在3D打印机中生成颗粒状构建材料层的装置和方法与流程
在3d打印机中生成颗粒状构建材料层的装置和方法
技术领域
1.本发明涉及用于在3d打印机中生成颗粒状构建材料层的装置,其中装置布置有至少一个用于施加颗粒状构建材料的器具和一个用于整平颗粒状构建材料的器具。
2.本发明还涉及一种用于在3d打印机中生成颗粒状构建材料层的方法,其中将颗粒状构建材料进行施加、整平、和压实,以生成层。
背景技术:
3.已知使用所谓的3d打印或者所谓的3d打印工艺,用于单个或者系列的组件、工件、或者模具的生产。在这样的打印工艺中,三维组件或者工件是逐层生成的。
4.该结构可以根据规定的尺寸和形状、在计算机控制下由一种或者多种流体或者固体材料进行组装。例如,可以通过所谓的计算机辅助设计系统(cad)来提供待打印的组件或者工件的规格。
5.在打印3d结构或者3d组件时,在颗粒状构建材料、也称为模制材料中,会发生物理或者化学硬化过程或者熔化过程。诸如塑料、合成树脂、陶瓷、和金属的构建材料或者模制材料用作这种3d打印工艺的材料。
6.用于实施3d打印工艺的各种制造工艺的顺序是已知的。
7.不过,这些工艺顺序的一些包括以下示例性工艺步骤:
8.·
在所谓的施工现场上的局部或者整个表面,施加颗粒状构建材料、也称为颗粒状材料或者粉末状构建材料,以形成一层未固化的颗粒状材料;
9.·
在预定的局部区域中,例如通过选择性压实、打印、或者诸如粘合剂的处理剂的应用、或者激光的使用,将未固化的颗粒状构建材料的所施加层进行选择性固化;
10.·
在其他层级中重复上述工艺步骤,用于组件或者工件的逐层构造。为此,可以将逐层地在施工现场上构建的或者打印的组件或者工件与施工现场一起降低一个层级或者层厚,或者,在部分表面上方或者整个表面上方施加新层之前,可以相对于施工现场将3d打印设备升高一个层级或者层厚;
11.·
随后,将所构造的组件或者工件周围的疏松、未固化的颗粒状构建材料去除。
12.用于生成3d结构或者用于在施工现场上施加颗粒状构建材料以生成3d结构的各种方法在现有技术中是已知的。
13.从de 10117875 c1已知一种用于施加流体的方法和设备及其应用。
14.施加流体的方法具体地涉及将颗粒状材料施加至待涂覆区,其中流体施加至刀具前面的待涂覆区,如沿着刀具的前进方向所见,此后刀具在所施加的流体上移动。
15.其目的是提供一种能够实现流体材料在待涂覆区上的非常平坦的分布的设备、方法和设备的应用。
16.通过所提出的解决方案,刀具执行类似于旋转运动的摆动。刀具的摆动旋转运动使施加至涂覆区的流体流化。于是,不仅可以尽可能平坦地、整平地施加具有强烈结块倾向的颗粒状材料,而且摆动也能够影响到流体的压缩。
17.在优选的实施例中,可以将过量的流体施加至待涂覆区,使得以旋转的方式摆动的刀具的持续运动引起刀具前面的过量流体——如沿着前进刀具的移动方向所见——在由于刀具的推进由流体/颗粒状材料形成的辊子中进行均质化。这允许对单个颗粒团块之间的任何空隙进行填充,并且较大的颗粒材料团块可以通过辊子运动进行破碎。
18.de 102016211952 a1公开了一种用于三维物体的添加制造的涂覆单元、涂覆方法、设备、和方法。
19.所要解决的问题是,提供一种可替代的或者改进的涂覆单元或者生产设备,或者一种可替代的或者改进的涂覆或者生产方法,用于通过逐层施加和选择性固化结构材料的三维物体,其中特别是涂覆方向可以很容易地改变。
20.为了解决这个问题,涂覆单元包括:至少两个涂覆辊子,它们沿着第一方向彼此间隔开,并且沿着横向于、优选地垂直于第一方向的第二方向延伸;以及压缩和/或整平元件,其沿着第一方向布置在两个涂覆辊子之间,并且沿着第二方向延伸。
21.涂覆单元设计成根据涂覆单元沿着第一方向或者沿着其相反方向的运动方向,利用沿着相应运动方向引导的涂覆辊子,将构建材料拉伸成均匀的层,并且利用压实和/或整平元件,将通过引导涂覆辊子而拉伸的层压实和/或整平。通过这样的涂覆单元,例如,材料层的施加和压缩和/或整平可以通过单独的元件彼此分开地进行,而涂覆单元仍然可以沿着相互相反的涂覆方向使用。
22.压缩和/或整平元件优选地沿着第一方向基本上居中地布置在两个涂覆辊子之间。
23.de 102006023484 a1公开了一种用于由粉末状结构材料以层状生成三维物体的设备和方法。特别地,该发明涉及一种选择性激光烧结的方法和一种激光烧结装置。
24.其目的是提供一种用于制造三维物体的方法和装置,特别是激光烧结方法和激光烧结装置,其能够降低刷新率,并且降低工艺成本。
25.为此,该涂覆机具有一个刀具,该刀具具有沿着涂覆方向升高的施加表面,其中施加表面设置在刀具的面向支撑件的下侧,并且沿着涂覆机的运动方向,以大于0.2
°
和小于约5
°
的角度升高,该角度优选地在约0.5
°
和约3
°
之间,更优选地在约0.7
°
和约2.8
°
之间。通过这种刀具,可以在施加材料之后,同时地实现整平和压实。
26.根据现有技术的情况,颗粒状构建材料的施加、构建材料的剥离或者整平和压实通过设备或者通过装置来实施。这至少包括用于施加颗粒状构建材料的器具,和用于剥离或者整平和压实构建材料的器具,其通常设计为刀具形式的元件,其形成构造为空间或者结构单元的设备或者装置。根据现有技术,用于这种设备或者装置的安装空间也应该保持较小。
27.根据现有技术的具有所谓的摆动刀具的装置,其解决了将颗粒状构建材料施加、整平、和压实的工艺步骤结合,不利的是,当所施加的材料的数量增加时,需要摆动刀具的较高的摆动频率。在这个较高的摆动频率下,较大数量的颗粒状构建材料能够排出,并且这个较大数量的排出的颗粒状结构材料能够压实。
28.然而,增加摆动刀具的摆动频率存在物理限制。此限制同样存在于工艺步骤施加、整平和压实。
29.由于摆动刀具的较高摆动频率和高进给速率,大量的颗粒状构建材料在摆动刀具
下方滑动或者滑落,因此损坏下方已创建的打印图像或者已部分创建的3d结构。
30.另外,由于施加、整平、和压实之间的直接关系,使得无法将过量的材料(其在摆动刀具前面形成所谓的山形,并且由过量施加的颗粒状构建材料引起)保持至最低限度,而不影响摆动刀具的次要功能之一。
31.同样地,不可能将摆动刀具仅单独用于其任务之一。
32.基于该现有技术,需要改进用于在3d打印机中生成颗粒状构建材料的层的装置和方法。
技术实现要素:
33.因此,本发明的目的是规定用于在3d打印机中生成颗粒状构建材料层的装置和方法,其能够增加所施加材料的数量,同时还保持恒定的质量,并且在施加、整平、和压实颗粒状构建材料期间可以减少作用在施工现场的力。
34.该目的是通过具有根据独立权利要求中的权利要求1的特征的装置来实现。在从属权利要求中列举了其他实施例。
35.该目的还通过具有根据独立权利要求中的权利要求8的特征的方法来实现。在从属权利要求中列举了其他实施例。
36.本发明提供了在用于在3d打印机中生成颗粒状构建材料的层的装置(该装置在下文中也简称为涂覆机或者涂覆机装置)中,用于施加颗粒状构建材料的器具与用于剥离或者整平和压实颗粒状构建材料的器具在空间上分离。另外,用于施加颗粒状构建材料的器具在技术上或者功能上也与用于剥离的器具、或者与用于整平和压实构建材料的器具分离。
37.因此,至少一种用于施加颗粒状构建材料的器具和至少一种用于剥离或者整平所施加的颗粒状构建材料的器具,都布置在可以在施工现场上方移动的涂覆机装置中。当涂覆机装置在施工现场上方移动时,布置在涂覆机装置中的器具也随着涂覆机装置移动。当器具布置成在涂覆机装置中彼此相距特定距离时,器具之间的该特定距离可以在涂覆机装置在施工现场上方移动期间保持。在一个实施例中,器具可以在涂覆机装置的生产步骤期间以彼此特定距离牢固地连接至涂覆机装置。
38.器具的物理分离防止器具彼此相互影响。技术上的分离允许每一个器具可以进行单独控制或者调节,并且独立于另一个器具。
39.通常将颗粒状构建材料理解为物质或者物质混合物的单个颗粒的集合,其中每个颗粒具有三维长度。由于这些颗粒主要可以理解为圆形、椭圆形、或者细长颗粒,因此可以限定这种颗粒的平均直径,其通常在0.1mm和0.4mm之间的范围内。这种颗粒状构建材料具有流体特性。
40.颗粒状构建材料可以例如通过辊子或者可替代地通过圆边施加至施工现场。颗粒状构建材料铺展在该施工现场上方,随后通过具有至少一个刀具并且与辊子或者圆边在空间上分离布置的器具来整平。
41.在一个实施例中,刀具可以整平和压实颗粒状构建材料。
42.在可替代的实施例中,颗粒状构建材料可以通过独立于刀具和独立于辊子或者圆边的其他用于压实的器具来压实。
43.当整平颗粒状构建材料时,旨在确保均匀填充施工现场的过量施加的颗粒状构建材料会产生所谓的“山形”或者过量材料。该山形的高度取决于例如通过辊子所施加的材料的量,并且因此可以例如通过辊子的速度来设置。
44.有利地,过量的材料或者山形可以保持尽可能小,因为通过这样,当整平构建材料时,作用在下方已经生成的打印图像上、或者已经部分生成的3d结构上的力可以变得较小。
45.构建材料在辊子的整个分配宽度上的施加越均匀,刀具前面的山形就越小。
46.另外,具有用于将颗粒状构建材料施加至施工现场的器具的第一子组件和在空间上和技术上与第一子组件分开布置的第二子组件中,用于整平所施加的颗粒状构建材料的器具可以布置在涂覆机装置中。因此,第一子组件和第二子组件都布置在涂覆机装置中,其中由于子组件连接至涂覆机装置,因此在施工现场上方子组件与涂覆机装置一起移动。通过这样,既创建了各种器具的在空间上分离的布置,又创建了改变涂覆机装置内的各种器具之间的距离的可能性。
47.涂覆机装置中不同器具之间的距离可以通过结构来规定。可替代地,可以提供用于在3d打印机操作期间改变距离的器具,由此,例如,可以使距离适应不同的颗粒状构建材料或者要实现的打印质量。
48.通过涂覆机装置内的器具在技术上和因此在空间上的分离,可以使施加颗粒状构建材料、整平颗粒、和压实颗粒状构建材料的工艺步骤有利地不会相互影响,尽管这些工艺步骤是涂覆机装置在施工现场上方的单次移动中来实施的。这种相互影响例如发生在具有摆动刀具的现有技术方法中,因为摆动刀具同时施加、整平、和压实。根据本发明,施加、压实、和整平的各个工作步骤的工艺参数可以相互匹配并且相互独立地调节。另外,它们还可以组合在一个控制回路中。
49.可以在涂覆机装置中布置用于施加颗粒状构建材料的器具和用于整平所施加的颗粒状构建材料的多个器具。通过在诸如多个刀具的多个子组件上分配整平过程,可以减少作用在位于当前生成的层下方的已创建的3d结构上的力。这对所生成的3d结构的质量具有有利的影响。
50.可以在涂覆机装置中布置用于施加颗粒状构建材料的第一器具和用于整平所施加的颗粒状构建材料的第一器具,以及用于施加颗粒状构建材料的第二器具和用于整平所施加的颗粒状构建材料的第二器具。
51.通过按照所列顺序的这些器具的多种布置,可以在涂覆机装置在施工现场上方的单次移动中将不同的颗粒状构建材料施加至施工现场。另外,可以施加由两个不同的局部层组成的层,其中局部层可以由相同的颗粒状构建材料或者由不同的颗粒状构建材料组成。
52.另外,用于将颗粒状构建材料施加至施工现场的器具可以是具有相应相关联的储存容器和用于计量构建材料的器具的辊子。
53.另外,用于整平颗粒状构建材料的器具可以是刀具或者刮具。
54.由于用于施加颗粒状构建材料的器具和用于整平所施加的颗粒状构建材料的器具在涂覆机装置内在空间上分离的布置,因此在涂覆器装置在施工现场上方移动期间,相关的施加和整平工艺步骤可以顺序地发生。因此,在颗粒状构建材料已经施加之后,颗粒状构建材料在进行整平之前可以静置一段时间。该静置时间对生成层时的质量以及对所生成
的3d打印的质量具有有益的影响。
55.当生成层时,在涂覆机装置在施工现场上方的单次移动中有利地施加至少第一局部层和第二局部层,其中该层的厚度是局部层厚度的总和。对层中仅两个子层的限制不予考虑。
56.除了已经描述的特征之外,所施加的和整平的颗粒状材料可以进行压实。该方法步骤可以通过用于整平颗粒状构建材料的器具或者通过单独的用于压实的器具来实施。
57.在根据本发明的颗粒状构建材料的施加之后,接下来的工艺步骤是其中在预定的局部区域中对未固化的颗粒状构建材料的所施加层进行选择性地固化。该工艺步骤与本发明无关,因此在此不进行详细解释。
58.从现有技术已知的方法,例如通过印刷或者施加诸如粘合剂的处理剂、或者使用激光进行固化是可能的。
附图说明
59.在结合附图仔细研究以下对本发明优选的非限制性示例性实施例的详细描述后,将更好地理解和领会本发明的上述特征和优点,附图显示为:
60.图1:根据本发明的装置在第一实施例中的透视示例性图示;
61.图2:根据本发明的具有两个用于施加的器具和两个用于整平颗粒状构建材料的在空间上分离的器具的装置的透视示例性图示;
62.图3:根据本发明的具有用于施加的器具和多个用于整平颗粒状构建材料的在空间上分离的器具的装置的透视示例性图示;
63.图4:图3的装置的其他图示;
64.图5:用于整平颗粒状构建材料的几种器具的操作的示意图;以及
65.图6:根据本发明的两个在空间上分离的装置,每一个具有用于施加的器具和用于在施工现场上整平颗粒状构建材料的器具。
具体实施方式
66.图1示出了根据本发明的装置1在第一实施例中的、沿着观察方向倾斜地从下方至装置1上的透视示例性图示,具有用于施加的器具2,和用于整平图1中未示出的颗粒状构建材料10的在空间上分离的器具3。器具2可以例如设计为辊子,器具3可以例如设计为刀具或者刮具。装置1还具有用于将所施加的和所整平的构建材料10压实的器具15。器具15也可以例如设计为刀具。后面的图没有显示用于将所施加的和所整平的构建材料10压实的器具15。
67.装置1或者涂覆机装置1具有用于施加颗粒状构建材料10的器具2,和用于整平颗粒状构建材料10的器具3,其中器具2布置在组件4a中,而器具3布置在与组件4a在空间上分离的组件4b中。用于将所施加的和所整平的构建材料10压实的器具15布置在与组件4a和4b在空间上分离的组件4c中。
68.组件4a、4b和4c具有诸如保持元件、驱动器、传感器、致动器等的部件,这些部件对于相应的组件4a、4b和4c的正常功能而言是必需的。例如,组件4a中也设置有用于颗粒状构建材料10的储存容器,以及圆柱体或者辊子,通过该圆柱体或者辊子,可以将颗粒状构建材
料10放置在如图1所示并且在后面的图中仅示意性地通过由虚线框起的区域显示的施工现场5上。组件的其他部件在此将不作进一步解释,因为它们可以任意互换并且对于本发明而言不是必需的。
69.图1中的器具2和器具3之间的距离6a以及器具3和器具15之间的距离6b每一个都可以彼此独立地进行调节。
70.箭头16示出了当施加颗粒状构建材料10时,装置1在施工现场5上方移动的方向。
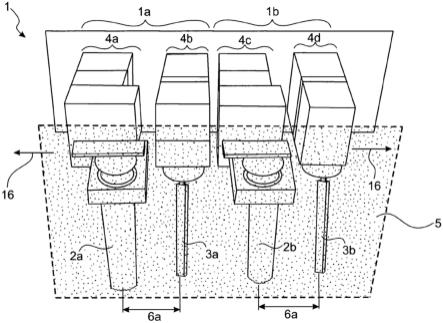
71.图2示出了在其他实施例中根据本发明在空间上分离的装置1的、用于在3d打印机中生成颗粒状构建材料10的层11的、沿着从装置1下方倾斜的观察方向的透视示例性图示。
72.装置1或者涂覆机装置1具有用于施加颗粒状构建材料10(图2中未示出)的第一器具2a和用于整平颗粒状构建材料10的第一器具3a。第一器具2a布置在组件4a中。第一器具3a布置在与组件4a在空间上分离的组件4b中。器具2a和3a可以布置在距施工现场5的表面相同的距离处,并且可以与涂覆机装置1一起在施工现场5上方的假想平面中移动。
73.组件4a具有至少一个用于施加颗粒状构建材料10的器具2a。
74.组件4b具有至少一个用于整平先前所施加的颗粒状构建材料10的器具3a。
75.涂覆机装置1布置在施工现场5之上,在施工现场5上方,涂覆机装置1可以沿着由两个箭头16所示出的方向移动。用于移动和引导涂覆机装置1所需的器具未示出于图2中。根据图2中的示例,涂覆机装置1可以向右和向左移动,但是在所示的实施例中,当生成颗粒状构建材料10的层11时,仅提供向左的一个移动方向,因为如沿着运动方向所观察的,器具2a必须布置在器具3a的前面。然而,并非意在限制图2中的示例。
76.在组件4c和4d在涂覆机子组件1b内互换的装置的实施例中,涂覆机组件1可以在用以沿着每一个方向生成颗粒状构建材料10的相应层11的两个方向上使用。
77.因此,沿着向左移动的方向使用涂覆机子组件1a、而沿着向右移动的方向使用涂覆机子组件1b,来生成层11。
78.在图2的实施例中,器具2a和3a也可以以彼此可调节的距离6a布置在涂覆机装置1中。当从一个器具的中心轴至相邻器具的中心轴观察时,该距离6a在10mm和150mm之间的范围内,特别是在40mm和100mm之间的范围内。该距离6a由技术设计(施加类型、整平类型、压缩类型)规定,并且设计成尽可能小,以使所产生的附加行程尽可能小。与距离6a相同的尺寸范围可以适用于仅在图1中示出的器具3和器具15之间的距离6b。
79.在特定实施例中,器具2a和器具3a之间的距离6a可以在3d打印机运行时进行调整。通过这样,例如,可以实现对不同打印速度和打印质量的适应,并且,诸如颗粒状构建材料10的流体行为或者打印有颗粒状构建材料10的空间的空闲时间的特定物理工艺参数也能够解决。
80.另外,在图2所示的示例中,可以布置组件4c和组件4d,组件4c具有也设计为辊子的器具2b,组件4d具有也设计为刀具的器具3b。
81.在该实施例中,器具2b和器具3b之间的距离6a也是可调节的。另外,图2中未示出的第一涂覆机子组件1a和第二涂覆机子组件1b之间的距离也可以自由设置。涂覆机子组件1a和1b之间的距离因此决定了器具3a和2b之间的距离。
82.这种由第一涂覆机子装置1a和第二涂覆机子装置1b组成的涂覆机装置1使得有可能生成由颗粒状构建材料10的两个局部层组成的层11,其未示出于图中。本发明不限于仅
第一涂覆机子组件1a连接有第二涂覆机子组件1b。例如,当有三个涂覆机子组件1a、1b和1c布置在涂覆机组件1中时,可以生成由三个子层组成的颗粒状构建材料10的层11。
83.图3显示了根据本发明的装置1、或者从下方看具有用于施加颗粒状构建材料10的器具2a以及具有用于整平颗粒状构建材料10的与器具2a在空间上分离布置的多个器具3a、3b和3c的涂覆机装置1的透视示例性图示。
84.为了更好地理解,图3中的布置的其他说明示出于图4中。因此以下描述可以适用于图3和图4两者。
85.在这种情况下,器具2a布置在第一组件4a中。器具3a布置在组件4b中,器具3b布置在组件4d中,以及器具3c布置在组件4e中。如已经结合图2所解释的,每一个组件4a、4b、4d和4e还具有诸如保持元件、驱动器、传感器、致动器等的部件,这里将不对其进行更详细的解释。
86.第一组件4a中的器具2a可以例如设计为辊子,通过该辊子将颗粒状构建材料10均匀地施加至施工现场5,而涂覆机装置1在施工现场5上方沿着由左箭头16所示的方向向左均匀地移动。具有用于施加构建材料10的辊子的这种器具2a在现有技术中是已知的。
87.在施工现场5上方的该移动过程中,组件4a、4b、4d和4e与涂覆机装置1一起沿着相同方向并且在施工现场5上方的虚拟平面中均匀移动,其中,当涂覆机装置1在施工现场5上方移动时,器具2a、3a、3b和3c之间的距离以及它们与施工现场5的表面的距离不发生改变。
88.当涂覆机装置1向左移动时,施加至施工现场5的颗粒状构建材料10的第一整平步骤7由布置在组件4b中的器具3a实施,其在图3和图4的示例中设计为刀具。在涂覆机装置1的相同运动中,但发生在较晚的时间,第二整平步骤8通过布置在组件4d中的刀具3b来实施,而第三整平步骤9通过布置在组件4e中的刀具3c来实施。
89.图5示意性地示出了颗粒状构建材料10的整平,在涂覆机装置1在施工现场5上方的移动中,分为三个整平步骤7、8和9。
90.由用于施加颗粒状构建材料10的器具2(未示出)所施加的颗粒状构建材料10显示在施工现场5上方。用于整平颗粒状构建材料10的三个器具3a、3b和3c沿着由箭头16所示的移动方向在施工现场5上方同时地并且均匀地移动。
91.第一整平步骤7通过器具3a来实施,第二整平步骤8通过器具3b来实施,第三整平步骤7通过器具3c来实施,它们的总和提供所施加的和所整平的颗粒状构建材料10,即根据本发明所施加的层11,未示出于图5中。
92.有利地,器具3a、3b和3c以相对于竖直方向的角度12布置在施工现场5之上。这样的角度12具有器具3a、3b和3c不仅整平构建材料10、而且压实构建材料10的效果。该角度12可以在-80
°
和+80
°
之间的范围内,特别是在-20
°
和+20
°
之间的范围内。
93.有利地,对于所有三个器具3a、3b和3c,角度12可以设置为具有相同的大小。可替代地,对于器具3a、3b和3c中的每一个,可以设置不同的角度。
94.有利地,刀具或者刮具的边缘的形状可以影响颗粒状构建材料的压实、流动行为和定位。
95.图6显示了根据本发明在施工现场5上方的两个在空间上分离的涂覆机子组件1a和1b,如从下方倾斜地观察的,每一个涂覆机子组件具有用于施加的器具2和用于整平颗粒状构建材料10的器具3。
96.涂覆机子组件1a具有第一组件4a,其中布置了至少一个用于施加颗粒状构建材料10的器具2a。涂覆机子组件1a还具有第二组件4b,其中布置了至少一个用于整平所施加的颗粒状构建材料10的器具3a。在图6的示例中,器具2a是辊子,器具3a是刀具。
97.紧邻第一涂覆机子组件1a,涂覆机组件1具有其他涂覆机子组件1b。涂覆机子组件1b具有组件4c,其中布置了至少一个用于施加颗粒状构建材料10的器具2b。涂覆机子组件1b还具有其他组件4d,其中布置了至少一个用于整平所施加的颗粒状构建材料10的器具3b。在图6的示例中,器具2b是辊子,器具3b是刀具。
98.涂覆机装置1可以沿着由箭头16所示的方向在施工现场5上方移动。如从现有技术已知的,涂覆机装置1与施工现场5之间的距离也可以通过移动涂覆机装置1来改变。通过这样,可以增加或者减少与施工现场5的距离。
99.通常,当构建所述层时,涂覆机装置1连续向上远离施工现场5移动,并且该移动可以相应地进行控制。因此,有可能将涂覆机装置1从施工现场5移开所生成的层11的高度的总量。也有可能将涂覆机装置1从施工现场5移开所生成的层11的总高度的仅一小部分。
100.在图6所示的施工现场5中,已经生成了三层11a、11b和11c。在图6中涂覆机装置1显示为沿着向左的方向移动。在该移动期间,第一局部层13通过第一涂覆机子组件1a来生成。第一局部层13通过利用器具2a(辊子)在先前生成的层11c上施加颗粒状构建材料10来生成,并且利用器具3a(刀具)来整平。
101.在涂覆机装置1的相同移动过程中,第二局部层14通过第二涂覆机子组件1b来生成。第二局部层14通过利用器具2b在先前生成的第一局部层13上施加颗粒状构建材料10来生成,并且利用器具3b来整平。
102.通过图6中所示的涂覆装置1,颗粒状构建材料10的完整的层11可以在涂覆装置1在施工现场5上方的单次移动中、在图6所描绘的示例中从右至左、利用涂覆机子组件1a或者涂覆机子组件1b来生成。
103.在第一可替代的方案中,颗粒状构建材料10的完整的层11可以在涂覆机装置1在施工现场5上方的移动中、利用第一涂覆机子组件1a生成第一局部层13、然后利用第二涂覆机子组件1b生成第二局部层14来生成。在这种情况下,完整的层11由第一局部层13和第二局部层14的相同或者不同的比例组成。
104.在另一个可替代的方案中,颗粒状构建材料10的完整的层11可以通过首先使用第一颗粒状构建材料10a、在涂覆机装置1在施工现场5上方的的移动中、利用第一涂覆机子组件1a生成层11的整个厚度、并且通过随后使用第二颗粒状构建材料10b、利用第二涂覆机子组件1b生成层11的整个厚度来生成。该工艺显示在图6中已生成的层11a中。随着改变颗粒状构建材料10a和10b,该工艺可以根据需要多次重复。当涂覆机装置1具有例如三个涂覆机子组件1a、1b和1c时,层11可以使用三种不同的颗粒状构建材料10a、10b和10c来生成。
105.利用根据本发明的涂覆机装置1,层11可以通过使用不同的颗粒状构建材料10、和通过涂覆机装置1在施工现场5上方的单次移动中使用多个局部层13、14(其中不限于仅两个局部层)来生成。
106.在生成层11时利用涂覆机装置1的可行的一部分可能性显示在图6中的层11a、11b和11c中。
107.在本发明的每一个图示的实施例中,除了用于将颗粒状构建材料10施加至施工现
场5的器具2、和用于将所施加的颗粒状构建材料10整平的器具3之外,还可以布置用于压实颗粒状构建材料10的其他器具15。
108.使用的参考符号列表
109.1、1a、1b、...、1n
ꢀꢀꢀ
用于在3d打印机/涂覆机装置/涂覆机子组件中生成颗粒状构建材料的层的装置
110.2、2a、2b、
…
、2n
ꢀꢀꢀ
用于施加颗粒状构建材料的器具/辊子
111.3、3a、3b、...、3n
ꢀꢀ
用于整平颗粒状构建材料的器具/刀具
112.4、4a、4b、...、4n 组件
[0113]5ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
施工现场
[0114]
6a、6b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
距离
[0115]7ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一整平步骤
[0116]8ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二整平步骤
[0117]9ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三步整平步骤
[0118]
10、10a、10b、
…
、10n 颗粒状构建材料
[0119]
11、11a、11b、...、11n 颗粒状构建材料层
[0120]
12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
角度
[0121]
13
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一局部层
[0122]
14
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二局部层
[0123]
15
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
用于压实颗粒状构建材料的器具
[0124]
16
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
箭头
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1