。即,旋转速度ω4变快。其结果,能够使旋转速度ω4接近旋转速度ω1。即,如图13的(b)所示,相比于旋转速度ω2和旋转速度ω1之差δω2,能够使旋转速度ω4和旋转速度ω1之差δω4更小。由此,能够容易地将工作台12的旋转速度ω1以及ω4收于工作台12的旋转速度的允许范围内,因此能够提高工作台12的旋转速度的稳定性。
85.本公开除此之外能够进行各种变形。例如,可以根据所需的目的以及效果将上述的实施方式以及多个变形例相互组合。另外,可以适当地变更三维造型装置1的结构。例如,在上述的实施方式以及多个变形例中,三维造型装置的控制部40也可以代替取得切片数据d的数据取得部41地,具备生成切片数据d的数据生成部。
86.在实施方式以及多个变形例中,对分别各具备一个送料器31、加热器32以及束源33的三维造型装置1进行了说明。但是,三维造型装置也可以具备多个送料器、多个加热器
以及多个束源。例如,三维造型装置也可以具备两个送料器、两个加热器以及两个束源。在该情况下,能够在工作台的一半的一侧进行粉末材料的供给、粉末材料的预备加热以及能量束照射。与之并行地,也能够在工作台的一半的另一侧进行粉末材料的供给、粉末材料的预备加热以及能量束照射。因此,能够更高效地进行造型物的造型。另外,三维造型装置也可以具备三个以上的送料器、三个以上的加热器以及三个以上的束源。
87.另外,在上述的实施方式以及多个变形例中,对三维造型装置使用电子束作为能量束造型出造型物m的情况进行了说明。但是,三维造型装置也可以使用电子束以外的能量束来造型出造型物。例如,三维造型装置也可以照射离子束、激光束、紫外线等来对造型物进行造型。另外,三维造型装置也可以通过粉末床方式以外的方式对造型物进行造型。
88.附图标记说明
89.1...三维造型装置;12...工作台;12a...主面;20...驱动部;21...旋转驱动部;22...直线驱动部;30...处理部;31...送料器;32...加热器;33...束源(照射部);40、40a、40b...控制部;41...数据取得部;42、42a、42b...区域设定部;42a...中心角调整部;42b...相位差调整部;43...照射位置设定部;44...旋转速度调整部;45...照射区域;50、50a、50b...分割区域;51、511、521...第一分割区域;52、512、522...第二分割区域;a...粉末材料;c...旋转轴线;l...基准线;m...造型物;r...旋转方向;δθ、δθ1...第一中心角;δθ、δθ2...第二中心角;δθp...相位差;ω1、ω2、ω3、ω4...旋转速度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1