钢板、构件及它们的制造方法与流程
1.本发明涉及用于汽车部件等的钢板、构件及它们的制造方法。更详细而言,本发明涉及高强度、形状均匀性和耐延迟断裂特性优良的钢板、构件及它们的制造方法。
背景技术:
2.近年来,从保护地球环境的观点出发,以抑制co2排放量为目的,在汽车业界整体要求进一步改善汽车的燃料效率。为了改善汽车的燃料效率,由使用部件的薄壁化带来的汽车的轻量化最有效,因此,近年来,作为汽车部件用原材的高强度钢板的使用量正在增加。
3.为了得到钢板强度,有效利用了作为硬质相的马氏体的钢板较多。另一方面,在生成马氏体时,由于相变应变,板形状的均匀性劣化。板形状的均匀性劣化时,对成形时的尺寸精度带来不良影响,因此,为了得到期望的尺寸精度,通过整平加工、表皮光轧(平整轧制)对板进行矫正。另一方面,通过这些整平加工、表皮光轧导入应变时,成形时的尺寸精度变差,不能得到期望的尺寸精度。为了使尺寸精度良好,需要抑制马氏体相变时的板形状的均匀性的劣化,迄今为止也提出了各种技术。
4.例如,在专利文献1中,通过控制铁素体和马氏体的面积率来改善形状均匀性和耐延迟断裂特性。具体而言,通过制成金属组织包含以体积率计为50~80%的回火马氏体相和以体积率计为20~50%的铁素体相的复合组织钢,提供抑制氢的侵入、形状均匀性和耐延迟断裂特性良好的超高强度钢板。
5.另外,专利文献2中提供了如下技术:通过在水中利用辊约束钢板,抑制在水淬时产生的马氏体相变导致的钢板的形状劣化。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2010-90432号公报
9.专利文献2:日本专利第6094722号公报
技术实现要素:
10.发明所要解决的问题
11.由于汽车车身所使用的钢板是在冲压加工后使用的,因此,良好的形状均匀性是必要的特性。此外,对于最近的汽车部件用原材,高强度钢板的使用量正在增加,伴随着高强度化所担心的耐延迟断裂特性也需要良好。汽车部件是在钢板的整个板宽(以下,也称为钢板整个宽度)进行裁取,因此,耐延迟断裂特性需要在钢板整个宽度上均无偏差地优良。因此,需要高强度且形状均匀性优良、在钢板整个宽度上耐延迟断裂特性优良。
12.在专利文献1所公开的技术中,提供了通过组织控制而形状均匀性和耐延迟断裂特性优良的技术,但是,由于马氏体相变时产生的相变膨胀而使形状劣化,因此认为与本发明相比对形状均匀性的改善效果差。
13.在专利文献2所公开的技术中,提供了使形状均匀性良好的技术,但是并非是耐延迟断裂特性优良的技术。
14.本发明的目的在于提供高强度、形状均匀性和耐延迟断裂特性优良的钢板、构件及它们的制造方法。
15.用于解决问题的方法
16.本发明人为了解决上述问题,对拉伸强度为750mpa以上、钢板的形状均匀性和耐延迟断裂特性优良的钢板的要件反复进行了深入研究。其结果发现,为了得到优良的耐延迟断裂特性,需要使板宽中央的残余应力为800mpa以下。另外,本发明人发现,通过利用急速冷却使马氏体分率以面积率计为20%以上,变为高强度。另一方面,水冷中的马氏体相变急速且不均匀地发生,因此,由于相变应变而使钢板的形状均匀性劣化。对于由相变应变引起的不良影响的减轻进行了调查,结果想到,通过在马氏体相变中从钢板的表面和背面施加约束力,形状均匀性提高。并且发现,通过控制约束条件,能够减小宽度方向上的残余应力变动,在钢板整个宽度上耐延迟断裂特性变得良好。
17.如上所述,本发明人为了解决上述问题进行了各种研究,结果发现,通过降低板宽中央的残余应力,能够得到耐延迟断裂特性优良的钢板,通过控制辊约束条件,能够得到形状均匀性和钢板整个宽度上的耐延迟断裂特性优良的钢板,从而完成了本发明。
18.本发明的主旨如下。
19.[1]一种钢板,其具有以面积率计具有马氏体:20%以上且100%以下、铁素体:0%以上且80%以下和余量:5%以下的钢组织,
[0020]
进行v形弯曲加工时的板宽中央的残余应力为800mpa以下,
[0021]
进行v形弯曲加工时,板宽端部的残余应力相对于板宽中央的残余应力为90%以上且110%以下,
[0022]
在钢板长度方向上以1m的长度剪切时的钢板的最大翘曲量为15mm以下。
[0023]
[2]如[1]所述的钢板,其具有以质量%计含有c:0.05%以上且0.60%以下、si:0.01%以上且2.0%以下、mn:0.1%以上且3.2%以下、p:0.050%以下、s:0.0050%以下、al:0.005%以上且0.10%以下和n:0.010%以下、余量由fe和不可避免的杂质构成的成分组成。
[0024]
[3]如[2]所述的钢板,其中,上述成分组成以质量%计还含有选自cr:0.01%以上且0.50%以下、mo:0.01%以上且小于0.15%和v:0.001%以上且0.05%以下中的至少一种。
[0025]
[4]如[2]或[3]所述的钢板,其中,上述成分组成以质量%计还含有选自nb:0.001%以上且0.020%以下和ti:0.001%以上且0.020%以下中的至少一种。
[0026]
[5]如[2]~[4]中任一项所述的钢板,其中,上述成分组成以质量%计还含有选自cu:0.001%以上且0.20%以下和ni:0.001%以上且0.10%以下中的至少一种。
[0027]
[6]如[2]~[5]中任一项所述的钢板,其中,上述成分组成以质量%计还含有b:0.0001%以上且小于0.0020%。
[0028]
[7]如[2]~[6]中任一项所述的钢板,其中,上述成分组成以质量%计还含有选自sb:0.002%以上且0.1%以下和sn:0.002%以上且0.1%以下中的至少一种。
[0029]
[8]一种钢板的制造方法,其具有:
[0030]
热轧工序,将具有[2]~[7]中任一项所述的成分组成的钢坯加热后,进行热轧;和
[0031]
退火工序,将上述热轧工序中得到的热轧钢板在a
c1
点以上的退火温度下保持30秒以上,然后,在ms点以上开始水淬,水冷至100℃以下后,在100℃以上且300℃以下再次加热,
[0032]
上述退火工序中的上述水淬的水冷中,在钢板的表面温度为(ms点+150℃)以下的区域,利用夹着钢板设置的两个辊从钢板的表面和背面约束钢板,上述两个辊的约束位置处的板宽中央相对于板宽端部的约束压力比为1.05以上且2.0以下。
[0033]
[9]一种钢板的制造方法,其具有:
[0034]
热轧工序,将具有[2]~[7]中任一项所述的成分组成的钢坯加热后,进行热轧;
[0035]
冷轧工序,对上述热轧工序中得到的热轧钢板进行冷轧;和
[0036]
退火工序,将上述冷轧工序中得到的冷轧钢板在a
c1
点以上的退火温度下保持30秒以上,然后,在ms点以上开始水淬,水冷至100℃以下后,在100℃以上且300℃以下再次加热,
[0037]
上述退火工序中的上述水淬的水冷中,在钢板的表面温度为(ms点+150℃)以下的区域,利用夹着钢板设置的两个辊从钢板的表面和背面约束钢板,上述两个辊的约束位置处的板宽中央相对于板宽端部的约束压力比为1.05以上且2.0以下。
[0038]
[10]一种构件,其是对[1]~[7]中任一项所述的钢板实施成形加工和焊接中的至少一者而成的构件。
[0039]
[11]一种构件的制造方法,其具有对通过[8]或[9]所述的钢板的制造方法制造的钢板实施成形加工和焊接中的至少一者的工序。
[0040]
发明效果
[0041]
根据本发明,可以提供高强度、形状均匀性和耐延迟断裂特性优良的钢板、构件及它们的制造方法。通过将本发明的钢板应用于汽车用结构构件,能够兼顾汽车用钢板的高强度化和耐延迟断裂特性的提高。即,通过本发明,汽车车身高性能化。
具体实施方式
[0042]
以下,对本发明的实施方式进行说明。需要说明的是,本发明不限于以下实施方式。
[0043]
本发明的钢板具有以面积率计具有马氏体:20%以上且100%以下、铁素体:0%以上且80%以下和余量:5%以下的钢组织,进行v形弯曲加工时的板宽中央的残余应力(以下,也简称为“板宽中央的残余应力”)为800mpa以下,进行v形弯曲加工时,板宽端部的残余应力相对于板宽中央的残余应力为90%以上且110%以下,在钢板长度方向上以1m的长度剪切时的钢板的最大翘曲量为15mm以下。只要是满足这些条件的钢板就可以得到本发明效果,因此钢板的成分组成没有特别限制。
[0044]
钢板的板厚优选为0.2mm以上且3.2mm以下。
[0045]
首先,对本发明的钢板的钢组织进行说明。本发明的钢板的钢组织以面积率计具有马氏体:20%以上且100%以下、铁素体:0%以上且80%以下和余量:5%以下。
[0046]
马氏体的面积率:20%以上且100%以下
[0047]
为了得到ts≥750mpa的高强度,马氏体的面积率为20%以上。马氏体的面积率小
于20%时,铁素体、残余奥氏体、珠光体、贝氏体中的任意一种增多,强度降低。需要说明的是,马氏体的面积率也可以合计为100%。从提高强度的观点出发,马氏体的面积率优选为30%以上。马氏体是淬火状态的新鲜马氏体和回火后的回火马氏体的合计。在本发明中,马氏体是指在马氏体相变点(也简称为ms点)以下由奥氏体生成的硬质的组织,回火马氏体是指对马氏体再加热时被回火的组织。
[0048]
铁素体的面积率:0%以上且80%以下
[0049]
从确保钢板的强度的观点出发,铁素体的面积率为80%以下。该面积率也可以为0%。在本发明中,铁素体是指通过在较高温度下由奥氏体的相变生成的、由bcc晶格的晶粒构成的组织。
[0050]
余量的面积率:5%以下
[0051]
本发明的钢板的钢组织中,作为除马氏体和铁素体以外的余量,可以包含不可避免地含有的金属相。余量的面积率为5%以下时是允许的。作为余量中所含的相,可以列举例如残余奥氏体、珠光体和贝氏体。本发明中所述的残余奥氏体是指不发生马氏体相变而至室温为止残留的奥氏体。本发明中所述的珠光体是指由铁素体和针状渗碳体构成的组织。本发明中所述的贝氏体是指在较低温度(马氏体相变点以上)下由奥氏体生成的、在针状或板状的铁素体中分散有微细的碳化物的硬质的组织。
[0052]
在此,钢组织中的各组织的面积率的值采用通过实施例中记载的方法测定而得到的值。
[0053]
进行v形弯曲加工时的板宽中央的残余应力为800mpa以下
[0054]
本发明中所述的v形弯曲加工是指以弯曲棱线方向与钢板的宽度方向平行的方式以弯曲角度90
°
进行弯曲加工。本发明的钢板的耐延迟断裂特性优良。具体而言,进行实施例中记载的延迟断裂试验时求出的临界负荷应力为屈服强度(以下,也简称为ys)以上。临界负荷应力优选为(ys+100)mpa以上、更优选为(ys+200)mpa以上。为了使临界负荷应力为ys以上,需要使将钢板进行v形弯曲加工时的板宽中央的残余应力为800mpa以下。从得到优良的耐延迟断裂特性的观点出发,该残余应力优选为780mpa以下、更优选为700mpa以下、进一步优选为600mpa以下。
[0055]
进行v形弯曲加工时,板宽端部的残余应力相对于板宽中央的残余应力为90%以上且110%以下
[0056]
本发明的钢板在钢板整个宽度上耐延迟断裂特性都优良。具体而言,对钢板进行v形弯曲加工并在板宽中央和板宽端部求出临界负荷应力时,板宽端部的临界负荷应力相对于板宽中央的临界负荷应力为90%以上且110%以下、优选为92%以上且108%以下、更优选为95%以上且105%以下。为了使板宽端部的临界负荷应力相对于板宽中央的临界负荷应力为90%以上且110%以下,需要在进行v形弯曲加工时使板宽端部的残余应力相对于板宽中央的残余应力为90%以上且110%以下。从提高优良的耐延迟断裂特性的观点出发,进行v形弯曲加工时,板宽端部的残余应力相对于板宽中央的残余应力优选为92%以上且108%以下、更优选为95%以上且105%以下。
[0057]
在钢板长度方向上以1m的长度剪切时的钢板的最大翘曲量为15mm以下
[0058]
本发明的钢板的形状均匀性良好。具体而言,在钢板长度方向(轧制方向)上以1m的长度剪切时的钢板的最大翘曲量为15mm以下。最大翘曲量优选为13mm以下、更优选为
12mm以下、进一步优选为10mm以下。最大翘曲量的下限没有限定,最优选为0mm。
[0059]
本发明中所述的“在钢板长度方向上以1m的长度剪切时的钢板的最大翘曲量”是指:将钢板在钢板长度方向(轧制方向)上以钢板的原始宽度以1m的长度剪切后,将剪切后的钢板放置于水平台上,将从水平台到钢板下部的间隙最大的部位处的从水平台到钢板的距离称为“在钢板长度方向上以1m的长度剪切时的钢板的最大翘曲量”。需要说明的是,此处的距离是指与水平台的水平面垂直的方向(铅直方向)上的距离。另外,将钢板的一个表面作为上侧测定翘曲量后,将钢板的另一表面作为上侧测定翘曲量,将测定的翘曲量中的最大值作为最大翘曲量。另外,剪切后的钢板以钢板的角部与水平台存在更多的接触点(2点以上)的方式放置于水平台上。翘曲量如下求出:将水平板从钢板的上方的位置下降到与钢板接触,在与钢板接触的位置,从水平台与水平板之间的距离减去钢板的板厚,由此求出翘曲量。
[0060]
本发明的钢板为高强度。本发明中所述的高强度是指通过实施例中记载的方法测定的拉伸强度为750mpa以上。钢板的拉伸强度优选为950mpa以上、更优选为1150mpa以上、进一步优选为1300mpa以上。需要说明的是,钢板的拉伸强度的上限没有特别限定,从容易取得与其他特性的平衡的观点出发,优选为2500mpa以下。
[0061]
以下,对用于制成本发明的钢板的优选的成分组成进行说明。在下述的成分组成的说明中,作为成分的含量的单位的“%”是指“质量%”。
[0062]
c:0.05%以上且0.60%以下
[0063]
c是用于提高淬透性的元素,为了确保规定的马氏体的面积率,c是必要的。另外,从提高马氏体的强度、确保强度的观点出发,c是必要的。从维持优良的耐延迟断裂特性、得到规定的强度的观点出发,c量优选为0.05%以上。需要说明的是,从得到ts≥950mpa的观点出发,c含量的下限更优选为0.11%以上。另外,从进一步提高拉伸强度的观点出发,c含量的下限进一步优选为0.125%以上。另一方面,c含量超过0.60%时,具有如下倾向:强度容易变得过量,难以抑制由马氏体相变所致的相变膨胀。因此,具有形状均匀性劣化的倾向。因此,c含量优选为0.60%以下。c含量更优选为0.50%以下、进一步优选为0.40%以下。
[0064]
si:0.01%以上且2.0%以下
[0065]
si是基于固溶强化的强化元素。为了充分地得到这样的效果,优选使si含量为0.01%以上。si含量更优选为0.02%以上、进一步优选为0.03%以上。另一方面,si含量过多时,具有如下倾向:在板厚方向上容易生成粗大的mns,板宽中央的残余应力增加,由此耐延迟断裂特性劣化。因此,si含量优选为2.0%以下。si含量更优选为1.7%以下、进一步优选为1.5%以下。
[0066]
mn:0.1%以上且3.2%以下
[0067]
mn是为了提高钢的淬透性、确保规定的马氏体的面积率而含有的。mn含量小于0.1%时,具有如下倾向:在钢板表层部生成铁素体,由此强度降低。因此,mn含量优选为0.1%以上。mn含量更优选为0.2%以上、进一步优选为0.3%以上。另一方面,mn是特别促进mns的生成/粗大化的元素,mn含量超过3.2%时,具有如下倾向:由于粗大的夹杂物的增加,板宽中央的残余应力增加,由此耐延迟断裂特性劣化。因此,mn含量优选为3.2%以下。mn含量更优选为3.0%以下、进一步优选为2.8%以下。
[0068]
p:0.050%以下
[0069]
p是使钢强化的元素,但其含量多时,具有如下倾向:在晶界偏析,板宽中央的残余应力增加,由此耐延迟断裂特性劣化。因此,p含量优选为0.050%以下。p含量更优选为0.030%以下、进一步优选为0.010%以下。需要说明的是,p含量的下限没有特别限定,现在工业上能够实施的下限为约0.003%。
[0070]
s:0.0050%以下
[0071]
s过量含有时,具有如下倾向:过量地形成mns、tis、ti(c、s)等夹杂物,耐延迟断裂特性劣化。从抑制耐延迟断裂特性劣化的观点出发,s含量优选为0.0050%以下。s含量更优选为0.0020%以下、进一步优选为0.0010%以下、特别优选为0.0005%以下。需要说明的是,s含量的下限没有特别限定,现在工业上能够实施的下限为约0.0002%。
[0072]
al:0.005%以上且0.10%以下
[0073]
al是为了进行充分的脱氧、减少钢中的粗大夹杂物而添加的。从充分地得到该效果的观点出发,al含量优选为0.005%以上。al含量更优选为0.010%以上。另一方面,al含量超过0.10%时,具有如下倾向:热轧后卷取时生成的渗碳体等以fe作为主要成分的碳化物在退火工序中变得难以固溶,生成粗大的夹杂物、碳化物。因此,具有如下倾向:不仅使钢板的强度降低,而且板宽中央的残余应力增加,由此耐延迟断裂特性劣化。因此,al量优选为0.10%以下。al含量更优选为0.08%以下、进一步优选为0.06%以下。
[0074]
n:0.010%以下
[0075]
n是在钢中形成tin、(nb、ti)(c、n)、aln等氮化物、碳氮化物系粗大夹杂物的元素。过量含有n时,由于生成粗大夹杂物,耐延迟断裂特性劣化。为了防止耐延迟断裂特性的劣化,n含量优选为0.010%以下。n含量优选为0.007%以下、进一步优选为0.005%以下。需要说明的是,n含量的下限没有特别限定,现在工业上能够实施的下限为约0.0006%。
[0076]
本发明的钢板优选含有上述成分作为基本成分、余量由fe(铁)和不可避免的杂质构成。在本发明的钢板中,可以在不损害本发明的作用的范围内含有下述成分作为任选成分。需要说明的是,含有小于下限值的下述任选成分的情况下,该成分包含在不可避免的杂质中。
[0077]
选自cr:0.01%以上且0.50%以下、mo:0.01%以上且小于0.15%、v:0.001%以上且0.05%以下中的至少一种
[0078]
以得到钢的淬透性的提高效果为目的,可以含有cr、mo、v。为了得到这样的效果,cr含量和mo含量中的任一者都优选设定为0.01%以上。cr含量和mo含量分别更优选为0.02%以上、进一步优选为0.03%以上。v含量的情况下,优选为0.001%以上、更优选为0.002%以上、进一步优选为0.003%以上。但是,任一种元素过多时,由于碳化物的粗大化,板宽中央的残余应力增加,由此耐延迟断裂特性劣化。因此,cr含量优选为0.50%以下、更优选为0.1%以下。mo含量优选小于0.15%、更优选为0.10%以下。v含量优选为0.05%以下、更优选为0.04%以下、进一步优选为0.03%以下。
[0079]
选自nb:0.001%以上且0.020%以下和ti:0.001%以上且0.020%以下中的至少一种
[0080]
nb、ti通过原γ晶粒的微细化而有助于高强度化。为了得到这样的效果,优选分别以0.001%以上含有nb和ti。nb和ti的含量分别更优选为0.002%以上、进一步优选为0.003%以上。另一方面,大量含有nb、ti时,在热轧工序的钢坯加热时未固溶而残留的nbn、
nb(c、n)、(nb、ti)(c、n)等nb系的粗大析出物、tin、ti(c、n)、ti(c、s)、tis等ti系的粗大析出物增加,板宽中央的残余应力增加,由此耐延迟断裂特性劣化。因此,nb和ti含量分别优选为0.020%以下。nb和ti含量分别更优选为0.015%以下、进一步优选为0.010%以下。
[0081]
选自cu:0.001%以上且0.20%以下和ni:0.001%以上且0.10%以下中的至少一种
[0082]
cu、ni具有使汽车的使用环境下的耐腐蚀性提高、并且腐蚀产物被覆钢板表面而抑制氢向钢板侵入的效果。为了得到该效果,cu和ni分别优选含有0.001%以上。cu含量和ni含量分别更优选为0.002%以上。但是,cu含量、ni含量过多时,导致表面缺陷的产生,使镀覆性、化学转化处理性劣化,因此,cu含量优选为0.20%以下。cu含量更优选为0.15%以下、进一步优选为0.10%以下。ni含量优选为0.10%以下。ni含量更优选为0.08%以下、进一步优选为0.06%以下。
[0083]
b:0.0001%以上且小于0.0020%
[0084]
b是使钢的淬透性提高的元素,通过含有b,可以得到即使在mn含量少的情况下也生成规定的面积率的马氏体的效果。为了得到这样的b的效果,优选将b含量设定为0.0001%以上。b含量优选为0.0002%以上、进一步优选为0.0003%以上。另一方面,b含量为0.0020%以上时,使退火时的渗碳体的固溶速度延迟,未固溶的渗碳体等以fe为主要成分的碳化物残留。由此,板宽中央的残余应力增加,导致耐延迟断裂特性劣化。因此,b含量优选小于0.0020%。b含量更优选为0.0015%以下、进一步优选为0.0010%以下。
[0085]
选自sb:0.002%以上且0.1%以下和sn:0.002%以上且0.1%以下中的至少一种
[0086]
sb、sn抑制钢板表层部的氧化、氮化,抑制因钢板表层部的氧化、氮化所致的c、b的减少。另外,通过抑制c、b的减少,抑制钢板表层部的铁素体生成,有助于高强度化。为了得到这样的效果,sb含量和sn含量中的任一者都优选为0.002%以上。sb含量和sn含量分别更优选为0.003%以上、进一步优选为0.004%以上。另一方面,sb含量和sn含量中的任一者含有超过0.1%时,sb、sn在原γ晶界偏析,板宽中央的残余应力增加,由此耐延迟断裂特性劣化。因此,sb含量和sn含量中的任一者都优选为0.1%以下。sb含量和sn含量分别更优选为0.08%以下、进一步优选为0.06%以下。
[0087]
需要说明的是,在本发明的钢板中,可以在不损害本发明效果的范围内含有ta、w、ca、mg、zr、rem作为其他元素,这些元素的含量分别为0.1%以下时是允许的。
[0088]
接着,对本发明的钢板的制造方法进行说明。
[0089]
本发明的钢板的制造方法具有热轧工序、根据需要进行的冷轧工序、退火工序。本发明的钢板的制造方法例如具有:热轧工序,将具有上述优选的成分组成的钢坯加热后,进行热轧;根据需要进行的冷轧工序;和退火工序,将热轧工序中得到的热轧钢板或冷轧工序中得到的冷轧钢板在a
c1
点以上的退火温度下保持30秒以上,然后,在ms点以上开始水淬,水冷至100℃以下后,在100℃以上且300℃以下再次加热,退火工序中的水淬的水冷中,在钢板的表面温度为(ms点+150℃)以下的区域,利用夹着钢板设置的两个辊从钢板的表面和背面约束钢板,两个辊的约束位置处的板宽中央相对于板宽端部的约束压力比为1.05以上且2.0以下。
[0090]
以下,对各工序进行说明。需要说明的是,只要没有特别说明,以下所示的对钢坯、钢板等进行加热或冷却时的温度是指钢坯、钢板等的表面温度。
[0091]
热轧工序
[0092]
热轧工序是指将具有上述成分组成的钢坯加热后进行热轧的工序。
[0093]
将具有上述成分组成的钢坯供于热轧。钢坯加热温度没有特别限定,但通过设定为1200℃以上,能够实现促进硫化物的固溶和减少mn偏析,能够实现降低上述粗大的夹杂物量和碳化物量,耐延迟断裂特性提高。因此,钢坯加热温度优选为1200℃以上。更优选为1230℃以上、进一步优选为1250℃以上。钢坯加热温度的上限没有特别限定,但优选为1400℃以下。另外,钢坯加热时的加热速度没有特别限定,但优选设定为5~15℃/分钟。另外,钢坯加热时的钢坯均热时间没有特别限定,但优选设定为30~100分钟。
[0094]
精轧温度没有特别限定,但优选为840℃以上。精轧温度低于840℃时,到温度降低为止耗费时间,生成夹杂物和粗大碳化物,由此使耐延迟断裂特性劣化,不仅如此,钢板的内部的品质也可能降低。因此,精轧温度优选为840℃以上。精轧温度更优选为860℃以上。另一方面,精轧温度的上限没有特别限定,但由于冷却至之后的卷取温度变得困难,因此,精轧温度优选为950℃以下。精轧温度更优选为920℃以下。
[0095]
优选将冷却至卷取温度的热轧钢板在630℃以下的温度下进行卷取。卷取温度超过630℃时,钢基表面有可能脱碳,有可能在钢板内部与表面产生组织差而成为合金浓度不均的原因。另外,有可能因脱碳而在表层生成铁素体、使拉伸强度降低。因此,卷取温度优选为630℃以下。更优选为600℃以下。下限没有特别限定,但为了防止冷轧性的降低,优选为500℃以上。
[0096]
可以对卷取后的热轧钢板进行酸洗。酸洗条件没有特别限定。
[0097]
冷轧工序
[0098]
冷轧工序是指对热轧工序中得到的热轧钢板进行冷轧的工序。冷轧的压下率没有特别限定,但压下率小于20%时,有可能表面的平坦度差、组织变得不均匀,因此,压下率优选设定为20%以上。需要说明的是,冷轧工序不是必须的工序,如果钢组织、机械特性满足本发明的范围,冷轧工序也可以省略。
[0099]
退火工序
[0100]
退火工序是指如下工序:将冷轧钢板或热轧钢板在a
c1
点以上的退火温度下保持30秒以上,然后,在ms点以上开始水淬,水冷至100℃以下后,在100℃以上且300℃以下再次加热。退火工序中的水淬的水冷中,在钢板的表面温度为(ms点+150℃)以下的区域,利用夹着钢板设置的两个辊从钢板的表面和背面约束钢板,两个辊的约束位置处的板宽中央相对于板宽端部的约束压力比为1.05以上且2.0以下。
[0101]
加热至a
c1
点以上的退火温度
[0102]
退火温度低于a
c1
点时,不生成奥氏体,因此,难以得到具有20%以上的马氏体的钢板,得不到期望的强度。因此,退火温度需要为a
c1
点以上。优选为(a
c1
点+10℃)以上。退火温度的上限没有特别限定,但从优化水淬时的温度、防止形状均匀性的劣化的观点出发,退火温度优选为900℃以下。
[0103]
需要说明的是,此处所述的a
c1
点通过下式算出。另外,下式中,(%元素符号)是指各元素的含量(质量%)。
[0104]ac1
点(℃)=723+22(%si)-18(%mn)+17(%cr)+4.5(%mo)+16(%v)
[0105]
退火温度下的保持时间(退火保持时间)为30秒以上
[0106]
退火保持时间小于30秒时,碳化物的溶解和奥氏体相变没有充分地进行,因此,之后的热处理时残留的碳化物粗大化,板宽中央的残余应力增加,由此耐延迟断裂特性劣化。因此,退火保持时间为30秒以上、优选为35秒以上。退火保持时间的上限没有特别限定,但从抑制奥氏体粒径的粗大化、防止侵入氢量的增加的观点出发,退火保持时间优选设定为900秒以下。
[0107]
水淬起始温度为ms点以上
[0108]
淬火起始温度是用于确定作为强度的支配因素的马氏体分率的重要因素。淬火起始温度低于ms点时,在淬火前发生马氏体相变,因此,发生马氏体的自回火,形状均匀性变差。因此,水淬起始温度为ms点以上。优选为(ms点+50℃)以上。水淬起始温度的上限没有特别限定,可以为退火温度。
[0109]
需要说明的是,此处所述的ms点通过下式算出。另外,下式中,(%元素符号)是指各元素的含量(质量%),(%vm)是指马氏体面积率(单位:%)。
[0110]
ms点(℃)=550-350{(%c)/(%vm)
×
100}-40(%mn)-17(%ni)-17(%cr)-21(%mo)
[0111]
水淬的水冷中,利用两个辊从钢板的表面和背面约束钢板是用于得到形状矫正效果的重要因素,为了减小板宽中央的残余应力和钢板整个宽度的残余应力变动,约束条件的控制是重要因素。本发明具有如下特征:通过约束对水冷中的相变应变进行矫正,由此使钢板的形状均匀性提高,不需要针对残余应力增加、耐延迟断裂特性劣化而利用整平矫正、表皮光轧进行矫正。由于不需要对形状均匀性劣化进行矫正时实施的整平加工、表皮光轧,因此能够降低残余应力。另外,在约束条件下钢板整个宽度的残余应力变动也减小,因此在钢板整个宽度上耐延迟断裂特性良好。
[0112]
利用两个辊从钢板的表面和背面约束钢板时的钢板的表面温度(以下称为约束温度)为(ms点+150℃)以下
[0113]
约束温度超过(ms点+150℃)时,约束后发生马氏体相变,因此,不能抑制因马氏体相变的相变膨胀所致的形状均匀性的劣化,形状均匀性变差。因此,约束温度为(ms点+150℃)以下、优选为(ms点+100℃)以下、更优选为(ms点+50℃)以下。约束温度的下限没有特别限定,但优选为水不冻结的0℃以上。
[0114]
两个辊的约束位置处的板宽中央相对于板宽端部的约束压力比为1.05以上且2.0以下
[0115]
通过将两个辊的约束位置处的板宽中央相对于板宽端部的约束压力比设定为1.05以上,能够使在板宽中央残留的残余应力在钢板宽度方向上分散,能够减小板宽中央的残余应力和钢板整个宽度上的残余应力变动,能够在钢板整个宽度上耐延迟断裂特性优良。因此,约束压力比为1.05以上。约束压力比优选为1.10以上。另一方面,约束压力比超过2.0时,板宽中央处的残余应力值变高,因此,耐延迟断裂特性劣化。因此,约束压力比为2.0以下。约束压力比优选为1.7以下、更优选为1.5以下。
[0116]
如果约束压力比在本发明的范围内,则约束压力没有特别限定,但从更有效地得到本发明效果的观点出发,优选每1mm2钢板的约束压力(负荷载荷)为50~300n/mm2。需要说明的是,此处所述的约束压力(负荷载荷)是从钢板的表面和背面对钢板施加的加压力的合计。另外,基于两个辊的约束压力优选从钢板的表面和背面均等地进行加压。
[0117]
用于在板宽中央处利用比板宽端部更大的约束压力对钢板进行约束的方法没有特别限定。
[0118]
作为上述方法的一例,可以列举在利用辊约束钢板时使与板宽中央接触的部分的辊径大于与板宽端部接触的部分的辊径。例如,如果使用辊的筒体长度比钢板的宽度长、并且与板宽端部接触的部分的辊径和与板宽中央接触的部分的辊径相同的辊、使板宽中央部的温度高于板宽端部,则由于热膨胀率的差异,能够增大与板宽中央接触的部分的辊径。如果使用这样的辊,则能够稳定地对钢板施加约束压力。作为其他例,也可以使板宽中央部与板宽端部的温度恒定,使用与板宽中央接触的部分的辊径大于与板宽端部接触的部分的辊径的辊。
[0119]
另外,作为上述方法的另一例,可以列举将用于按压与钢板直接接触的辊的导辊以钢板的板宽中央部和钢板的板宽端部进行分割,进行使从导辊按压的力在板宽中央比在板宽端部大的控制。
[0120]
水冷至100℃以下
[0121]
水冷后的温度超过100℃时,马氏体相变在水冷后进行至对形状均匀性带来不良影响的程度。因此,从水槽出来后的钢板温度需要为100℃以下。水冷后的温度优选为80℃以下。
[0122]
在100℃以上且300℃以下再次加热
[0123]
水冷后进行再加热,将水冷时生成的马氏体回火,由此能够降低残余应力。这样,能够使耐延迟断裂特性良好。再加热温度低于100℃时,得不到上述效果。因此,再加热温度为100℃以上。再加热温度优选为130℃以上。另一方面,在超过300℃进行回火时,由于回火所致的相变收缩,使形状均匀性劣化。因此,再加热温度为300℃以下。再加热温度优选为260℃以下。
[0124]
需要说明的是,也可以对热轧工序后的热轧钢板进行用于组织软质化的热处理。另外,退火工序后也可以进行用于形状调整的平整轧制。另外,也可以对钢板表面进行实施zn、al等的镀覆的镀覆处理。
[0125]
需要说明的是,关于本发明中的板宽中央,可以假设在制造时通过修整除去钢板的宽度端部而设定为所制造的钢板的钢板宽度的1/2的宽度方向的位置
±
200mm。
[0126]
接着,对本发明的构件及其制造方法进行说明。
[0127]
本发明的构件是对本发明的钢板实施成形加工和焊接中的至少一者而成的构件。另外,本发明的构件的制造方法具有对通过本发明的钢板的制造方法制造的钢板实施成形加工和焊接中的至少一者的工序。
[0128]
本发明的钢板为高强度,形状均匀性和耐延迟断裂特性优良。使用本发明的钢板得到的构件为高强度,尺寸精度良好,耐延迟断裂特性优良,因此例如可以适合用于汽车用结构构件。
[0129]
成形加工可以没有限制地使用冲压加工等通常的加工方法。另外,焊接可以没有限制地使用点焊、电弧焊接等通常的焊接。
[0130]
实施例
[0131]
[实施例1]
[0132]
参考实施例对本发明具体地进行说明。
[0133]
1.评价用钢板的制造
[0134]
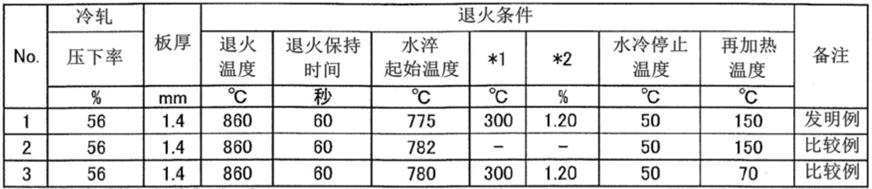
在表1所示的条件下对板厚1.4mm的冷轧钢板进行退火,制造具有表2中记载的特性的钢板。需要说明的是,通过约束辊时的温度使用辊附带的接触式温度计进行测定。约束压力通过使用了yu模型的cae(计算机辅助工程,computer aided engineering)分析、使用辊的刚性、形状、压入量、钢板的板厚、相变时的奥氏体分率、应力-应变曲线求出。
[0135]
需要说明的是,在退火工序中的水淬中,以辊每1m2钢板的约束压力(负荷载荷)为50~300n/mm2的方式,利用夹着钢板设置的两个辊从钢板的表面和背面以均等的压力对钢板施加约束压力(负荷载荷)。
[0136]
需要说明的是,在表1的no.2中,在退火工序中的水淬的水冷中,没有利用两个辊约束钢板,因此,“辊约束时的钢板的表面温度”和“辊约束位置处的板宽中央相对于板宽端部的约束压力比”分别记载为
“‑”
。
[0137]
[表1]
[0138][0139]
*1:辊约束时的钢板的表面温度
[0140]
*2:辊约束位置处的板宽中央相对于板宽端部的约束压力比(板宽中央的约束压力/板宽端部的约束压力)
[0141]
2.评价方法
[0142]
对于在各种制造条件下得到的钢板,通过对钢组织进行分析来调查组织分率,通过实施拉伸试验来评价拉伸强度等拉伸特性,通过延迟断裂试验来评价耐延迟断裂特性,通过钢板形状的测定来评价形状均匀性。各评价的方法如下所述。结果示于表2中。
[0143]
(钢组织的面积率)
[0144]
从各钢板的轧制方向和相对于轧制方向垂直的方向裁取试验片,对与轧制方向平行的板厚l截面进行镜面研磨,利用硝酸乙醇溶液使组织显现出来。使用扫描电子显微镜对组织显现后的样品进行观察,在倍率1500倍的sem图像上的、实际长度82μm
×
57μm的区域上放置4.8μm间隔的16
×
15的格子,数出位于各相上的点数,通过这样的点计数法,调查马氏体和铁素体的面积率。面积率设定为由倍率1500倍的各个sem图像求出的三个面积率的平均值。测定部位设定为板厚1/4。马氏体呈白色的组织,回火马氏体在内部析出微细的碳化物。铁素体呈黑色的组织。另外,根据块粒的面取向和蚀刻的程度,有时也难以出现内部的碳化物,因此,这种情况下需要充分地进行蚀刻来确认。另外,从100%减去铁素体和马氏体的合计面积率而算出除铁素体和马氏体以外的余量的面积率。
[0145]
(拉伸试验)
[0146]
从各钢板的板宽中央部的轧制方向裁取标点间距离为50mm、标点间宽度为25mm的jis5号试验片,依据jis z 2241(2011)的规定,在拉伸速度为10mm/分钟的条件下进行拉伸试验,测定拉伸强度(ts)和屈服强度(ys)。
[0147]
(残余应力测定方法)
[0148]
通过x射线衍射测定残余应力。具体而言,从各钢板的板宽中央和板宽端部裁取轧制方向上为100mm、宽度方向上为30mm的样品,使钢板的样品载置于具有90
°
角度的冲模上,利用具有90
°
角度的冲头对钢板进行冲压,由此,以弯曲棱线方向与钢板的宽度方向平行的方式进行v形弯曲加工。v形弯曲加工在冲头移动速度为30mm/分钟、载荷为15吨、最大载荷下的保持时间(压入时间)为5秒的条件下进行。接着,使用螺栓、螺母和锥形垫圈,从板面的两侧用螺栓紧固弯曲加工后的钢板(构件)。紧固量设定为30mm。
[0149]
上述弯曲加工后的钢板的残余应力的测定部位为弯曲棱线部的端面的板厚中心,x射线的照射直径设定为150μm。测定方向设定为与板厚方向垂直且与弯曲棱线方向垂直的方向。
[0150]
需要说明的是,板宽端部的样品在宽度方向上距钢板的板宽端部0~30mm的位置处裁取。
[0151]
需要说明的是,在本发明的实施例中,以在板宽方向上相对于板宽中央对称的方式施加负荷来制造钢板,因此,仅在一个端部测定残余应力,另一个端部的残余应力视为相同的数值。
[0152]
(临界负荷应力的测定)
[0153]
通过延迟断裂试验测定临界负荷应力。具体而言,从各钢板的板宽中央裁取轧制方向上为100mm、宽度方向上为30mm的样品,通过与上述残余应力测定方法相同的方法,对样品进行v形弯曲加工。接着,使用螺栓、螺母和锥形垫圈,将弯曲加工后的钢板(构件)从板面的两侧用螺栓紧固。通过使用了yu模型的cae分析,根据由拉伸试验求出的应力-应变曲线算出负荷应力与紧固量的关系,制作具有各种负荷应力的成形构件。将该成形构件浸渍在ph=1(25℃)的盐酸中,将未发生延迟断裂的最大负荷应力评价为临界负荷应力。延迟断裂的判定通过目视和利用实体显微镜放大至倍率
×
20的图像进行,将浸渍96小时未产生裂纹的情况设为无断裂。此处所述的裂纹是指产生了龟裂长度为200μm以上的龟裂的情况。
[0154]
(钢板形状的测定)
[0155]
将各实施例中得到的钢板在钢板长度方向(轧制方向)上以钢板的原始宽度以1m的长度剪切,将剪切后的钢板放置于水平台上。需要说明的是,剪切后的钢板以钢板的角部与水平台存在更多的接触点(2点以上)的方式放置于水平台上。翘曲量如下求出:将水平板从钢板的上方的位置下降至与钢板接触,在与钢板接触的位置,从水平台与水平板之间的距离减去钢板的板厚,由此求出翘曲量。另外,将钢板的一个表面作为上侧测定翘曲量后,将钢板的另一表面作为上侧测定翘曲量,将所测定的翘曲量中的最大值作为最大翘曲量。需要说明的是,在进行钢板的长度方向的切断时的剪切机的刀刃的间隙为4%(管理范围的上限为10%)的条件下进行。
[0156]
3.评价结果
[0157]
将上述评价结果示于表2中。
[0158]
[表2]
[0159][0160]
m:马氏体的面积率、f:铁素体的面积率、余量:余量的面积率
[0161]
*1:板宽端部相对于板宽中央的残余应力比(板宽端部的残余应力/板宽中央的残余应力)
[0162]
*2:板宽端部相对于板宽中央的临界负荷应力比(板宽端部的临界负荷应力/板宽中央的临界负荷应力)
[0163]
*3:在钢板长度方向上以1m的长度剪切时的钢板的最大翘曲量
[0164]
在本实施例中,将ts为750mpa以上、临界负荷应力为ys以上、板宽中央相对于板宽端部的临界负荷应力比为90%以上且110%以下、并且在钢板长度方向上以1m的长度剪切时的钢板的最大翘曲量为15mm以下的钢板设为合格,在表2中作为发明例示出。将不满足它们中的至少一者的钢板设为不合格,在表2中作为比较例示出。
[0165]
[实施例2]
[0166]
参考实施例对本发明具体地进行说明。
[0167]
1.评价用钢板的制造
[0168]
将具有表3所示的成分组成、余量由fe和不可避免的杂质构成的钢利用真空熔化炉熔炼后,进行开坯轧制,得到厚度为27mm的开坯轧制材料。对所得到的开坯轧制材料进行热轧。接着,对于进行冷轧的样品,在对热轧钢板进行磨削加工后,以表4或5所示的压下率进行冷轧,冷轧至成为表4或5中记载的板厚,制造冷轧钢板。需要说明的是,一部分样品在对热轧钢板进行磨削加工后未进行冷轧。表中压下率记载为
“‑”
的样品是指未进行冷轧。接着,对通过上述得到的热轧钢板和冷轧钢板在表4或5所示的条件下进行退火,制造钢板。需要说明的是,表3的空栏表示没有特意地添加,不仅包括不含有(0质量%)的情况,还包括不可避免地含有的情况。
[0169]
需要说明的是,在表4和5中,将“辊约束时的钢板的表面温度”和“辊约束位置处的板宽中央相对于板宽端部的约束压力比”记载为
“‑”
的比较例是指在退火工序中的水淬的水冷中未利用两个辊约束钢板。
[0170][0171]
[表4]
[0172][0173]
*1:辊约束时的钢板的表面温度
[0174]
*2:辊约束位置处的板宽中央相对于板宽端部的约束压力比(板宽中央的约束压力/板宽端部的约束压力)
[0175]
[表5]
[0176][0177]
*1:辊约束时的钢板的表面温度
[0178]
*2:辊约束位置处的板宽中央相对于板宽端部的约束压力比(板宽中央的约束压力/板宽端部的约束压力)
[0179]
2.评价方法
[0180]
对于在各种制造条件下得到的钢板,通过对钢组织进行分析来调查组织分率,通过实施拉伸试验来评价拉伸强度等拉伸特性,通过延迟断裂试验来评价耐延迟断裂特性,通过钢板形状的测定来评价形状均匀性。各评价的方法与实施例1中记载的方法相同。
[0181]
3.评价结果
[0182]
将上述评价结果示于表6和7中。
[0183]
[表6]
[0184][0185]
m:马氏体的面积率、f:铁素体的面积率、余量:余量的面积率
[0186]
*1:板宽端部相对于板宽中央的残余应力比(板宽端部的残余应力/板宽中央的残余应力)
[0187]
*2:板宽端部相对于板宽中央的临界负荷应力比(板宽端部的临界负荷应力/板宽中央的临界负荷应力)
[0188]
*3:在钢板长度方向上以1m的长度剪切时的钢板的最大翘曲量
[0189]
[表7]
[0190][0191]
m:马氏体的面积率、f:铁素体的面积率、余量:余量的面积率
[0192]
*1:板宽端部相对于板宽中央的残余应力比(板宽端部的残余应力/板宽中央的残余应力)
[0193]
*2:板宽端部相对于板宽中央的临界负荷应力比(板宽端部的临界负荷应力/板宽中央的临界负荷应力)
[0194]
*3:在钢板长度方向上以1m的长度剪切时的钢板的最大翘曲量
[0195]
在本实施例中,将ts为750mpa以上、临界负荷应力为ys以上、板宽中央相对于板宽端部的临界负荷应力比为90%以上且110%以下、并且在钢板长度方向上以1m的长度剪切时的钢板的最大翘曲量为15mm以下的钢板设为合格,在表6和7中作为发明例示出。将不满足它们中的至少一者的钢板设为不合格,在表6和7中作为比较例示出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1