用于精加工和/或检查工件的三维表面的机器和包括这种机器的系统的制作方法
1.本发明属于用于精加工工件的三维表面的机器的生产范围,所述工件优选地为燃气涡轮机叶片或压缩机叶片。特别地,本发明涉及一种用于精加工和/或检查工件的三维表面的机器,并且涉及一种包括这种机器的自动化系统。
背景技术:
2.众所周知,三维表面的精加工操作代表工件在使用之前经历的最终切屑去除操作。特别地,该操作用于从尺寸和几何角度(形状和粗糙度)使工件的尺寸落入公差尺寸内。
3.在精密机械领域中,表面精加工、抛光和/或带打磨显然非常重要。直至21世纪初,这些操作都是手动进行的。为了克服与手动处理相关的技术限制(即,主要是为了提高生产率、减少生产时间成本),已经开发了机器和/或加工组件,以保证最终产品质量的重复性和一致性。
4.在专利申请pct/ib2007/053767中描述了这些机器的示例。特别地,该申请示出和描述了一种特别地用于涡轮机叶片或压缩机叶片的精加工的加工组件。这种组件包括用于支撑工件的装置,该装置为工件本身配置一个或多个运动自由度。该组件还包括用于支撑去除头和使去除头运动的结构,该去除头设置有用于从工件表面去除材料的工具。特别地,支撑结构为去除头配置多个运动自由度。
5.pct/ib2007/053767中描述的组件还包括控制器件,该控制器件驱动支撑结构和支撑装置,以使得材料的去除总是沿大致垂直于所述三维表面的方向发生。
6.虽然容许实现最终产品的高质量,但是申请pct/ib2007/053767中描述的组件在操作成本和应用可能性方面具有一些限制。特别地,工具更换操作是特别关键的方面,因为它们需要从去除头拆卸工具,而去除头保持连接至支撑其的支撑结构。这种需求转化为特别长的机器停机时间,这进而影响最终的生产成本。
7.除此之外,这一方面导致不可能将加工组件插入自动化系统中。换句话说,目前,涡轮机或压缩机的叶片或者其它类似产品的精加工是单独进行的操作,即:是在制造工件的自动化生产线(包括数控机床和/或操纵器)之外进行的操作。
8.因此,申请人已经确定需要一种新的技术解决方案来克服上述缺点。
技术实现要素:
9.本发明目标的主要目的是提供一种用于精加工工件的三维表面的机器,所述机器容许克服上述缺点。
10.在该目的内,本发明的一个目标是提供一种容许消除或至少大大地限制与工具更换操作相关的时间且同时仍然保证高的最终质量的机器。
11.本发明的另一目标提供一种可以容易地插入至用于生产工件、特别地用于生产涡轮机叶片或压缩机叶片的自动化生产线中的机器。
12.最后但并非最不重要的是,本发明的一个目标是提供一种可靠的、易于以有竞争力的制造成本制造的机器。
13.申请人已经发现,通过将支撑精加工工具和/或控制传感器的操作头可移除地连接至沿多个轴线运动的头-保持件框架,可以实现上面列出的目的和目标。特别地,申请人已经发现可以通过一种用于精加工和/或控制工件的三维表面的机器来实现预定目标,所述机器包括用于支撑所述工件的第一装置、和用于使所述三维表面的至少一个精加工工具运动的第二装置。这种第二装置包括用于头-保持件框架的支撑和运动组件,其中所述头-保持件框架支撑操作头,精加工工具和/或控制传感器安装在操作头上。支撑和运动组件为头-保持件框架配置多个自由度。
14.根据本发明,操作头通过夹紧单元连接至头-保持件框架,夹紧单元在启动模式下将工具-保持件头在预定位置中锁定至头-保持件框架,并且在停用模式下容许从所述预定位置移除所述工具-保持件头。
15.与已知的解决方案相反,工具更换操作不是通过仅仅移除已经使用的工具来完成的,而是通过移除工具本身的整个支撑件(操作头)来完成的。在操作结束时,无论是精加工还是检查,夹紧单元的停用都容许快速地移除操作头,以用另一现成的操作头来更换该操作头,在该另一操作头上安装有后续处理或后续检查所需的工具或传感器。
16.因此,可以实现的主要优点是容许减少完成工具更换操作所需的时间,并且因此减少相关成本。此外,操作头在工作位置中的定位以及操作头的移除也可以通过操纵器或者在任何情况下通过自动化系统来执行。因此,根据本发明的机器可以插入自动化生产系统中。
附图说明
17.根据对本发明的优选但非排他性实施例的描述,进一步的特征和优点将变得更清楚,这些实施例在附图中以非限制性示例的方式示出,其中:
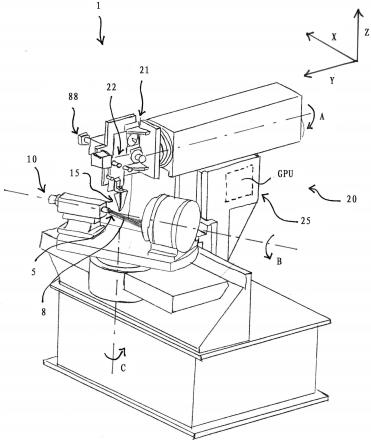
18.图1和2为根据本发明的用于精加工和/或检查工件的三维表面的机器的实施例的立体图,每个立体图都处于可能的操作构造;
19.图3为图1和2的机器的头-保持件框架的详细视图;
20.图4为与图1和2的机器的构件组相关的立体图;
21.图5为与图4的构件组中的一些构件的可能实施例相关的立体图;
22.图6为根据本发明的机器的构件组的另一实施例的立体图;和
23.图7为图6的构件组中的两个构件的立体图。
具体实施方式
24.参考前述附图,根据本发明的机器总体上用附图标记1表示,并且用于精加工和/或检查工件的三维表面、优选用于精加工涡轮机叶片或压缩机叶片的表面。
25.表述“表面精加工(surface finishing)”通常旨在指所有那些机械上类似的操作,比如抛光、磨光或打磨,通常对工件进行这些操作以使工件本身的表面的尺寸和/或形状落入预定公差内。在本发明的范围内,术语“表面精加工”还包括可能的喷丸处理操作,该喷丸处理操作包括通过从喷嘴喷出的压缩空气的强烈喷射流使具有可变形状和成分的微
球体附着至工件表面。根据本发明的机器1包括支撑工件5的第一装置10。优选地,第一装置10为工件5配置多个自由度。
26.根据本发明的机器还包括用于支撑精加工工具15并使之运动的第二装置20,该精加工工具可以为例如磨带或磨轮和/或表面控制传感器。
27.根据本发明,第二装置20包括支撑和运动组件25,其支撑头-保持件框架21(以下仅称为“框架21”)并使之运动。所述框架21继而支撑操作头22(也用表述“头22”表示)。出于本发明的目的,表述“操作头(operating head)”通常表示支撑/承载工件表面的精加工工具或控制工具的构件。
28.特别地,第二装置20为框架21配置多个自由度,并且因此在头22连接至框架21时为头22配置多个自由度。
29.根据本发明,头22通过夹紧单元30连接至框架21,该夹紧单元30在被启动(启动模式)时将头22在预定位置(以下也被称为工作位置)处牢固地锁定至框架21。在停用模式下,夹紧单元30不对头22施加任何约束,并且容许从框架21移除头22。换句话说,夹紧单元30构成头22与框架21之间的临时连接接口,即它容许可移除的连接。
30.图1和2分别为与根据本发明的机器1的第一和第二可能实施例相关的视图。更准确地,机器1优选被用于处理叶片的主体,该叶片旨在用于例如建造燃气涡轮机的级。然而,这仅仅是机器1的一种可能的应用,因此并不是唯一的应用,机器1也可以被用于例如表面带有单一曲率和/或双曲率的模具或其它工件的表面的精加工。
31.机器1包括cpu控制单元(以下简称为cpu),该cpu控制单元驱动第一装置10和第二装置20,以使得材料的去除优选沿大致垂直于三维表面8的方向发生。基本上,cpu基于三维表面8的理论模型计算工具15(或传感器)要遵循的路径,并且同时控制框架21和产品5,以使得该路径遵循所需的正交性条件。因此,对分配给框架21和工件5的不同自由度(或轴线)执行cpu的控制。
32.在该实施例中,第一装置10为工件5配置两个自由度,而第二装置20、特别地支撑和运动组件25为框架21或通过夹紧单元30连接至框架21的头22配置四个自由度。因此,总的来说,cpu对6个不同的轴进行控制。
33.更准确地,赋予给头22的四个自由度对应于沿着三个对应的平移轴线x、y、z的三个平移运动、以及围绕第一旋转轴线(标记a)的旋转运动。再次,在所示的解决方案中,赋予给工件5的两个自由度对应于围绕第二旋转轴线(标记b)的旋转运动和围绕与所述第二旋转轴线正交的第三旋转轴线(标记c)的另一旋转运动。
34.实际上,cpu驱动框架21沿着平移轴线x、y、z以及围绕第一旋转轴线a的运动,第一旋转轴线a优选对应于平移轴线x、y、z中的一个。同时,cpu驱动工件5围绕彼此正交的第二旋转轴线b和第三旋转轴线c的旋转,第二旋转轴线b和第三旋转轴线c优选被选择成使得每一者平行于由两个平移轴线所限定的平面(例如对于旋转轴线b为x-y平面,对于旋转轴线c为x-z平面)。在图1中示出了x、y。
35.在图1和2的实施例中,框架21支撑头22,在图6中最佳地示出了头22的构造。在图3中更好地示出框架21的构造。优选地,框架21具有大致l形构造,其由在彼此正交的平面上延伸的第一板211和第二板212限定。两个板211、212彼此稳定地连接。为了确保必要的刚性,加强板213布置在两个板211、212之间,这也有助于维持两个板211、212之间的垂直状
态。
36.第一板211连接至支撑和运动组件25,支撑和运动组件25配置框架21的运动轴线。头22通过夹紧单元30在第二板211的内侧212a或者在与第一板211的对应侧形成90
°
角的那侧连接至第二板212。
37.图5示出了操作头22的可能实施例,操作头22包括基板220,在基板220中标识有第一部分220a和第二部分220b,其中第二部分220b从第一部分220a延伸以为基板220赋予大致l形构造。基板220包括面对夹紧单元30(即,框架21的第二板212的内侧212a)的内表面227a以及与内表面227a相反的外表面227b。支撑元件225安装在外表面227b上,从第二部分220b突出。根据情况,支撑元件225支撑或限定工具15的工作点。替代地,支撑元件225可以支撑三维表面控制传感器。例如,这种传感器可以是激光类型的,以执行对三维表面的扫描。
38.在图5的实施例中,工具15为磨轮,但是替代地它可以呈磨带的形式。在外表面227b上安装有被构造成执行工具15的旋转的旋转器件16-18-17-19。在图5中可见的解决方案中,这些器件包括滑动滚轮19,该滑动滚轮构成磨轮的旋转轴线。所述滑动滚轮19可旋转地安装在支撑元件225的悬臂端225a处,并且与磨轮一体旋转。因此,在该实施例中,支撑元件225在其悬臂端225a附近支撑工具。
39.旋转器件进一步包括由马达55驱动的驱动带轮18以及至少缠绕在滑动滚轮19与驱动带轮18之间的传动带16。
40.优选地,驱动带轮18安装在第一部分220a上、即安装在远离支撑元件225的悬臂端225a的位置处。如在下文中更好地说明的,驱动带轮18由电动马达55驱动。
41.在基板220的外表面227b上还安装有多个返回滚轮17,该返回滚轮17限定传送带16的运动和张紧路径。这样,驱动带轮18的旋转引起磨轮的旋转。
42.如果工具由磨带组成,则磨带以类似于为传送带16提供的方式缠绕在驱动带轮18与滑动滚轮19之间。在该实施例中,滑动元件19以及因此支撑元件225在悬臂端225a附近限定磨带(工具)的工作点。
43.如在几个要点中提到的,代替精加工工具,头22可以支撑用于控制(读取)工件的三维表面8的传感器。该传感器可以安装在外表面227b上或放置在支撑元件225上。
44.在另一实施例中,头22可以支撑用于对工件5的三维表面8进行喷丸处理的喷嘴。
45.根据图中所示的优选实施例,夹紧单元30被约束至框架21并且包括第一连接元件31,该第一连接元件被构造成联接至与头22成一体的第二连接元件32。在第一连接元件31中的每一个与所述第二连接元件32中的对应一个之间联接之后,限定头22的工作位置。
46.当被启动时,夹紧单元30将第一连接元件31牢固地约束至第二连接元件32。相反,当夹紧单元30被停用时,这种约束消失,以容许移除头22并且用另一头替换该头22,所述另一头设置有后续的机器加工所需的工具。
47.根据一个优选实施例,第一连接元件31为底座,呈销形式的第二连接元件32可以插入该底座内。夹紧单元30包括夹闭合器件,所述夹闭合器件优选气动地操作、被构造成在所述销插入至对应底座中时作用在所述销上。
48.特别地,当夹紧单元30被启动时,这些闭合器件维持两个部件(头22和框架21)之间的连接,从而阻止销相对于对应底座的任何运动自由度。当夹紧单元30被停用时,头22可
以通过将销从对应底座中释放出来的平移运动来移除。
49.根据图5中可见的一个优选实施例,夹紧单元30安装在框架21的第二板212的内侧212a上。夹紧单元30包括四个第一连接元件31或四个底座,每一个都用于接收与操作头22成一体的对应销。夹紧单元30的位置相对于框架21是固定的,因此是不变的。因此,第一连接元件31也相对于框架21保持固定位置。这确保头22的连接和定位的可重复性。最终,每当头22连接至框架21时,cpu可以立即确定工具15b的位置并且将该位置视为用于计算轨迹的机器零位。
50.因此,在图5所示的实施例中,第二连接元件32包括从操作头22的基板220的内表面227a出现的四个销。换句话说,销被限定在与安装有旋转器件17-18-25-19的表面(外表面227b)相反的表面上,所述旋转器件17-18-25-19容许工具15旋转。
51.特别地,第二连接元件32从内表面227a的与第二部分220b相对应的区域出现。
52.根据一个可能的实施例,机器包括可移除地连接至框架21并且适于容纳操作头22的容纳壳体(图中未示出)。
53.根据图中所示的可能实施例,工具15的旋转器件由安装在框架21上的、优选安装在第二板212的外侧212b上(如图4中可见的)的马达55(电动操作)驱动。特别地,当头22连接至夹紧单元30或框架21时,驱动带轮18通过合适的联接器件连接至马达55的输出端。这样,驱动带轮18与马达55的连接和头22与框架21的连接同时发生。因此,所讨论的两个连接的移除也将同时发生。
54.在一个替代实施例中,工具的旋转所需的马达可以直接安装在头上、优选安装在其中安装有旋转器件18-17-19-25的外表面227b上。
55.在一个可能的实施例中(图6和7),框架21被构造成支撑第一操作头22-a和第二操作头22-b。优选地,两个操作头22-a、22-b具有大致相同的构造,不同之处在于工具在研磨能力方面的结构和/或特性。基本上,两个操作头22-a、22-b将优选设置有不同的工具15-a、15-b,或者在任何情况下被构造成在工件的三维表面8上实现不同程度的精加工。例如,在图5所示的实施例中,两个操作头22-a、22-b中的每一个支撑一个磨轮,该磨轮具有与另一头的磨轮不同的加工程度。在替代的实施例中,一个或两个工具可以由磨带组成。在另一实施例中,两个头中的一个可以支撑控制工具或支撑用于工件的表面喷丸处理的喷嘴。
56.根据本发明的原理,在该实施例中,将提供第一夹紧单元30-a和第二夹紧单元30-b,以分别容许第一操作头22-a和第二操作头22-b的可移除连接。
57.优选地,两个夹紧单元30-a、30-b相对于包括上述框架21的第一旋转轴线a的参考平面在大致镜像位置处安装在框架21的第二板212的内侧212a上。如在图6和7中可以看到的,两个夹紧单元30a、30b可以有利地具有相同的构造。
58.在该实施例中,将提供第一马达和第二马达(图6和7中未示出),以分别容许安装在第一操作头22-a上的第一工具15-a的旋转和安装在第二操作头22-b上的第二工具15-b的旋转。同样在这种情况下,马达可以安装在框架21上或对应的操作头22-a、22-b上。
59.关于操作头22-a、22-b的构造,特别地关于为了容许每个工具旋转而提供的器件的构造,参考上面已经描述的内容。然而,应当注意的是,在图6和7中,分别利用用于图5的头22的相同附图标记加上后缀-a和-b来表示操作头22a-22b的旋转器件。
60.特别地,在图7中可以看到,两个操作头22-a、22-b中的每一个包括多个销32-a、
32-b,所述销中的每一个旨在插入由对应的夹紧单元30-a、30-b限定的对应底座31-a、31-b内。
61.上面所指出的相同技术解决方案和相同考虑也适用于将每个操作头22-a、22-b连接至框架21的方法。
62.根据图1和2中所示的实施例,机器1还包括读取传感器88,用于检查工件5的三维表面8的轮廓。这种传感器88被用来例如扫描工件的三维表面8,以重建“三维表面的真实模型”。在图中所示的解决方案中,传感器为激光类型的,并且被安装成在第二板212的外侧212b上出现。因此,根据要执行的操作、对表面的精加工或读取,cpu可以适当地使框架21围绕第一旋转轴线a旋转,以使安装在头22上的工具15或传感器88起作用。
63.在上述每个实施例中,可以由cpu直接执行或者由控制第一装置10和第二装置20的同一单元执行对夹紧单元30的操作状态的控制。以其它方式、例如通过由操作者操作的遥控器来启动/停用夹紧单元30的可能方案也落入本发明的范围内。
64.在任何情况下,夹紧单元30的使用有利地容许使工具更换操作自动化,为此使用操纵器(或机械臂),所述操纵器(或机械臂)的操作将与机器1的操作同步。在可能的启动模式中,cpu将驱动框架21以使其到达工具更换位置,其中待移除的头22将以特定方式定向。一旦框架21已经到达为工具更换建立的位置和取向,操纵器可以钩住头22,并且在夹紧单元被停用之后从框架21移除头22。随后,在已经放置所移除的头22之后,相同的操纵器可以将另一操作头联接至夹紧单元30,该夹紧单元30一旦被启动就将该另一操作头锁定至框架21。
65.因此,本发明还涉及一种用于制造工件、特别地涡轮机叶片或压缩机叶片的自动化系统,其包括根据上文所述的机器1、以及用于从框架21移除操作头并且优选将另一操作头连接至同一框架21的操纵器。
66.精加工机器所采用的技术解决方案能够完全实现所设定的任务和目标。特别地,该机器能够大大地加快工具更换操作,同时使精加工操作在完全自动化的生产线上变得可行。
67.根据本发明的机器可以具有多种修改和变型,所有这些修改和变型都落入本发明构思的范围内;而且,所有细节可以包括其它技术上等同的细节。
68.在实践中,根据要求和现有技术,所使用的材料以及尺寸和形状可以是任意的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1