一种工业铝型材制造加工系统的制作方法
1.本发明涉及铝型材加工技术领域,具体提出了一种工业铝型材制造加工系统。
背景技术:
2.工业铝型材是在工业领域中常见且被广泛使用的建筑型材,具有抗腐蚀性、非铁磁性、可加工性、易成形性等优良特点。工业铝型材在制造加工过程中大致可分为熔铸、挤压和后处理三个阶段,在熔铸阶段,选择搭配合适的合金材料进行熔炼,并在熔炼后将合金铝液通过铸造的方式加工成一定直径的圆柱铝棒,在挤压阶段,将圆柱铝棒加热到一定温度后通过挤压模具挤压成具有相应截面轮廓的铝型材基材,在后处理阶段,对铝型材基材进行表面处理;在后处理过程中,根据需要会对铝型材表面进行着色处理,并且为了提高抗腐蚀性和美观度,也常常在铝型材的整个表面进行拉丝处理形成细密的拉丝纹路。
3.由于铝型材具有较为复杂的截面轮廓结构,因此需要设计与截面轮廓相匹配的拉丝模,从而通过拉丝模与相应的铝型材的表面形成贴合进行拉丝;铝型材的截面轮廓一般具有均匀分布的凹槽结构,而在传统的拉丝处理加工过程中,需要针对每个外表壁和每个凹槽面逐个进行拉丝处理,操作比较繁琐,过程比较费时,不利于提高铝型材加工的整体效率。
4.基于上述问题,本发明提供了一种工业铝型材制造加工系统,主要针对如附图12所示具有该种结构的铝型材进行拉丝处理处理。
技术实现要素:
5.为了解决上述问题,本发明提供了一种工业铝型材制造加工系统,用于解决上述背景技术中提到的问题。
6.为了实现上述目的,本发明采用以下技术方案来实现:一种工业铝型材制造加工系统,包括支撑底座、通道安装骨架、拉丝辊组机构、拉丝块组机构、往复拉丝驱动机构和端头顶紧机构;其中:
7.所述通道安装骨架安装在所述支撑底座的上端面上且居中设置;所述通道安装骨架上安装设置有多个所述拉丝辊组机构和多个所述拉丝块组机构,多个所述拉丝辊组机构和多个所述拉丝块组机构沿水平直线方向分布设置且均匀相间分布;
8.所述拉丝辊组机构包括四个呈圆周均匀分布设置的拉丝辊组件;所述拉丝块组机构包括四个呈圆周均匀分布设置的拉丝块组件;四个所述拉丝块组件的圆周分布中心与四个所述拉丝辊组件的圆周分布中心重合;
9.所述拉丝辊组件包括辊架、导杆、两个适配弹簧和拉丝辊;所述导杆一端固定连接在所述通道安装骨架上,且所述导杆的轴向指向四个所述拉丝辊组件的分布中心,所述辊架与所述导杆滑动配合,两个所述适配弹簧对称分布在所述导杆的两侧且两端固定连接在所述通道安装骨架和所述辊架之间,所述拉丝辊旋转设置在所述辊架上,所述拉丝辊呈与所要针对拉丝处理的铝型材的直角外表壁相配合的沙漏状;
10.所述拉丝块组件包括匚形架、橡胶型块和钢丝刷层;所述匚形架与所述通道安装骨架连接,所述匚形架上设置有板面沿水平方向的连接板,所述橡胶型块与所述连接板固定连接,所述橡胶型块呈与所要针对拉丝处理的铝型材的凹槽轮廓匹配缩放的中空腔体结构,所述钢丝刷层附着固定在所述橡胶型块与铝型材凹模轮廓相匹配的外表壁上,所述连接板上设置有与所述橡胶型块内腔连通的充气口;
11.所述往复拉丝驱动机构设置在所述支撑底座上,所述往复拉丝驱动机构包括两个沿多个所述拉丝辊组机构分布方向同步往复运动的滑动基块,两个所述滑动基块分布在所述通道安装骨架的两侧;
12.两个所述滑动基块上均对应设置有所述端头顶紧机构,两个所述端头顶紧机构镜像相对设置用于配合顶紧在所要针对拉丝处理的铝型材的两端。
13.所述支撑底座的上端面上在位于所述通道安装骨架的两侧对称设置有矩形状的移动避位孔;所述往复拉丝驱动机构还包括驱动轴和滑轨,所述驱动轴水平旋转设置在所述支撑底座上且位于所述支撑底座的台面下方,所述驱动轴的轴向与多个所述拉丝辊组机构的分布方向同向,所述驱动轴上沿轴向分布设置有两个圆柱凸轮,两个所述圆柱凸轮一一对应分布在两个所述移动避位孔的下方,在两个所述移动避位孔的两条长边位置呈镜像对称分布设置有所述滑轨,两个所述滑动基块一一对应贯穿设置在两个所述移动避位孔处,且所述滑动基块与所在位置的两个所述滑轨水平滑动配合,所述滑动基块的底端设置有从动杆,所述从动杆伸向位于下方的所述圆柱凸轮的凸轮槽中。
14.优选的,所述端头顶紧机构包括水平底板、翻转板、翻转气缸和顶杆组件;所述水平底板水平固定安装在所述滑动基块的顶端,所述翻转板铰接设置在所述水平底板上,所述翻转气缸两端铰接设置在所述水平底板和所述翻转板之间,所述翻转气缸驱动所述翻转板从水平状态向竖直状态之间进行翻转,所述顶杆组件设置在所述翻转板上用于顶紧铝型材的端部。
15.优选的,所述顶杆组件包括螺纹旋转连接在所述翻转板上的螺杆、固定连接在所述螺杆一端的手轮和固定连接在所述螺杆另一端的顶紧夹头,所述顶紧夹头的前端呈圆台状,当所述翻转板呈竖直状态时,所述顶紧夹头相对所述手轮靠近所述通道安装骨架一侧。
16.优选的,所述通道安装骨架包括两个边框立板和八个串连板,两个所述边框立板平行设置且竖直固定安装在所述支撑底座的上端面上,所述边框立板呈正八边形的框体结构,八个所述串连板水平固定连接在两个所述边框立板之间且关于所述边框立板的中心圆周均匀分布;
17.多个所述拉丝辊组机构设置在其中四个关于所述边框立板中心圆周均匀分布的所述串连板上,且所述拉丝辊组机构中的四个所述拉丝辊组件一一对应设置在四个所述串连板上,所述导杆和所述适配弹簧一端均与所述串连板固定连接;多个所述拉丝块组机构设置在另外四个关于所述边框立板中心圆周均匀分布的所述串连板上,且所述拉丝块组机构中的四个所述拉丝块组件一一对应设置在四个所述串连板上,所述匚形架与所述串连板固定连接。
18.优选的,所述驱动轴的一侧轴端装配有大带轮。
19.上述技术方案具有如下优点或者有益效果:
20.本发明提供了一种工业铝型材制造加工系统,以通道安装骨架作为安装支撑,在
通道安装骨架上沿水平直线方向均匀相间分布设置多个拉丝辊组机构和多个拉丝块组机构构成用于铝型材拉丝的加工通道,拉丝辊组机构中设置有四个与铝型材直角外表壁对应的拉丝辊组件,拉丝块组机构中设置有四个与铝型材凹槽对应的拉丝块组件,从而形成了对铝型材整个周向面的包覆,另外,拉丝辊组件中通过弹力的方式保证了拉丝辊与铝型材直角外表壁的紧密压紧贴合,而拉丝块组件中通过充气膨胀的方式保证了钢丝刷层与铝型材凹槽内表壁的紧密压紧贴合,通过镜像对称分布在通道安装骨架两侧的端头顶紧机构可对铝型材的两端进行顶紧,使得铝型材被夹紧在两个端头顶紧机构之间与其构成一个运动整体,在通过设置的往复拉丝驱动机构的带动下可实现该运动整体的左右往复运动,继而可在左右往复运动的过程中使得铝型材在加工通道中实现往复拉丝,并实现了对铝型材整个表面拉丝覆盖;综上所述,本发明可针对某种特定结构的铝型材进行快速的拉丝处理,可一次性完成对铝型材的整个外表面进行拉丝处理,改变了传统拉丝处理过程中需要针对铝型材的每个直角面和凹槽面进行逐一拉丝的加工方式,优化了加工方式,降低了单个铝型材拉丝处理的时间,提高了整体的拉丝效率。
附图说明
21.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明及其特征、外形和优点将会变得更加明显。在全部附图中相同的标记指示相同的部分,并未刻意按照比例绘制附图,重点在于示出本发明的主旨。
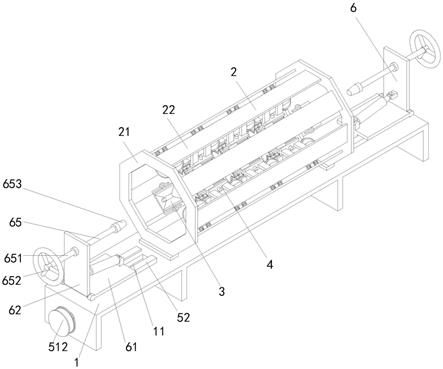
22.图1是本发明在第一个视角下的立体结构示意图;
23.图2是本发明在第二个视角下的立体结构示意图;
24.图3是本发明在第三个视角下的立体结构示意图;
25.图4是图2中a处的局部放大示意图;
26.图5是图3中b处的局部放大示意图;
27.图6是本发明的俯视图;
28.图7是图6中c
‑
c的剖视图;
29.图8是图6中d
‑
d的剖视图;
30.图9是图7中e处的局部放大示意图;
31.图10是图8中f处的局部放大示意图;
32.图11是本发明的加工状态示意图;
33.图12是本发明设计针对加工的一种铝型材的立体结构示意图。
34.图中:1、支撑底座;11、移动避位孔;2、通道安装骨架;21、边框立板;22、串连板; 3、拉丝辊组机构;31、拉丝辊组件;311、辊架;312、导杆;313、适配弹簧;314、拉丝辊; 4、拉丝块组机构;41、拉丝块组件;411、匚形架;4111、连接板;4112、充气口;412、橡胶型块;413、钢丝刷层;5、往复拉丝驱动机构;51、驱动轴;511、圆柱凸轮;512、大带轮;52、滑轨;53、滑动基块;531、从动杆;6、端头顶紧机构;61、水平底板;62、翻转板;63、翻转气缸;64、顶杆组件;641、螺杆;642、手轮;643、顶紧夹头。
具体实施方式
35.下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的
说明,目的是帮助本领域的技术人员对本发明的构思、技术方案有更完整、准确和深入的理解,并有助于其实施,但不作为对本发明的限定。
36.参阅附图1
‑
12所示,一种工业铝型材制造加工系统,包括支撑底座1、通道安装骨架2、拉丝辊组机构3、拉丝块组机构4、往复拉丝驱动机构5和端头顶紧机构6;
37.通道安装骨架2安装在支撑底座1的上端面上且居中设置;通道安装骨架2上安装设置有多个拉丝辊组机构3和多个拉丝块组机构4,多个拉丝辊组机构3和多个拉丝块组机构4 沿水平直线方向分布设置且均匀相间分布;
38.通道安装骨架2包括两个边框立板21和八个串连板22,两个边框立板21平行设置且竖直焊接在支撑底座1的上端面上,边框立板21呈正八边形的框体结构,八个串连板22水平焊接在两个边框立板21之间且关于边框立板21的中心圆周均匀分布;
39.多个拉丝辊组机构3设置在其中四个关于边框立板21中心圆周均匀分布的串连板22上,且拉丝辊组机构3中的四个拉丝辊组件31一一对应设置在四个串连板22上,导杆312和适配弹簧313一端均与串连板22焊接;多个拉丝块组机构4设置在另外四个关于边框立板21 中心圆周均匀分布的串连板22上,且拉丝块组机构4中的四个拉丝块组件41一一对应设置在四个串连板22上,匚形架411与串连板22通过螺栓连接。
40.通道安装骨架2作为均匀相间分布的多个拉丝辊组机构3和多个拉丝块组机构4的固定安装支架,均匀相间分布的多个拉丝辊组机构3和多个拉丝块组机构4构成了针对如附图12 所示的铝型材进行拉丝处理的加工通道;在进行铝型材拉丝处理时,待处理的铝型材将从该加工通道水平穿过。
41.拉丝辊组机构3包括四个呈圆周均匀分布设置的拉丝辊组件31,四个拉丝辊组件31针对铝型材的四个直角外表壁进行设置;拉丝块组机构4包括四个呈圆周均匀分布设置的拉丝块组件41,四个拉丝块组件41针对铝型材的四个凹槽进行设置;四个拉丝块组件41的圆周分布中心与四个拉丝辊组件31的圆周分布中心重合;
42.拉丝辊组件31包括辊架311、导杆312、两个适配弹簧313和拉丝辊314;导杆312一端焊接在串连板22上,且导杆312的轴向指向四个拉丝辊组件31的分布中心,辊架311与导杆312滑动配合,两个适配弹簧313对称分布在导杆312的两侧且两端焊接在串连板22和辊架311之间,拉丝辊314旋转设置在辊架311上,拉丝辊314呈与所要针对拉丝处理的铝型材的直角外表壁相配合的沙漏状;
43.当铝型材从加工通道水平穿过后,适配弹簧313将受到压缩,在适配弹簧313的弹力作用下,每个拉丝辊314都将紧密贴合在铝型材相应位置的直角外表壁上,从而保证拉丝辊314 能够与铝型材的直角外表壁之间形成有效的接触并保持一定的压紧力,继而在拉丝过程中能够完成拉丝。
44.拉丝块组件41包括匚形架411、橡胶型块412和钢丝刷层413;匚形架411与串连板22 通过螺栓连接,匚形架411上设置有板面沿水平方向的连接板4111,橡胶型块412与连接板 4111胶合固定,橡胶型块412呈与所要针对拉丝处理的铝型材的凹槽轮廓匹配缩放的中空腔体结构,钢丝刷层413附着固定在橡胶型块412与铝型材凹模轮廓相匹配的外表壁上(钢丝刷层413为细密的钢丝刷毛,且钢丝刷毛植入在橡胶形块上),连接板4111上设置有与橡胶型块412内腔连通的充气口4112;
45.充气口4112与外部气管连通,在铝型材穿过加工通道前,橡胶形块处于泄气憋软
状态,当将铝型材穿过加工通道,使得每个附着有钢丝刷层413的橡胶型块412塞入铝型材对应位置的凹槽中后,便可通过外部气管向橡胶形块的内腔中充气,从而橡胶型块412获得充盈使得钢丝刷层413紧密压紧贴合在凹槽内表壁上,从而保证钢丝刷毛与铝型材的整个凹槽内表壁之间形成有效接触并保持一定的压紧,继而在拉丝过程中可以形成拉丝。
46.往复拉丝驱动机构5设置在支撑底座1上,往复拉丝驱动机构5包括两个沿多个拉丝辊组机构3分布方向同步往复运动的滑动基块53,两个滑动基块53分布在通道安装骨架2的两侧。
47.两个滑动基块53上均对应设置有端头顶紧机构6,两个端头顶紧机构6镜像相对设置用于配合顶紧在所要针对拉丝处理的铝型材的两端。端头顶紧机构6包括水平底板61、翻转板 62、翻转气缸63和顶杆组件64;水平底板61水平焊接在滑动基块53的顶端,翻转板62铰接设置在水平底板61上,翻转气缸63两端铰接设置在水平底板61和翻转板62之间,翻转气缸63驱动翻转板62从水平状态向竖直状态之间进行翻转,顶杆组件64设置在翻转板62 上用于顶紧铝型材的端部;顶杆组件64包括螺纹旋转连接在翻转板62上的螺杆641、固定连接在螺杆641一端的手轮642和固定连接在螺杆641另一端的顶紧夹头643,顶紧夹头643 的前端呈圆台状,当翻转板62呈竖直状态时,顶紧夹头643相对手轮642靠近通道安装骨架2 一侧,且顶紧夹头643对准拉丝辊组机构3中四个拉丝辊组件31的分布中心。
48.在将铝型材穿过加工通道前,需要启动其中一侧的翻转气缸63将该侧的翻转板62翻转到接近水平的位置,随后便可将铝型材从该侧位置穿过加工通道,接着再次将该侧的翻转板62 翻转至竖直状态,随后依次旋转两侧的手轮642,通过转动螺杆641进位使得顶紧夹头643 顶紧在铝型材的中心的圆孔上,铝型材将被夹紧在两个顶紧夹头643之间,铝型材得以和两个端头顶紧机构6构成一个运动整体。
49.支撑底座1的上端面上在位于通道安装骨架2的两侧对称设置有矩形状的移动避位孔 11;往复拉丝驱动机构5还包括驱动轴51和滑轨52,驱动轴51水平旋转设置在支撑底座1 上且位于支撑底座1的台面下方,驱动轴51的轴向与多个拉丝辊组机构3的分布方向同向,驱动轴51的一侧轴端装配有大带轮512(大带轮512可以和外部的驱动电机之间通过传动皮带连接实现驱动轴51的驱动旋转),驱动轴51上沿轴向分布设置有两个圆柱凸轮511,两个圆柱凸轮511一一对应分布在两个移动避位孔11的下方,在两个移动避位孔11的两条长边位置呈镜像对称分布设置有滑轨52,两个滑动基块53一一对应贯穿设置在两个移动避位孔11处,且滑动基块53与所在位置的两个滑轨52水平滑动配合,滑动基块53的底端设置有从动杆531,从动杆531伸向位于下方的圆柱凸轮511的凸轮槽中。
50.当通过两个端头顶紧机构6配合将铝型材夹紧后,便可通过往复拉丝驱动机构5带动铝型材进行左右往复运动实现拉丝处理,具体的,通过外部装配的驱动电机带动驱动轴51旋转后,两个圆柱凸轮511将随着驱动轴51同步旋转,继而两个圆柱凸轮511将驱动与其配合的从动杆531,从而两个滑动基块53将随着从动杆531同步左右往复滑动,继而被顶紧的铝型材将随着两个端头顶紧机构6整体左右往复运动,在往复运动的过程中,加工通道中每个拉丝辊314都将针对铝型材对应位置上的直角外表壁进行辊压拉丝,而每个钢丝刷层413也将针对铝型材对应位置上的凹槽内表壁进行挤压拉丝,从而在往复拉丝驱动机构5的带动下,铝型材将快速完成拉丝处理,通过周向分布在铝型材周围的多组拉丝辊组件31和多组拉丝块组件41可一次性完成对铝型材的整个外表面进行拉丝处理,改变了传统拉丝处
理过程中需要针对铝型材的每个直角面和凹槽面进行逐一拉丝的加工方式,优化了加工方式,降低了单个铝型材拉丝处理的时间,提高了整体的拉丝效率。
51.本领域技术人员应该理解,本领域技术人员结合现有技术以及上述实施例可以实现所述变化例,在此不予赘述。这样的变化例并不影响本发明的实质内容,在此不予赘述。
52.以上对本发明的较佳实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,其中未尽详细描述的设备和结构应该理解为用本领域中的普通方式予以实施;任何熟悉本领域的技术人员,在不脱离本发明技术方案作出许多可能的变动和修饰,或修改为等同变化的等效实施例,这并不影响本发明的实质内容。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本发明技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1