CMP温度控制的装置和方法与流程
cmp温度控制的装置和方法
技术领域
1.本公开关于化学机械研磨(cmp),并且更具体地关于化学机械研磨期间的温度控制。
背景技术:
2.通常通过在半导体晶片上顺序沉积导电层、半导体层、或绝缘层而在基板上形成集成电路。各种制造过程需要平坦化基板上的层。例如,一种制造步骤关于在非平面表面上沉积填料层并使该填料层平坦化。对于某些应用,将填料层平坦化,直到暴露出图案化层的顶面。例如,可以在图案化的绝缘层上沉积金属层以填充绝缘层中的沟槽与孔。在平坦化之后,在图案化层的沟槽与孔中的金属的剩余部分形成通孔、插塞、和线,以在基板上的薄膜电路之间提供导电路径。作为另一个示例,可以在图案化的导电层上沉积介电层,然后将其平坦化以实现后续的光刻步骤。
3.化学机械研磨(cmp)是一种被接受的平坦化方法。这种平坦化方法通常需要将基板安装在承载头上。基板的暴露表面通常抵靠旋转研磨垫放置。承载头在基板上提供可控制的负载,以将其推向研磨垫。通常将具有磨料颗粒的研磨浆料供应至研磨垫的表面。
技术实现要素:
4.在一个方面中,一种化学机械研磨系统包括:托板,其支撑具有研磨表面的研磨垫;导管,其具有耦合至气体源的入口;以及,分配器,其耦合至导管,并且具有悬挂在托板上方的收敛扩散形喷嘴,以将气体从气体源引导到研磨垫的研磨表面上。
5.以上任一方面的实施方式可以包括以下特征中的一个或多个。
6.气体可以是空气、氮气、二氧化碳、氩气、蒸发的乙醇、和/或蒸发的异丙醇。
7.控制器可以被配置成耦合气体源并且在研磨操作的选定步骤期间使气体源将气体通过收敛扩散形喷嘴输送到研磨表面上。控制器可以被配置成经耦合以使得气体源以每分钟0至1000升的速率将气体输送到收敛扩散形喷嘴中。
8.喷射器可具有耦合到液体源的入口,以及将液体从液体源输送到收敛扩散形喷嘴中的出口。液体可以是水、乙醇、和/或异丙醇。控制器可以耦合至液体源,控制器可被配置成在研磨操作的选定步骤期间,使液体源将液体输送至收敛扩散形喷嘴中。耦合到液体源的控制器可被配置成以每分钟0到300毫升的速率将液体输送到收敛扩散形喷嘴中。耦合到气体源的控制器可被配置成使得通过收敛扩散形喷嘴的气体流速为使得气体被充分冷却,以导致液体冻结。
9.与气体源耦合的控制器可被配置成使得通过收敛扩散形喷嘴的气体流速为使得冷却剂气体从高于20℃的初始温度冷却至低于20℃。控制器可被配置成使得通过收敛扩散形喷嘴的气体流速为使得冷却剂气体冷却至低于0℃。控制器可被配置成使得通过收敛扩散形喷嘴的气体流速为使得冷却剂气体气体冷却至-70至-50℃。
10.在另一方面,一种用于化学机械研磨系统的温度控制的方法包括:将气体从气体
源输送到收敛扩散形喷嘴;通过使气体流过收敛扩散形喷嘴来冷却气体;以及将冷却的气体引导至研磨垫。
11.以上任一方面的实施方式可以包括以下特征中的一个或多个。
12.气体可通过冷却空气、通过液态氮的蒸发、通过液态乙醇的蒸发、通过液体异丙醇的蒸发和/或通过干冰的升华而形成。
13.气体可以以每分钟0到1000升的流速进入收敛扩散形喷嘴。
14.可以将液体注射到收敛扩散形喷嘴中。液体可以是水、乙醇、和/或异丙醇。可以将液体以每分钟0到300毫升的流速注入到收敛扩散形喷嘴中。可以将液体通过暴露于冷却的气体而冷冻成固体颗粒。
15.可以将气体从高于20℃的初始温度冷却到低于20℃。冷却的气体可以在低于0℃的温度下分配到研磨垫上。冷却的气体可以在-70到-50℃之间的温度下分配到研磨垫上。
16.可实现以下一种或多种可能的优点。
17.可快速有效地控制研磨垫的温度。无需使研磨垫与诸如热交换板的固体接触,而可控制研磨垫的温度,从而降低了污染研磨垫及产生缺陷的风险。可减少研磨操作中的温度变化。这可以提高研磨过程的研磨可预测性。从一个研磨操作到另一个研磨操作的温度变化可减小。这可以改善晶片间的均匀性,并改善研磨工艺的可重复性。可以减小整个基板上的温度变化。这可以改善芯片内均匀性。
18.特别地,可以快速且有效地降低研磨垫的温度。例如,可以在研磨操作中的金属清除、过度研磨、或修整步骤中的一个或多个步骤期间,降低研磨垫表面的温度。这可以减少凹陷与腐蚀,和/或提高垫粗糙度的均匀性,从而改善研磨均匀性,并延长垫的寿命。
19.一种或多种实施方式的细节将在附图及以下详细说明中阐述。从详细说明、附图、和权利要求可知,其他态样、特征、及优点将是显而易见的。
附图说明
20.图1示出了研磨设备的示例的示意截面图。
21.图2示出了示例化学机械研磨设备的示意俯视图。
22.图3示出了来自图1与图2的示例喷嘴的示意截面图。
具体实施方式
23.化学机械研磨是通过在基板、研磨液、和研磨垫之间的界面处,进行机械磨蚀与化学蚀刻的组合来进行的。在研磨过程中,由于基板表面与研磨垫之间的摩擦而产生大量的热量。另外,一些工艺还包括原位垫修整步骤,在该步骤中将修整盘(例如,涂覆有磨料金刚石颗粒的盘)压靠在旋转的研磨垫上,以修整并纹理化研磨垫表面。修整过程的磨蚀也会产生热量。例如,在标称压力为2psi且去除速率为的典型的一分钟铜cmp工艺中,聚氨酯研磨垫的表面温度可能会升高约30℃。
24.cmp工艺中与化学有关的变量(例如,参与反应的开始及参与反应的速率)与机械有关的变量(例如,研磨垫的表面摩擦系数和黏弹性)两者都与温度密切相关。因此,研磨垫的表面温度的变化可导致去除速率、研磨均匀性、腐蚀、凹陷、及残留物的变化。通过在研磨过程中更严格地控制研磨垫的表面温度,可以减少温度变化,并且可以改善例如通过芯片
内不均匀性或芯片间不均匀性测得的研磨性能。
25.可以解决这些问题的技术是使用一种喷嘴,其将冷却剂气体通过收敛扩散形(cd)喷嘴引导至研磨垫上。可以将悬浮的水滴添加到cd喷嘴中。可以冷却水以形成冰滴,由于冰滴融合的潜热,冰滴可以有效地冷却研磨垫。
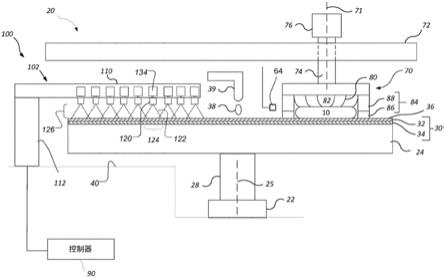
26.图1与图2示出了化学机械研磨系统的研磨站20的示例。研磨站20包括可旋转的盘形托板24,研磨垫30位于盘形托板24上。托板24可操作以绕轴25旋转(参见图2中的箭头a)。例如,电机22可以转动驱动轴28以旋转托板24。研磨垫30可以是具有外研磨层34和较软背衬层32的两层研磨垫。
27.研磨站20可包括例如在浆料供应臂39的末端处的供应端口,以将诸如磨蚀浆料的研磨液体38分配到研磨垫30上。研磨站20可以包括具有修整盘92(参见图2)的垫修整器设备91,以保持研磨垫30的表面粗糙度。修整盘92可设置在臂94的末端,该臂94可摆动以将盘92径向地扫过研磨垫30(见图2中的箭头b)。
28.承载头70可操作以将基板10保持抵靠研磨垫30。承载头70从支撑结构72(例如旋转传送带或轨道)悬挂,并由驱动轴74连接至承载头旋转电机76,使得该承载头可绕轴71旋转(参见图2中的箭头c)。可选地,承载头70可以例如通过沿着轨道的运动或者通过旋转传送带本身的旋转振动,而在例如旋转传送带上的滑动器上横向振动(参见图2中的箭头d)。
29.承载头70可以包括保持环84以保持基板。在一些实施方式中,保持环84可以包括与研磨垫接触的下部塑料部分8和及较硬材料的上部部分88。
30.在操作中,该托板绕其中心轴25旋转,而该承载头绕其中心轴71旋转,并跨研磨垫30的顶表面横向平移。
31.承载头70可包括柔性膜80,其具有与基板10的背侧接触的基板安装表面,以及多个可加压室82,以将不同的压力施加到基板10上的不同区域(例如不同的径向区域)。承载头还可包括保持环84以保持基板。
32.在一些实施方式中,研磨站20包括温度传感器64,以监测该研磨站或该研磨站中的部件的温度,例如,研磨垫和/或研磨垫上的浆料的温度。例如,温度传感器64可以是红外(ir)传感器,例如ir相机,其定位在研磨垫30上方并且被配置以测量研磨垫30和/或研磨垫上的浆料38的温度。特别地,温度传感器64可被配置成沿着研磨垫30的半径在多个点处测量温度,以产生径向温度分布。例如,ir相机可以具有跨过研磨垫30的半径的视场。
33.在一些实施方式中,温度传感器是接触传感器而不是非接触传感器。例如,温度传感器64可以是定位在托板24上或托板24中的热电偶或ir温度计。另外,温度传感器64可以与研磨垫直接接触。
34.在一些实施方式中,多个温度传感器可以放置在跨研磨垫30的不同径向位置处,以便在沿着研磨垫30的半径的多个点处提供温度。此技术可以替代ir相机或除了ir相机之外使用。
35.尽管在图1中示出为定位以监测研磨垫30和/或研磨垫30上的浆料38的温度,温度传感器64可定位在承载头70内部以测量基板10的温度。温度传感器64可以与基板10的半导体芯片直接接触(即,接触传感器)。在一些实施方式中,多个温度传感器被包括在研磨站22中,例如以测量研磨站的或研磨站中的不同部件的温度。
36.研磨系统20还包括温度控制系统100,以控制研磨垫30和/或研磨垫上的浆料38的
温度。温度控制系统100可以包括冷却系统102和/或加热系统104。冷却系统102与加热系统104中的至少一个,并且在一些实施方式中的两者,通过将温度控制介质(例如液体、蒸气或喷雾)输送到研磨垫30的研磨表面36上(或输送到已存在于研磨垫上的研磨液上)来操作。
37.对于加热系统104,加热介质可以是气体(例如蒸气或加热的空气)或液体(例如加热的水)或气体和液体的组合。介质高于室温,例如在40至120℃,例如90至110℃。介质可以是水,例如基本上纯的去离子水,或包含添加剂或化学物质的水。在一些实施方式中,加热系统104使用蒸气喷雾。蒸气可以包括添加剂或化学物质。
38.加热介质可以通过流过加热输送臂上的开孔(例如,由例如一个或多个喷嘴提供的孔或狭槽)来输送。开孔可由连接到加热介质源的歧管来提供。
39.示例加热系统104包括臂140,臂140在托板24和研磨垫30上方从研磨垫的边缘延伸到或至少接近(例如,在研磨垫的总半径的5%以内)研磨垫30的中心。臂140可以由基座142支撑,并且基座142可以与托板24被支撑在同一框架40上。基座142可包括一个或多个致动器(例如,线性致动器)以升高或降低臂140,和/或旋转致动器以使臂140在托板24上方横向摆动。臂140被定位以避免与其他硬件部件(例如研磨头70、研磨垫修整盘92、及浆料分配臂39)碰撞。
40.沿着托板24的旋转方向,加热系统104的臂140可定位于冷却系统110的臂110与承载头70之间。沿着托板24的旋转方向,加热系统104的臂140可定位于冷却系统110的臂110与浆料输送臂39之间。例如,冷却系统110的臂110、加热系统104的臂140、浆料输送臂39、和承载头70可以沿着托板24的旋转方向以该顺序定位。
41.多个开口144形成在臂140的底表面中。每个开口144被配置以将气体或蒸汽(例如蒸气)引导到研磨垫30上。臂140可以由基座142支撑,使得开口144与研磨垫30隔开一间隙。间隙可以为0.5至5mm。特别地,间隙可经选择以使得加热流体的热量在流体到达研磨垫之前不会显著消散。例如,间隙可经选择以使得从开口排放的蒸气在到达研磨垫之前不会冷凝。
42.加热系统104可以包括蒸气源146,该蒸气源可以通过管道连接到臂140。每个开口144可被配置成将蒸气引导朝向研磨垫30。
43.在一些实施方式中,可以针对每个喷嘴独立地控制工艺参数,例如流量、压力、温度、和/或液体与气体的混合比。例如,用于每个开口144的流体可以流过独立可控制的加热器,以独立地控制加热流体的温度,例如蒸气的温度。
44.各种开口144可以将蒸气导引到研磨垫30上的不同径向区域上。相邻的径向区域可以重叠。可选地,一些开口144可经定向以使得来自该开口的喷雾的中心轴线相对于研磨表面36成一倾斜角。可以从一个或多个开口144导引蒸气,以使蒸气具有一水平分量,该水平分量在由托板24的旋转所引起的冲击区域中,在与研磨垫30的运动方向相反的方向上。
45.尽管图2示出了以均匀间隔隔开的开口144,这不是必需的。喷嘴120可以在径向、或角度上、或两者上不均匀地分布。例如,开口144可以朝研磨垫30的中心更密集地聚集。作为另一示例,开口144可以在与浆料输送臂39将研磨液39输送到研磨垫30的半径相对应的半径处更密集地聚集。另外,尽管图2示出了九个开口,但是可以存在更多或更少数量的开口。
46.研磨系统20还可包括高压冲洗系统106。高压冲洗系统106包括多个喷嘴154,例如
三至二十个喷嘴,其将清洁流体(例如水)以高强度引导到研磨垫30上以清洗垫30并去除用过的浆料、研磨碎屑等。
47.如图2所示,示例冲洗系统106包括臂150,臂150在托板24与研磨垫30上方从研磨垫的边缘延伸到或者至少接近(例如,在研磨垫的总半径的5%以内)研磨垫30的中心。臂150可以由基座152支撑,并且基座152可以与托板24被支撑在同一框架40上。基座152可包括一个或多个致动器,例如,用于升高或降低臂150的线性致动器,和/或用于使臂150在托板24上方横向摆动的旋转致动器。臂150可以被定位以避免与其他硬件部件(例如研磨头70、研磨垫修整盘92、及浆料分配臂39)碰撞。
48.沿着托板24的旋转方向,冲洗系统106的臂150可以在冷却系统110的臂110与加热系统140的臂140之间。例如,冷却系统110的臂110、冲洗系统106的臂150、加热系统104的臂140、浆料输送臂39、和承载头70,可以沿着托板24旋转方向以该顺序定位。可替代地,沿着托板24的旋转方向,冷却系统104的臂140可以在冲洗系统106的臂150与加热系统140的臂140之间。例如,冲洗系统106的臂150、冷却系统110的臂110、加热系统104的臂140、浆料输送臂39、和承载头70,可以沿着托板24旋转方向以该顺序定位。
49.多个喷嘴154从臂150悬挂。每个喷嘴150被配置以将清洁流体以高压喷射到研磨垫30上。臂150可以由基座152支撑,使得喷嘴120与研磨垫30隔开一间隙。冲洗系统106可以包括清洁流体源156,该清洁流体源156可以通过管道连接至臂150。
50.不同喷嘴154可以喷射到研磨垫30上的不同径向区域上。相邻的径向区域可以重叠。在一些实施方式中,喷嘴154经定向以使得清洁流体在研磨垫上的冲击区域不重叠。例如,至少一些喷嘴154可经定位及定向,使得冲击区域成角度地分离。
51.至少一些喷嘴154可经定向以使得来自该喷嘴的喷雾的中心轴线相对于研磨表面36成一倾斜角。特别地,清洁流体可以从每个喷嘴154以径向向外(朝向研磨垫的边缘)的水平分量喷射。这会导致清洁流体更快地从研磨垫30上脱落下来,并在研磨垫30上留下更薄的流体区域。这可以在加热和/或冷却介质与研磨垫30之间热耦合。
52.尽管图2示出了喷嘴154以均匀间隔隔开,这不是必需的。另外,尽管图1与图2示出了九个喷嘴,可以有更多或更少数量的喷嘴,例如三至二十个喷嘴。
53.在一些实施方式中,研磨系统20包括刮水片或主体170,以将研磨液38均匀地分布在研磨垫30上。沿着托板24的旋转方向,刮水片170可以位于浆料输送臂39与承载头70之间。
54.图2示出了用于每个子系统(例如,加热系统104、冷却系统102、和冲洗系统106)的单独的臂,但是各种子系统可以被包括在由公共臂支撑的单个组件中。例如,组件可以包括冷却模块、冲洗模块、加热模块、浆料输送模块、以及可选地刮水器模块。每个模块可以包括主体,例如弓形主体,其可以固定到公共安装板上,并且该共享安装板可以固定在臂的末端,使得该组件位于研磨垫30上方。各种流体输送部件,例如管道、通道等,可以在每个主体内部延伸。在一些实施方式中,模块可与该安装板分开地拆卸。每个模块可以具有类似的部件,以执行上述相关的系统的臂的功能。
55.对于冷却系统102,冷却介质可以是气体(例如空气)和/或液体(例如水)。冷却介质的气态成分(如果存在)可以是空气或对研磨过程呈惰性的其他气体,例如氮气、二氧化碳、氩气、或其他稀有气体,或其混合物。冷却介质的液体成分(如果存在)可以是水或另一
种液体,例如乙醇、或异丙醇,或其混合物。液体成分对研磨过程可以是惰性的。介质可以处于室温,也可以冷却至室温以下,即低于20℃。例如,介质的温度可以为5至15℃。在一些实施方式中,介质处于或低于0℃。
56.在一些实施方式中,介质是基本上纯净的气体。在一些实施方式中,冷却介质是气体与液体的喷雾,例如液体的雾化喷雾,如在气体载体(如空气)中的水。在一些实施方式中,冷却系统可具有喷嘴,该喷嘴产生冷却至低于室温的水的雾化喷雾。
57.在一些实施方式中,冷却剂介质包括与气体和/或液体混合的固体材料的颗粒。固体材料可以是冷却的材料,例如冰、干冰、或冷冻的乙醇或异丙醇。在一些实施方式中,冷却介质是气体(如空气)与固体颗粒(例如冰颗粒)的喷雾,但是基本上不是液相的。固体材料也可以是当溶于水时通过化学反应吸收热量的材料。
58.可通过流过在冷却剂输送臂中的一个或多个可选地形成在喷嘴中的开孔(例如孔或狭槽)来输送冷却介质。开孔可以由连接到冷却剂源的歧管所提供。
59.如图1与图2所示,示例冷却系统102包括臂110,臂110在托板24和研磨垫30上方从研磨垫的边缘延伸到或至少接近(例如,在研磨垫的总半径的5%以内)研磨垫30的中心。臂110可以由基座112支撑,并且基座112可以与托板24被支撑在同一框架40上。基座112可包括一个或多个致动器,例如,用于升高或降低臂110的线性致动器,和/或用于使臂110在托板24上方横向摆动的旋转致动器。臂110被定位成避免与其他硬件部件(例如研磨头70、垫修整盘92、及浆料分配器39)碰撞。
60.示例冷却系统102包括从臂110悬挂的多个喷嘴120。每个喷嘴120被配置以将液体冷却剂介质(例如水)喷射到研磨垫30上。臂110可以由基座112支撑,使得喷嘴120与研磨垫30分开间隙126。
61.每个喷嘴120可被配置成(例如使用控制器12)开始和停止通过每个喷嘴120的流体流动。每个喷嘴120可被配置成将喷雾122中的雾化水引导朝向研磨垫30。冷却系统102可以包括液体冷却剂介质源130和气体冷却剂介质源132(见图2)。来自源130的液体和来自源132的气体可以在被导引通过喷嘴120以形成喷雾122之前在例如臂110内或臂110上的混合室134(见图1)中混合。
62.在一些实施方式中,可以(例如,通过控制器12)针对每个喷嘴独立地控制工艺参数,例如流量、压力、温度、和/或液体与气体的混合比。例如,用于每个喷嘴120的冷却剂可以流过独立可控制的冷却器以独立地控制喷雾的温度。作为另一示例,可以将一对分离的泵(用于气体的泵和用于液体的泵)连接到每个喷嘴,使得可以针对每个喷嘴独立地控制气体与液体的流量、压力、和混合比。
63.各种喷嘴可以喷射到研磨垫30上的不同径向区域124上。相邻的径向区域124可以重叠。在一些实施方式中,喷嘴120产生喷雾,喷雾沿着细长区域128冲击研磨垫30。例如,喷嘴可被配置成以大致上平面的三角形体积产生喷雾。
64.一个或多个细长区域128,例如所有细长区域128,可具有平行于延伸通过区域128的半径的纵轴(参见区域128a)。可替代地,喷嘴120产生锥形喷雾。
65.尽管图1示出了喷雾本身重叠,但是喷嘴120可经定向以使得细长区域不重叠。例如,至少一些喷嘴120,例如所有喷嘴120,可经定向以使得细长区域128相对于穿过细长区域的半径成一倾斜角(参见区域128b)。
66.至少一些喷嘴120可经定向以使得来自该喷嘴的喷雾的中心轴线(参见箭头a)相对于研磨表面36成一倾斜角。特别地,喷雾122可从喷嘴120被引导而具有一水平分量,该水平分量在由托板24的旋转所引起的冲击区域中,在与研磨垫30的运动方向(参见箭头a)相反的方向上。
67.尽管图1与图2示出了喷嘴120以均匀间隔隔开,这不是必需的。喷嘴120可以在径向、或角度上、或两者上不均匀地分布。例如,喷嘴120可沿径向朝向研磨垫30的边缘更密集地聚集。另外,尽管图1与图2示出了九个喷嘴,但是可以存在更多或更少数量的喷嘴,例如三至二十个喷嘴。
68.冷却系统102可用于降低研磨表面36的温度。例如,可以使用来自液体冷却剂130的液体经由喷雾122和/或来自气体冷却剂132的气体经由喷雾122来降低研磨表面36的温度。在一些实施例中,研磨表面36的温度可以降低到等于或低于20℃。在一个或多个金属清除或过度研磨的步骤中的较低的温度,可以通过减少研磨液体38的选择性,而减少在cmp期间的软金属的凹陷及腐蚀。
69.cmp期间的较低的温度可用于减少腐蚀。例如,在金属清除、过度研磨、或修整步骤中的一个或多个步骤期间的较低的温度,可以减少各种部件中的电偶腐蚀,因为电偶反应会是随温度改变的。另外,在cmp期间,可以在研磨过程中使用惰性气体。特别地,可以使用缺少氧气(或比正常大气中的氧气更少的氧气)的气体,来产生减少本地惰性环境中的氧气的本地惰性环境,这可以减少腐蚀。这种气体的例子,包括氮气和二氧化碳,例如从液态氮或干冰中蒸发。
70.降低研磨表面36的温度,例如用于修整步骤,可以增加研磨垫30的储存模数,并降低研磨垫30的黏弹性。增加的储存模数及降低的黏弹性,与在垫修整盘92上的较低的下压力和/或垫修整盘92提供的较弱的修整结合,可导致更均匀的垫粗糙度。均匀的垫粗糙度的优点是减少在随后的研磨操作期间在基板10上的刮擦,以及增加研磨垫30的寿命。
71.参考图3,每个喷嘴120可以是收敛扩散形(cd)喷嘴。收敛扩散形(cd)喷嘴也可以描述为拉伐尔喷嘴(de laval nozzle)或超音速喷嘴。每个喷嘴120具有收敛部分202(例如,输入端口),在次处,气体(例如,来自气体源132的气体)以次音速速率进入喷嘴120。泵222可以引导气体从气体源132穿过分配器220进入cd喷嘴120。例如,进入收敛部分202的气体可以在室温,例如20~30℃,或者低于室温,并且可以以每个喷嘴每分钟0至1000升的速率进入,例如每个喷嘴每分钟500升。气体从收敛部分202进入节流点或喉部204,在该处,喷嘴120的横截面面积为最小。气体的速度,随着气体从收敛部分202流过喉部204并到达扩散部分206(例如,输出端口)而增加。喉部204导致流过喉部204的气体的速度增加,因此当气体进入并离开扩散部分206时,气体的速度增加至超音速。例如,离开扩散部分206的气体可以处于低于室温的温度,例如,-100到20℃、-90到0℃、-80到-25℃、或-70到-50℃。
72.冷却系统102中使用的气体可包括例如空气、氮气、二氧化碳、氩气、或蒸发气体,例如气态乙醇或异丙醇。即使在将气体输送到cd喷嘴120之前,也可以对其进行冷却。例如,冷却的气体可以是冷空气(例如,通过穿过热交换器进行冷却)、冷氮气(例如,来自由液态氮蒸发)、或冷二氧化碳气体(例如,来自干冰的升华)。
73.cd喷嘴120可用于冷却研磨垫30。例如,扩散部分206可以将冷却的气体直接分配到研磨垫30上。例如,从扩散部分206的出口可以位于与研磨表面36相距约1至10cm的位置,
并且喷嘴120可经定向以使得气体流冲击研磨表面。
74.在一些实施方式中,液体冷却剂介质源130可以通过分配器210输送液体,例如水。分配器210可以是注射器,其定位成将水注入通过喷嘴120的气体流中。例如,注射器210可以定位成将水滴注射进入收敛部分202、进入喉部204(如图3所示)、进入扩散部分206、或直接在扩散部分206之后。
75.可通过阀212来控制液体冷却剂进入气体流(例如进入喷嘴120)的流速。分配器210可以例如以每分钟0至300毫升(例如每分钟3至50毫升)的速率分配水滴208。液体流速可以是气体流速的约0.001%至1%,例如0.01%至0.1%。当气体通过cd喷嘴120时,随着通过cd喷嘴120的气体被冷却,水滴208可以被气体冷却。在一些实施方式中,水滴208被冷却以形成冰滴。冰滴的大小可以是均匀的,例如直径大约为10μm。
76.在一些实施方式中,水滴208也直接分配到研磨垫30上,其与冷却的气体一起可以进一步冷却研磨垫30。另外,冰滴或水滴可以防止研磨垫30在被冷却的气体冷却时变干。在一些实施方式中,冷却的气体使水滴208冻结以形成冰滴,冰滴与冷却的气体一起可以冷却研磨垫30。冰滴可以有效地冷却研磨垫30,因为融合的潜热可以随着冰滴吸收热量并熔化成水而冷却研磨垫30。此外,冰滴可用于磨蚀并清洁研磨垫30。
77.上述研磨设备和方法可以应用于各种研磨系统中。研磨垫或承载头或两者都可移动,以在研磨表面与基板之间提供相对运动。例如,托板可以绕轨道运动而不是旋转。研磨垫可以是固定到托板的圆形(或其他形状)的垫。研磨层可以是标准(例如,具有或不具有填料的聚氨酯)研磨材料、软材料、或固定的磨蚀材料。
78.相对定位的术语用于指示系统或基板内的相对定位,应该理解的是,在研磨操作期间,研磨表面与基板可以保持在垂直方向或某些其他方向。
79.研磨系统20还可以包括控制器90以控制各种部件(例如温度控制系统100)的操作。控制器90配置成从温度传感器64接收针对研磨垫的每个径向区域的温度测量值。控制器90可以将所测量的温度曲线与所需的温度曲线进行比较,并且针对每个喷嘴或开口向控制机构(例如,致动器、电源、泵、阀等)产生反馈信号。控制器90计算反馈信号,例如基于内部反馈算法,以使控制机构调整冷却或加热的量,使得研磨垫和/或浆料达到(或至少变得更接近)所需的温度曲线。
80.控制器90的功能操作可以使用一个或多个计算机程序产品,即有形地体现在非暂时性计算机可读储存介质中的一个或多个计算机程序来实现,以由数据处理设备(例如,可编程处理器、计算机、或多个处理器或计算机)执行或控制其操作。
81.已描述了本发明的多个实施例。然而,将理解的是,在不脱离本发明的精神与范围的情况下可以做出各种修改。
82.例如,尽管以上描述集中于将加热和/或冷却介质输送到研磨垫上,但是可以将加热和/或冷却介质输送到其他部件上,以控制那些部件的温度。例如,可以在将基板放置在转移站中(例如在装载杯中)时,将加热和/或冷却介质喷射到基板上。作为另一个例子,可以用加热和/或冷却介质来喷射装载杯本身。作为又一个示例性,可以用加热和/或冷却介质来喷射修整盘。
83.因此,其他实施例在以下权利要求的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1