方通道冷却型废钢配料口及其制作方法与流程
1.本发明属于冶金设备领域,涉及一种冶金设备及其制作方法,具体地说是一种方通道冷却型废钢配料口及其制作方法。
背景技术:
2.转炉炼钢是以铁水、废钢、铁合金为主要原料,不借助外加能源,靠铁液本身的物理热和铁液组分间化学反应产生热量而在转炉中完成炼钢过程。目前铁厂为了减少铁水用量,降低成本,会加大废钢的比例。
3.为了更高效的添加废钢,在相关技术中,废钢由转炉的汽化冷却烟道处的配料口加入。配料口为连通设置在汽化冷却烟道上的管状开口,加料方便快捷。但由于汽化冷却烟道内存在周期性的高温烟气以及粉尘冲刷,工况条恶劣,加之废钢硬度较高,在经过配料口时会对配料口内壁造成磕碰,因此在生产中对配料口的抗疲劳性、抗耐磨性、抗冲击性都要求较高,而相关技术中的配料口难以达到上述较高的要求,因此使用寿命普遍较短。
4.为了解决上述问题,出现了一种配料口,在配料口的内壁中埋设冷却水管对配料口进行降温,并在配料口内壁设置耐磨条来增强配料口的抗耐磨性和抗冲击性。但是上述配料口为整体铸造成型,各方面性能仍相对较差,寿命仍然较短。
技术实现要素:
5.为解决现有技术中存在的以上不足,本发明旨在提供一种方通道冷却型废钢配料口及其制作方法,以达到增强配料口强度,提高配料口使用寿命的目的。
6.为实现上述目的,本发明所采用的技术方案如下:一种方通道冷却型废钢配料口,包括筒体,所述筒体为筒状结构,所述筒体壁中埋设有冷却循环通道,所述筒体壁包括由内向外依次设置的耐温层、耐冲击层和低温冷却层,所述冷却循环通道开设有进水口和出水口。
7.作为对本发明的限定:所述耐温层和低温冷却层由钢板制成,所述耐冲击层由铸钢制成。
8.作为对本发明的限定:所述冷却循环通道串联排列或并联排列;所述串联排列的冷却循环通道,包括沿筒体壁高度方向设置的竖向通道,和将竖向通道连接成为一条s型管路的横向通道,所述进水口和出水口均开设在横向通道上;所述并联排列的冷却循环通道,包括沿筒体壁高度方向设置的竖向通道,和将竖向通道之间首首相连、尾尾相连的横向通道,所述进水口和出水口均开设在横向通道上。
9.作为对本发明的限定:所述进水口连通设置有进水管,所述出水口连通设置有出水管,所述进水管和出水管贯穿低温冷却层,向筒体外侧的方向延伸。
10.作为对本发明的限定:所述筒体远离汽化冷却烟道的端部设有用于与快速连接装置相连的筒体环板。
11.作为对本发明的进一步限定:所述冷却循环通道的截面为方形。
12.作为对本发明的再进一步限定:所述冷却循环通道由槽钢或钢板围设于低温冷却层而制成,所述进水口和出水口开设在低温冷却层上。
13.本发明还公开了一种方通道冷却型废钢配料口的制作方法,用于制作上述方通道冷却型废钢配料口:包括依次进行的以下步骤:制作腔体:取耐温层和低温冷却层,通过下封板将耐温层与低温冷却层靠近汽化冷却烟道的端部连接并密封,形成腔体,所述腔体中设置有冷却循环通道;浇注耐冲击层:向腔体中浇注耐冲击层材料,冷却后形成由内向外依次设置耐温层、耐冲击层和低温冷却层的筒体壁;设置进水口和出水口:在冷却循环通道上开设进水口和出水口。
14.作为对本发明的限定:所述制作腔体的步骤包括:s1:取低温冷却层,在低温冷却层的内壁上围设冷却循环通道;s2:取耐温层和下封板,将耐温层与低温冷却层靠近汽化冷却烟道的端部通过下封板连接并密封,形成腔体。
15.作为对本发明的限定:在开设进水口和出水口后,在进水口上安装进水管,在出水口上安装出水管,并在筒体远离汽化冷却烟道的端部设置筒体环板。
16.由于采用了上述技术方案,本发明与现有技术相比,所取得的有益效果在于:(1)本发明中配料口的筒体埋设冷却循环管道,能够对配料口筒体进行降温,减小筒体的热应力,从而增强筒体的使用寿命,并且,筒体壁包括由内向外依次设置的耐温层、耐冲击层和低温冷却层,通过多层设置的结构,使层与层之间形成不稳定的连接,受热后发生应力变形,使得层间出现微小空隙,从而降低热传导性,进而降低筒体的温度,增强筒体的使用寿命;(2)本发明的耐温层和低温冷却层由钢板制成,耐冲击层由铸钢制成,废钢落入筒体后与耐温层接触,由于耐温层的耐磨和耐冲击性较差,表面温度还较高,磨损会较为严重,当磨损导致出现缺口或破洞时,会露出耐冲击层,耐冲击层的强度和硬度较高,热物理性质较好,不易被落入的废钢损坏,并且由于耐冲击层与冷却循环通道相接触,温度较低,其耐磨性和耐冲击得以保持,这种分层结构使层与层之间逐层失效,进一步延长了筒体的寿命,有效地降低了配料口的故障率,与单纯的整体铸造形成的筒体相比,寿命得到了大大的延长;(3)本发明的冷却循环通道的截面为方形,方形的冷却循环通道比其内接圆的圆形通道的周长更长,因此当冷却水管程相同时,方形管冷却面积更大,能更好的为筒体降温,当筒体壁厚度一定时,方形通道朝向耐温层的侧壁与耐温层之间的距离基本一致,保证了耐温层的冷却效果更加均匀,避免受热面的“冷却厚度”薄厚不一,使受热面的热应力、热变形复杂多样从而影响寿命;(4)本发明的冷却循环通道由槽钢或钢板围设于低温冷却层而制成,材料简单易得,成本低廉,并且围设在低温冷却层上,冷却循环通道的其中一个侧壁由低温冷却层构成,进一步控制了成本;(5)本发明的冷却循环通道串联或并联排列,并在冷却循环通道上直接开设进水口和出水口,而现有技术中,多根冷却水管通过伸出配料口的环形结构分配管和环形结构汇集管相连,因此,本发明的冷却循环通道与现有技术相比,在保证冷却效果的前提下,结
构更加简单,降低了成本;(6)本发明在进水口和出水口上设置有进水管和出水管,易于与冷却液连接,使用方便;(7)本发明在制作配料口时,先形成腔体再向腔体中浇注耐冲击层材料,不仅能够形成分层结构,还可以省去模具的设计和制造费用,降低了生产升本,同时提高了生产效率。
17.综上所述,本发明通过设置冷却循环管道对配料口筒体进行降温,减小筒体的热应力,通过多层设置的结构降低热传导性,增强筒体的使用寿命,并且材料简单易得,成本低廉,提高了生产效率,适用于所有硬质物料的加入。
附图说明
18.下面结合附图及具体实施例对本发明作更进一步详细说明。
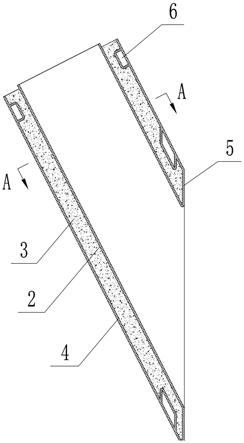
19.图1为本发明实施例1的主视图;图2为本发明实施例1中筒体的内部结构示意图;图3为本发明实施例1图2中a
‑
a面的剖面图;图4为本发明实施例1中由钢板制成的冷却循环通道的截面示意图;图5为本发明实施例1中由槽钢制成的冷却循环通道的截面示意图;图6为本发明实施例1中冷却循环通道串联的平铺结构示意图;图7为本发明实施例1中筒体环板与快速连接装置的连接示意图;图8为本发明实施例1中套圈的结构示意图;图9为本发明实施例2中冷却循环通道并联的平铺结构示意图。
20.图中:1
‑
筒体,2
‑
耐温层,3
‑
耐冲击层,4
‑
低温冷却层,5
‑
下封板,6
‑
冷却循环通道,61
‑
竖向通道,62
‑
横向通道,7
‑
进水口,8
‑
出水口,9
‑
进水管,10
‑
出水管,11
‑
筒体环板,12
‑
连接装置环板,13
‑
套圈,14
‑
密封层。
具体实施方式
21.以下结合附图对本发明的优选实施例进行说明。应当理解,此处所描述的方通道冷却型废钢配料口及其制作方法为优选实施例,仅用于说明和解释本发明,并不构成对本发明的限制。
22.本发明所述的“上”“下”“左”“右”等方位用词或位置关系,是基于本发明说明书附图的图1和图2的方位关系,仅是为了便于描述本发明和简化描述,并不是指示或暗指的装置或元件必须具有的特定的方位、为特定的方位构造和操作,因此不能理解为对本发明保护的内容的限制。
23.实施例1 方通道冷却型废钢配料口本实施例如图1~图9所示,为一种方通道冷却型废钢配料口,包括筒体1,筒体1为倾斜的固设在转炉汽化冷却烟道上的上下开口的中空筒状结构。在本实施例中,筒体1的截面为圆形,筒体1设置在汽化冷却烟道的侧壁并与汽化冷却烟道连通。由于筒体1为废钢进入转炉的通道,因此对筒体1的耐磨和耐冲击性具有较高要求。
24.由于筒体1为中空结构,因此筒体1具有筒体壁,为了提高筒体1的耐磨和耐冲击
性,将筒体壁设置成为多层结构:如图2所示,筒体壁包括由内向外依次设置的耐温层2、耐冲击层3和低温冷却层4。耐温层2为圆管型结构,低温冷却层4为直径大于耐温层2的圆管型结构,低温冷却层4套在耐温层2的外侧,耐温层2和低温冷却层4靠近汽化冷却烟道的一端通过下封板5连接,使耐温层2、低温冷却层4和下封板5形成上端开口、下端密封的腔体。耐温层2、低温冷却层4和下封板5均由钢板制成,即腔体由钢板制成,耐冲击层3为钢水浇注形成的铸钢。耐温层2、耐冲击层3和低温冷却层4形成了两侧钢板、中间铸钢的夹心多层结构。为了进一步提升耐冲击层3的性能,耐冲击层3可以选择耐磨合金钢。利用钢板和浇注材料的成分差异,使筒体1的材质形成分层,层与层之间形成不稳定的连接,当受热后发生应力变形,使得层间出现微小的空隙,从而降低层与层之间的热传导性,有利于筒体1的降温。并且,首先与废钢接触的是耐温层2,由于耐温层2的耐磨和耐冲击性能较差,表面温度较高,因此磨损最为严重,部分磨损严重处会出现破洞和缺口,从而露出里层的耐冲击层3,耐冲击层3的强度和硬度都较高,热物理性也较好,不易被废钢落料损坏,能够延长配料口的使用寿命。并且,由于残留的耐温层2与耐冲击层3之间仍有间隙,仍能够阻隔一定的热传递。
25.为了进一步延长筒体1的使用寿命,在筒体壁中埋设有冷却循环通道6。如图3所示,冷却循环通道6的截面为方形,方形通道比其内接圆的圆形通道的周长更长,面积也更大。因此,当冷却循环通道6的长度相同时,方形通道的冷却面积更大,能够更好地为筒体降温。并且,当筒体壁厚度一定时,方形的冷却循环通道6朝向耐温层2的侧壁与耐温层2之间的距离基本一致,保证了耐温层2的冷却效果更加均匀,避免受热面的“冷却厚度”薄厚不一,使受热面的热应力、热变形复杂多样从而影响寿命。
26.在冷却循环通道6的截面为方形的基础上,冷却循环通道6围设于低温冷却层4而形成,如此设置,增大了耐温层2与冷却循环通道6的间距,间接地使耐冲击层3可以磨损的有效厚度得到了增加,从而增加了使用寿命;并且即冷却循环通道6的其中一个侧壁由低温冷却层4构成,低温冷却层4既作为筒体1的外层,也作为冷却循环通道6的一个侧壁,节省了材料,控制了成本。当然,冷却循环通道6也可以围设于耐温层2而形成,均在本发明的保护范围内。
27.进一步的,冷却循环通道6由槽钢或钢板围设于低温冷却层4而制成,如图4所示为冷却循环通道6由钢板围设于低温冷却层4而制成的截面示意图,如图5所示为冷却循环通道6由槽钢围设于低温冷却层4而制成的截面示意图。使用槽钢或钢板,材料简单易得,成本低廉。
28.在冷却循环通道6上开设有进水口7和出水口8,由于冷却循环通道6围设于低温冷却层4而形成,因此,本实施例中的进水口7和出水口8开设在低温冷却层4上。进水口7连通设置有进水管9,出水口8连通设置有出水管10,进水管9和出水管10贯穿低温冷却层4,向筒体1外侧的方向延伸。进水管9和出水管10的设置,使冷却液易于进入冷却循环通道6,使用方便。并且,与现有技术中,多根冷却水管通过伸出配料口的环形结构分配管和环形结构汇集管相连的结构相比,在保证冷却效果的前提下,结构更加简单。
29.如图6所示(图中箭头方向即为冷却液的流向),冷却循环通道6串联排列在筒体壁中,串联排列的冷却循环通道6,包括沿筒体壁高度方向设置的竖向通道61,和将竖向通道61连接成为一条s型管路的横向通道62,进水口7和出水口8均开设在横向通道62上。为了使冷却循环更加充分,进水口7和出水口8设置在筒体1上相对的两侧的横向通道62上。
30.为了使筒体1与快速连接装置相连,在筒体1远离汽化冷却烟道的端部设有筒体环板11。筒体环板11为焊接在筒体1上的、沿筒体1径向向外伸出的环形板。图7所示为筒体环板11与快速连接装置的连接示意图,在快速连接装置朝向筒体1的一端设置有与筒体环板11大小相匹配的连接装置环板12(为了使连接部分的结构更加清晰,图中仅示出了连接装置环板12,快速连接装置在图中未示出),在筒体环板11与连接装置环板12外套接有套圈13。套圈13为与筒体环板11和连接装置环板12相匹配的圆形圈,其截面为包裹筒体环板11与连接装置环板12的“c”字形结构,并在“c”字形结构的内侧设置有密封层14。如图8所示,套圈13包括两个半圆形的半圈,两个半圈之间通过螺栓螺母相连。
31.将方通道冷却型废钢配料口与快速连接装置相连时,将筒体环板11与连接装置环板12对接,使二者贴合,将两个半圈箍在筒体环板11与连接装置环板12的贴合处,此时“c”字形结构将筒体环板11与连接装置环板12包裹,密封层14将二者连接处密封,通过螺栓螺母将两个半圈紧固,实现筒体1与快速连接装置的连接。为了使密封效果更好,可以在筒体环板11与连接装置环板12的贴合面也设置密封层14。上述连接方式,与现有技术中通过在筒体上设置法兰相比,结构更加简单,连接更加快速、便捷。
32.使用本实施例时,将输出冷却液的管道与进水管9连接,将输入冷却液的管道与出水管10连接,构成了一个冷却液循环回路,热量被冷却液吸收然后带走,为筒体1降温。废钢落料过程中筒体1逐层失效,即耐温层2首先与废钢落料接触,承受磨损破坏,当耐温层2出现破损后,露出耐冲击层3,耐冲击层3主要是疲劳破坏,其耐磨性、耐冲击性好,并且由于冷却循环通道6的降温作用,能够进一步改善耐冲击层3的性能,当耐冲击层3达到疲劳极限时,低温冷却层4才会受到影响,低温冷却层4主要是应力破坏。耐温层2寿命较短,但是可以有效延长耐冲击层3的寿命,当耐冲击层3的疲劳寿命达到极限时,低温冷却层4才会受到影响,因此这种结构与整体铸造成型的筒体相比,极大的延长了筒体的使用寿命,有效的降低了配料口的故障率。当需要与快速连接装置相连时,通过套圈13将配料口与快速连接装置相连。
33.实施例2 方通道冷却型废钢配料口本实施例与实施例1中的结构大体相同,不同之处在于冷却循环通道6的排列方式。如图9所示(图中箭头方向即为冷却液的流向),本实施例中的冷却循环通道6并联排列。并联排列的冷却循环通道6,包括沿筒体壁高度方向设置的竖向通道61,和将竖向通道61之间首首相连、尾尾相连的横向通道62,进水口7和出水口8均开设在横向通道62上。为了使冷却循环更加充分,进水口7和出水口8设置在筒体1上相对的两侧的横向通道62上。其中,进水口两侧的竖向通道61的侧壁向上延伸,将相应的横向通道62堵截,使由进水口7进入的冷却液向下流动,从而保证冷却液的循环充分。
34.实施例3 方通道冷却型废钢配料口的制作方法本实施例为方通道冷却型废钢配料口的制作方法,用于制作实施例1或实施例2中的方通道冷却型废钢配料口。本实施例中的方通道冷却型废钢配料口的制作方法包括依次进行的以下步骤:制作腔体:取低温冷却层4,在低温冷却层4的内壁上围设冷却循环通道6,取耐温层2和下封板5,通过下封板5将耐温层2与低温冷却层4靠近汽化冷却烟道的端部连接并密封,形成腔体,此时的腔体中形成有冷却循环通道6;其中,冷却循环通道6可以通过焊接、螺
纹连接或铆接的方式围设在低温冷却层4的内壁,下封板5与耐温层2和低温冷却层4可以通过焊接、螺纹连接或铆接的方式连接;浇注耐冲击层3:向腔体中浇注耐冲击层材料,冷却后形成由内向外依次设置耐温层3、耐冲击层4和低温冷却层5的筒体壁;设置进水口7和出水口8:在冷却循环通道6上开设进水口7和出水口8;安装进水管9和出水管10:在进水口7上安装进水管9,在出水口8上安装出水管10,进水管9和出水管10可以通过焊接或螺纹连接的方式与进水口7和出水口8相连;安装筒体环板11:在筒体1远离汽化冷却烟道的端部设置筒体环板11;筒体环板11可以通过焊接的方式设置在筒体1上,也可以通过螺纹连接的方式设置在筒体1上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1