一种铝合金压铸件的压铸装置及方法与流程
1.本发明涉及压铸技术领域,更具体地说,涉及一种铝合金压铸件的压铸装置及方法。
背景技术:
2.压铸是一种金属铸造工艺,其特点是利用模具内腔对融化的金属施加高压。模具通常是用强度更高的合金加工而成的,这个过程有些类似注塑成型。大多数压铸铸件都是不含铁的,例如锌、铜、铝、镁、铅、锡以及铅锡合金以及它们的合金。根据压铸类型的不同,需要使用冷室压铸机或者热室压铸机。
3.铸造设备和模具的造价高昂,因此压铸工艺一般只会用于批量制造大量产品。制造压铸的零部件相对来说比较容易,这一般只需要四个主要步骤,单项成本增量很低。压铸特别适合制造大量的中小型铸件,因此压铸是各种铸造工艺中使用最广泛的一种。同其他铸造技术相比,压铸的表面更为平整,拥有更高的尺寸一致性。
4.在传统压铸工艺的基础上诞生了几种改进型的工艺,包括减少铸造缺陷排除气孔的无孔压铸工艺。主要用于加工锌,可以减少废弃物增加成品率的直接注射工艺。还有由通用动力公司发明的精速密压铸技术以及半固态压铸等等新式压铸工艺。
5.压铸模具由两部分组成,分别是覆盖部分与活动部分,它们结合的部分则被称为分型线。在热室压铸中,覆盖部分拥有浇口,而在冷室压铸中则为注射口。熔融金属可以从这里进入模具,这个部位的形状同热室压铸中的注射嘴或是冷室压铸中的注射室相匹配。活动部分通常包括推杆以及流道,所谓流道是浇口和模腔之间的通道,熔化的金属通过这个通道进入模腔。覆盖部分通常连接在固定压板或前压板上,而活动部分则连接在可动压板上。模腔被分成了两个模腔镶块,它们是独立的部件,可以通过螺栓相对容易地从模具上拆下或安装。
6.但是目前的铝合金铸件在铸造时不可避免会混入气体,导致在成型时存在难以避免的气孔、缩孔和缩松等铸造缺陷,难以获得高致密铸件,因而成型性(铸造性能)较差。
技术实现要素:
7.1.要解决的技术问题
8.针对现有技术中存在的问题,本发明的目的在于提供一种铝合金压铸件的压铸装置及方法,可以通过在模具内设置可移动的消气筒,既可以充当型腔组成组件,同时利用在浇注铝合金熔体后,移动至熔体内进行吸气处理,其在预热处理后实现与外界的开放连通,内部的控气球可以与空气中的氧气进行化学反应消耗,使得消气筒内气压迅速降低,在其吸收到熔体内残留的空气时,气压恢复正常,控气球也会恢复为正常尺寸,从而出现磁场相互作用,迫使控气球外移并挤压隔离层膨胀与熔体进行交互,一方面挤压存在的气泡破裂,另一方面提高熔体的流动性来增加对空气的吸收效果,同时消气筒会通过控气球的形变重复上述动作,进而实现对熔体内空气的消除,改善气孔、缩孔和缩松等铸造缺陷,可以提高
铝合金铸件的致密性等相关性能。
9.2.技术方案
10.为解决上述问题,本发明采用如下的技术方案。
11.一种铝合金压铸件的压铸装置,包括定模和动模,所述定模和动模之间形成有型腔,所述动模上端安装有浇口,所述定模上端安装有排气管,所述动模上开设有多个均匀分布的迁移孔,所述迁移孔内滑动连接有相匹配的消气筒,所述消气筒上端连接有传动杆,所述动模上端还安装有安装架,所述安装架下端安装有液压杆,所述液压杆下端连接有同步板,且同步板与多根传动杆连接,所述消气筒内连接有中心柱,所述中心柱内镶嵌连接有多个均匀分布的静排斥磁铁,所述静排斥磁铁外端连接有弹性伸缩杆,所述弹性伸缩杆远离静排斥磁铁一端连接有控气球,所述控气球远离弹性伸缩杆一端连接有动排斥磁铁,所述中心柱外端连接有多个与控气球相对应的活动定位罩,且活动定位罩包裹于动排斥磁铁外端。
12.进一步的,所述消气筒外端开设有多个与动排斥磁铁相对应的吸气孔,所述吸气孔内外两端分别连接有外热熔层和隔离层,通过控气球在消气筒营造负压状态,然后通过吸气孔吸收熔体内的空气,外热熔层起到正常状态下的隔离作用,可以在消气筒内充氧来提高负压效果,隔离层则起到防止熔体进入消气筒的作用。
13.进一步的,所述外热熔层采用热熔性材料制成,所述隔离层采用耐高温透气材料制成。
14.进一步的,所述活动定位罩为一对对称分布的半球罩,且半球罩内表面连接有摩擦层,正常状态下,半球罩处于合并状态并依靠摩擦力对动排斥磁铁进行定位,在控气球吸收气体恢复尺寸时对半球罩进行挤压分离不再对动排斥磁铁进行阻挡,在静排斥磁铁对动排斥磁铁的磁场排斥作用下,迫使其外移挤压隔离层进行膨胀交互,同时控气球也不断消耗内部的空气然后形变收缩,并对磁场作用进行屏蔽,然后控气球在弹力作用下复位,等待吸气孔对熔体内的空气吸收来弥补降低的气压。
15.进一步的,所述控气球包括隔磁鳞片、弹性接膜、内热熔层和发热体,所述隔磁鳞片和弹性接膜共同形成外球壳,所述弹性接膜连接于外球壳内表面,且发热体填充于内热熔层内,内热熔层起到对发热体的隔离保护作用,避免其提前接触到外界的氧气进行反应,隔磁鳞片起到强度支撑作用和对静排斥磁铁的磁场屏蔽作用,弹性接膜提供给控气球一定的形变空间,在其正常状态下控气球可以挤压分离开活动定位罩,同时静排斥磁铁的磁场可以作用于动排斥磁铁,在负压状态下会收缩形成完整的由隔磁鳞片覆盖的球体,从而充分隔断静排斥磁铁的资产作用。
16.进一步的,所述隔磁鳞片采用高磁导率材料制成,所述弹性接膜采用弹性透气材料制成。
17.进一步的,所述内热熔层采用热熔性材料制成,所述发热体为自发热材料和惰性气体的混合物,自发热材料可以自主与空气中的氧气进行反应,同时释放出大量的热量来对熔体进行辅助保温。
18.进一步的,所述惰性气体的用量保持内热熔层内为真空状态或者负压状态,即控气球在正常状态下为收缩的,从而可以隔断静排斥磁铁对动排斥磁铁的磁场作用来避免隔离层的提前膨胀,同时可以辅助提高消气筒营造的负压效果,从而间接提高对熔体的吸气
效果。
19.进一步的,所述隔离层的最大形变量小于控气球的直径,所述动排斥磁铁与静排斥磁铁之间保持磁性相斥作用,可以保证控气球在外移挤压隔离层膨胀后始终会存在部分位于活动定位罩内的情况,从而有利于在弹力作用下复位,若完全移出活动定位罩则会造成复位失败的现象。
20.一种铝合金压铸件的压铸装置的压铸方法,包括以下步骤:
21.s1、取铝合金材料投入至熔化炉内进行熔炼,得到铝合金熔体;
22.s2、对定模和动模进行预热至400
‑
500℃,并抽出型腔内的空气,开始浇注铝合金熔体;
23.s3、然后启动液压杆间接推动消气筒进入到型腔内,并触发对铝合金熔体的吸气处理;
24.s4、吸气处理结束后消气筒复位,加压至0.06
‑
0.07mpa进行保压,保压时间为200
‑
300s,得到粗品;
25.s5、开模取出粗品进行固溶处理,在淬火炉中缓慢升温至540
‑
560℃,恒温8
‑
16h,然后冷却至室温;
26.s6、对出炉后的工件表面进行抛丸处理,然后进行机加工制得成品。
27.3.有益效果
28.相比于现有技术,本发明的优点在于:
29.(1)本方案可以通过在模具内设置可移动的消气筒,既可以充当型腔组成组件,同时利用在浇注铝合金熔体后,移动至熔体内进行吸气处理,其在预热处理后实现与外界的开放连通,内部的控气球可以与空气中的氧气进行化学反应消耗,使得消气筒内气压迅速降低,在其吸收到熔体内残留的空气时,气压恢复正常,控气球也会恢复为正常尺寸,从而出现磁场相互作用,迫使控气球外移并挤压隔离层膨胀与熔体进行交互,一方面挤压存在的气泡破裂,另一方面提高熔体的流动性来增加对空气的吸收效果,同时消气筒会通过控气球的形变重复上述动作,进而实现对熔体内空气的消除,改善气孔、缩孔和缩松等铸造缺陷,可以提高铝合金铸件的致密性等相关性能。
30.(2)消气筒外端开设有多个与动排斥磁铁相对应的吸气孔,吸气孔内外两端分别连接有外热熔层和隔离层,通过控气球在消气筒营造负压状态,然后通过吸气孔吸收熔体内的空气,外热熔层起到正常状态下的隔离作用,可以在消气筒内充氧来提高负压效果,隔离层则起到防止熔体进入消气筒的作用。
31.(3)活动定位罩为一对对称分布的半球罩,且半球罩内表面连接有摩擦层,正常状态下,半球罩处于合并状态并依靠摩擦力对动排斥磁铁进行定位,在控气球吸收气体恢复尺寸时对半球罩进行挤压分离不再对动排斥磁铁进行阻挡,在静排斥磁铁对动排斥磁铁的磁场排斥作用下,迫使其外移挤压隔离层进行膨胀交互,同时控气球也不断消耗内部的空气然后形变收缩,并对磁场作用进行屏蔽,然后控气球在弹力作用下复位,等待吸气孔对熔体内的空气吸收来弥补降低的气压。
32.(4)控气球包括隔磁鳞片、弹性接膜、内热熔层和发热体,隔磁鳞片和弹性接膜共同形成外球壳,弹性接膜连接于外球壳内表面,且发热体填充于内热熔层内,内热熔层起到对发热体的隔离保护作用,避免其提前接触到外界的氧气进行反应,隔磁鳞片起到强度支
撑作用和对静排斥磁铁的磁场屏蔽作用,弹性接膜提供给控气球一定的形变空间,在其正常状态下控气球可以挤压分离开活动定位罩,同时静排斥磁铁的磁场可以作用于动排斥磁铁,在负压状态下会收缩形成完整的由隔磁鳞片覆盖的球体,从而充分隔断静排斥磁铁的资产作用。
33.(5)内热熔层采用热熔性材料制成,发热体为自发热材料和惰性气体的混合物,自发热材料可以自主与空气中的氧气进行反应,同时释放出大量的热量来对熔体进行辅助保温。
34.(6)惰性气体的用量保持内热熔层内为真空状态或者负压状态,即控气球在正常状态下为收缩的,从而可以隔断静排斥磁铁对动排斥磁铁的磁场作用来避免隔离层的提前膨胀,同时可以辅助提高消气筒营造的负压效果,从而间接提高对熔体的吸气效果。
35.(7)隔离层的最大形变量小于控气球的直径,动排斥磁铁与静排斥磁铁之间保持磁性相斥作用,可以保证控气球在外移挤压隔离层膨胀后始终会存在部分位于活动定位罩内的情况,从而有利于在弹力作用下复位,若完全移出活动定位罩则会造成复位失败的现象。
附图说明
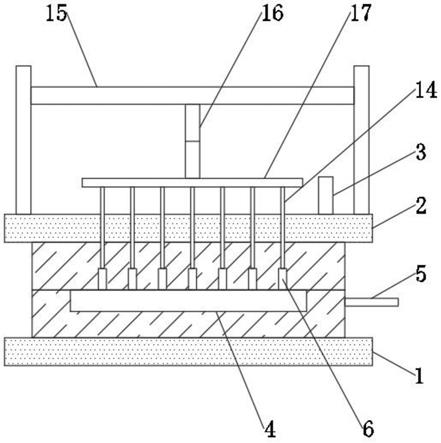
36.图1为本发明压铸前的结构示意图;
37.图2为本发明压铸中的结构示意图;
38.图3为本发明消气筒压铸前的结构示意图;
39.图4为本发明消气筒压铸中的结构示意图;
40.图5为本发明控气球的结构示意图;
41.图6为本发明控气球形变前后的结构示意图。
42.图中标号说明:
43.1定模、2动模、3浇口、4型腔、5排气管、6消气筒、7控气球、701隔磁鳞片、702弹性接膜、703内热熔层、704发热体、8动排斥磁铁、9活动定位罩、10外热熔层、11隔离层、12弹性伸缩杆、13静排斥磁铁、14传动杆、15安装架、16液压杆、17同步板。
具体实施方式
44.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
45.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
46.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆
卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
47.实施例1:
48.请参阅图1
‑
4,一种铝合金压铸件的压铸装置,包括定模1和动模2,定模1和动模2之间形成有型腔4,动模2上端安装有浇口3,定模1上端安装有排气管5,动模2上开设有多个均匀分布的迁移孔,迁移孔内滑动连接有相匹配的消气筒6,消气筒6上端连接有传动杆14,动模2上端还安装有安装架15,安装架15下端安装有液压杆16,液压杆16下端连接有同步板17,且同步板17与多根传动杆14连接,消气筒6内连接有中心柱,中心柱内镶嵌连接有多个均匀分布的静排斥磁铁13,静排斥磁铁13外端连接有弹性伸缩杆12,弹性伸缩杆12远离静排斥磁铁13一端连接有控气球7,控气球7远离弹性伸缩杆12一端连接有动排斥磁铁8,中心柱外端连接有多个与控气球7相对应的活动定位罩9,且活动定位罩9包裹于动排斥磁铁8外端。
49.消气筒6外端开设有多个与动排斥磁铁8相对应的吸气孔,吸气孔内外两端分别连接有外热熔层10和隔离层11,通过控气球7在消气筒6营造负压状态,然后通过吸气孔吸收熔体内的空气,外热熔层10起到正常状态下的隔离作用,可以在消气筒6内充氧来提高负压效果,隔离层11则起到防止熔体进入消气筒6的作用。
50.外热熔层10采用热熔性材料制成,例如树脂材料,隔离层11采用耐高温透气材料制成,例如气凝胶。
51.活动定位罩9为一对对称分布的半球罩,且半球罩内表面连接有摩擦层,正常状态下,半球罩处于合并状态并依靠摩擦力对动排斥磁铁8进行定位,在控气球7吸收气体恢复尺寸时对半球罩进行挤压分离不再对动排斥磁铁8进行阻挡,在静排斥磁铁13对动排斥磁铁8的磁场排斥作用下,迫使其外移挤压隔离层11进行膨胀交互,同时控气球7也不断消耗内部的空气然后形变收缩,并对磁场作用进行屏蔽,然后控气球7在弹力作用下复位,等待吸气孔对熔体内的空气吸收来弥补降低的气压。
52.请参阅图5
‑
6,控气球7包括隔磁鳞片701、弹性接膜702、内热熔层703和发热体704,隔磁鳞片701和弹性接膜702共同形成外球壳,弹性接膜702连接于外球壳内表面,且发热体704填充于内热熔层703内,内热熔层703起到对发热体704的隔离保护作用,避免其提前接触到外界的氧气进行反应,隔磁鳞片701起到强度支撑作用和对静排斥磁铁13的磁场屏蔽作用,弹性接膜702提供给控气球7一定的形变空间,在其正常状态下控气球7可以挤压分离开活动定位罩9,同时静排斥磁铁13的磁场可以作用于动排斥磁铁8,在负压状态下会收缩形成完整的由隔磁鳞片701覆盖的球体,从而充分隔断静排斥磁铁13的资产作用。
53.隔磁鳞片701采用高磁导率材料制成,弹性接膜702采用弹性透气材料制成。
54.内热熔层703采用热熔性材料制成,发热体704为自发热材料和惰性气体的混合物,自发热材料可以自主与空气中的氧气进行反应,同时释放出大量的热量来对熔体进行辅助保温。
55.惰性气体的用量保持内热熔层703内为真空状态或者负压状态,即控气球7在正常状态下为收缩的,从而可以隔断静排斥磁铁13对动排斥磁铁8的磁场作用来避免隔离层11的提前膨胀,同时可以辅助提高消气筒6营造的负压效果,从而间接提高对熔体的吸气效
果。
56.隔离层11的最大形变量小于控气球7的直径,动排斥磁铁8与静排斥磁铁13之间保持磁性相斥作用,可以保证控气球7在外移挤压隔离层11膨胀后始终会存在部分位于活动定位罩9内的情况,从而有利于在弹力作用下复位,若完全移出活动定位罩9则会造成复位失败的现象。
57.一种铝合金压铸件的压铸装置的压铸方法,包括以下步骤:
58.s1、取铝合金材料投入至熔化炉内进行熔炼,得到铝合金熔体;
59.s2、对定模1和动模2进行预热至400
‑
500℃,并抽出型腔4内的空气,开始浇注铝合金熔体;
60.s3、然后启动液压杆16间接推动消气筒6进入到型腔4内,并触发对铝合金熔体的吸气处理;
61.s4、吸气处理结束后消气筒6复位,加压至0.06
‑
0.07mpa进行保压,保压时间为200
‑
300s,得到粗品;
62.s5、开模取出粗品进行固溶处理,在淬火炉中缓慢升温至540
‑
560℃,恒温8
‑
16h,然后冷却至室温;
63.s6、对出炉后的工件表面进行抛丸处理,然后进行机加工制得成品。
64.本发明可以通过在模具内设置可移动的消气筒6,既可以充当型腔组成组件,同时利用在浇注铝合金熔体后,移动至熔体内进行吸气处理,其在预热处理后实现与外界的开放连通,内部的控气球7可以与空气中的氧气进行化学反应消耗,使得消气筒6内气压迅速降低,在其吸收到熔体内残留的空气时,气压恢复正常,控气球7也会恢复为正常尺寸,从而出现磁场相互作用,迫使控气球7外移并挤压隔离层11膨胀与熔体进行交互,一方面挤压存在的气泡破裂,另一方面提高熔体的流动性来增加对空气的吸收效果,同时消气筒6会通过控气球7的形变重复上述动作,进而实现对熔体内空气的消除,改善气孔、缩孔和缩松等铸造缺陷,可以提高铝合金铸件的致密性等相关性能。
65.以上,仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1