一种自动研磨机的制作方法
1.本发明属于机加工技术领域,涉及一种自动研磨机。
背景技术:
2.为了提高硬质合金刀片刃口的抗冲击强度,一般需要在刀片刃口进行倒棱,根据使用要求的不同,刃口倒棱的宽度及角度也会有差别,同时由于倒棱处理对刀片的使用有很大的影响,故倒棱的精度要求也很高。
3.目前硬质合金圆形刀片的倒棱,一般采用徒手刃磨或数控磨床加工处理。徒手刃磨的方法简单,但倒棱的精度不高,在刀片的整周刃口上会出现倒棱尺寸不一、影响刀片的使用效果,同时徒手刃磨的方法效率低,劳动强度大,对操作人员的经验要求高;采用数控磨床能够很好地保证刃口整周倒棱的精度,但数控磨床倒棱的效率低、成本高,限制了其推广应用。
技术实现要素:
4.本发明的目的是针对现有的技术存在上述问题,提出了一种自动研磨机,本发明所要解决的技术问题是:如何提高本自动研磨机的加工效率。
5.本发明的目的可通过下列技术方案来实现:
6.一种自动研磨机,其特征在于,所述研磨机包括:
7.工作台;
8.刀片夹持机构,所述刀片夹持机构设置于工作台上,用于夹持所述圆形刀片;
9.砂轮机构,所述砂轮机构设置于工作台上,所述砂轮机构中的砂轮盘能够在驱动机构的作用下朝所述刀片夹持机构方向移动,与所述刀片夹持机构处的刀片相接触,且所述砂轮盘的轴线与所述刀片夹持机构处的刀片轴线之间形成夹角;
10.送料机构,所述送料机构设置于工作台上,用于将工作台的上料区的刀片输送至所述刀片夹持机构处,且将刀片夹持机构处加工完毕的刀片输送至工作台的下料区。
11.其工作原理如下:将待加工的刀片放置于工作台的上料区,送料机构将刀片从上料区输送至刀片夹持机构处然后离开,刀片夹持机构夹持住待加工的刀片,砂轮机构的砂轮盘转动且在驱动机构的作用下靠近刀片,直至与刀片接触,对刀片进行倒棱;加工完毕后,送料机构可将刀片夹持机构处的刀片输送至工作台的下料区。与现有技术相比,本发明的自动化程度较高,可实现圆形刀片的自动倒棱,提高加工效率。
12.在上述的一种自动研磨机中,所述刀片夹持机构包括间隔设置于所述工作台上的主夹持座和辅夹持座,所述主夹持座上转动设置有主顶针以及能够带动该主顶针旋转的驱动源一,所述工作台上设置有能够带动主夹持座靠近及远离所述辅夹持座的驱动源二;所述辅夹持座上转动设置有与所述主顶针同轴的辅顶针。刀片输送至主顶针与辅顶针之间,驱动源二带动主夹持座朝辅夹持座的方向移动,直于与辅顶针配合,将刀片夹紧,然后驱动源一带动刀片旋转,与砂轮配合,对刀片进行加工。
13.在上述的一种自动研磨机中,所述驱动机构包括导轨一和导轨二,所述导轨一设置于工作台上,且相对所述刀片夹持机构倾斜设置;所述导轨二设置于导轨一的滑台上,且与导轨一相垂直,所述导轨二的滑台上设置有驱动源三,所述驱动源三的输出端与所述砂轮盘相连接。设计有相垂直的导轨一和导轨二,可调整砂轮盘的位置,从而调整加工尺寸。
14.在上述的一种自动研磨机中,所述工作台上设置有立柱,所述立柱上设置有驱动源四,所述驱动源四的输出端设置有修整砂轮,所述修整砂轮的轴线与所述导轨一相平行,所述砂轮盘能够沿着导轨一移动与所述修整砂轮相接触。设计有修整砂轮后,当砂轮盘使用一段时间后,可通过导轨一、导轨二的作用,使砂轮盘与修整砂轮相接触,从而对砂轮盘进行修整。
15.在上述的一种自动研磨机中,所述送料机构包括设置于所述工作台上的送料机架,所述送料机架沿水平方向设置有水平滑轨,所述水平滑轨的滑台上设置有滑轨座,所述滑轨座沿竖直方向设置有竖直滑轨,所述竖直滑轨的滑台上设置有能够夹紧刀片两端的夹爪。送料时,水平滑轨的滑台处于初始位置,竖直滑轨的滑台带动其滑台下降,通过夹爪夹住上料区的刀片,然后竖直滑轨的滑台上升,水平滑轨的滑台带动其移动至刀片夹持机构上方,竖直滑轨的滑台下降,带动夹爪处的刀片移动至刀片输送机构处,实现送料。
16.在上述的一种自动研磨机中,所述竖直滑轨的滑台上设置有两个输出端竖直朝下的驱动源五,所述驱动源五的输出端设置有安装座,所述夹爪包括两片间隔设置于所述安装座上的夹片,两个夹片之间形成用于夹持刀片的夹口,且所述夹片的端面设置有与所述刀片相对应的让位孔。设计有两个驱动源五,即设计有两套夹爪,加工时,送料机构可实现同时夹持两个待加工的刀片,将其中一个刀片输送至刀片夹持机构处进行加工,待加工完毕,再将该刀片取下,同时另一夹爪上的待加工刀片可移动至刀片夹持机构处进行加工,而在该加工过程中,送料机构可将加工完毕的刀片输送至工作台的下料区,并且从上料区夹持新的一个待加工刀片,并输送至刀片夹持机构附近,有效提高加工效率;而开设有让位孔,可方便刀片夹持机构中的顶针穿过。
17.在上述的一种自动研磨机中,所述工作台的上料区设置有料盘,所述料盘上均匀开设有若干个用于存放刀片的料槽。设计有料盘后,当一个料盘上的刀片加工完毕后,操作人员只需更换事先放好刀片的料盘即可,换料方便快捷。
18.在上述的一种自动研磨机中,所述工作台的上料区包括水平设置于所述工作台上的导轨三,所述导轨三与所述水平滑轨相垂直,所述导轨三的滑台上设置有托板用于放置料盘的托板。托板可移动,既可提高料盘更换效率,又可配合可移动的夹爪移动,实现更快速、精准地送料。
19.在上述的一种自动研磨机中,所述工作台的托板靠近刀片夹持机构处设置有挡边,所述挡边的两侧分布有限位边,所述料盘的前端能够与所述挡边相接触,所述料盘的左右两侧分别能够与所述限位边相接触。设计有挡边和限位边后,方便快速地将料盘放置于预定区域,且存放位置更为精准,避免未与可移动的夹爪错位影响正常上料。
20.与现有技术相比,本发明具有以下优点:
21.本发明的自动化程度较高,可实现圆形刀片的自动倒棱,提高加工效率。
附图说明
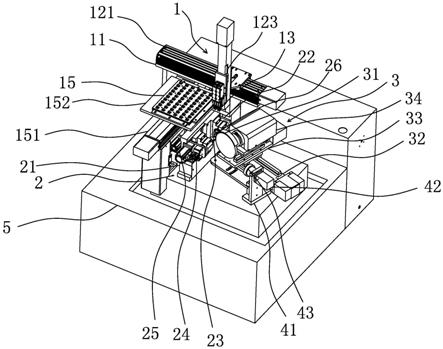
22.图1是本自动研磨机的立体图。
23.图2是本自动研磨机的俯视图。
24.图3是本送料机构的结构示意图。
25.图中,1、送料机构;11、送料机架;121、水平滑轨;122、滑轨座;123、竖直滑轨;13、夹爪;131、夹片;132、夹口;133、让位孔;141、驱动源五;142、安装座;15、料盘;151、导轨三;152、托板;153、挡边;154、限位边;2、刀片夹持机构;21、主夹持座;22、辅夹持座;23、主顶针;24、驱动源一;25、驱动源二;26、辅顶针;3、砂轮机构;31、砂轮盘;32、导轨一;33、导轨二;34、驱动源三;41、立柱;42、驱动源四;43、修整砂轮;5、工作台。
具体实施方式
26.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
27.需要注意的是,本实施例中的各驱动源,如驱动旋转,可采用电机等来实现,如驱动直线运动,可采用直线电机、气缸、电磁铁等来实现,并不加以具体限定。
28.如图1所示,本研磨机包括工作台5和刀片夹持机构2,刀片夹持机构2设置于工作台5上,用于夹持刀片。
29.具体来讲,如图1所示,刀片夹持机构2包括间隔设置于工作台5上的主夹持座21和辅夹持座22,主夹持座21上转动设置有主顶针23以及能够带动该主顶针23旋转的驱动源一24,工作台5上设置有能够带动主夹持座21靠近及远离辅夹持座22的驱动源二25;辅夹持座22上转动设置有与主顶针23同轴的辅顶针26。刀片输送至主顶针23与辅顶针26之间,驱动源二25带动主夹持座21朝辅夹持座22的方向移动,直于与辅顶针26配合,将刀片夹紧,然后驱动源一24带动刀片旋转,与砂轮配合,对刀片进行加工。
30.如图1所示,本研磨机还包括砂轮机构3,砂轮机构3设置于工作台5上,砂轮机构3中的砂轮盘31能够在驱动机构的作用下朝刀片夹持机构2方向移动,与刀片夹持机构2处的刀片相接触,且砂轮盘31的轴线与刀片夹持机构2处的刀片轴线之间形成夹角。
31.具体来讲,驱动机构包括导轨一32和导轨二33,导轨一32设置于工作台5上,且相对刀片夹持机构2倾斜设置;导轨二33设置于导轨一32的滑台上,且与导轨一32相垂直,导轨二33的滑台上设置有驱动源三34,驱动源三34的输出端与砂轮盘31相连接。设计有相垂直的导轨一32和导轨二33,可调整砂轮盘31的位置,从而调整加工尺寸。
32.当砂轮盘31使用一段时间后会产生磨损,为了对砂轮盘31进行修整,本实施例中,工作台5上设置有立柱41,立柱41上设置有驱动源四42,驱动源四42的输出端设置有修整砂轮43,修整砂轮43的轴线与导轨一32相平行,砂轮盘31能够沿着导轨一32移动与修整砂轮43相接触。设计有修整砂轮43后,当砂轮盘31使用一段时间后,可通过导轨一32、导轨二33的作用,使砂轮盘31与修整砂轮43相接触,从而对砂轮盘31进行修整。
33.如图1、图3所示,本研磨机还包括送料机构1,送料机构1设置于工作台5上,用于将工作台5的上料区的刀片输送至刀片夹持机构2处,且将刀片夹持机构2处加工完毕的刀片输送至工作台5的下料区。
34.具体来讲,送料机构1包括设置于工作台5上的送料机架11,送料机架11沿水平方
向设置有水平滑轨121,水平滑轨121的滑台上设置有滑轨座122,滑轨座122沿竖直方向设置有竖直滑轨123,竖直滑轨123的滑台上设置有能够夹紧刀片两端的夹爪13。实现送料。
35.为了进一步提高送料效率,竖直滑轨123的滑台上设置有两个输出端竖直朝下的驱动源五141,驱动源五141的输出端设置有安装座142,夹爪13包括两片间隔设置于安装座142上的夹片131,两个夹片131之间形成用于夹持刀片的夹口132,且夹片131的端面设置有与刀片相对应的让位孔133。
36.送料时,水平滑轨121的滑台处于初始位置,竖直滑轨123的滑台带动其滑台下降,通过夹爪13夹住上料区的刀片,然后竖直滑轨123的滑台上升,水平滑轨121的滑台带动其移动至刀片夹持机构2上方,竖直滑轨123的滑台下降,带动夹爪13处的刀片移动至刀片输送机构处,将其中一个刀片输送至刀片夹持机构2处进行加工,待加工完毕,再将该刀片取下,同时另一夹爪13上的待加工刀片可移动至刀片夹持机构2处进行加工,而在该加工过程中,送料机构1可将加工完毕的刀片输送至工作台5的下料区,并且从上料区夹持新的一个待加工刀片,并输送至刀片夹持机构2附近,有效提高加工效率。
37.作为优选,如图3所示,工作台5的上料区设置有料盘15,料盘15上均匀开设有若干个用于存放刀片的料槽。
38.作为进一步优选,如图3所示,工作台5的上料区包括水平设置于工作台5上的导轨三151,导轨三151与水平滑轨121相垂直,导轨三151的滑台上设置有托板152用于放置料盘15的托板152。工作台5的托板152靠近刀片夹持机构2处设置有挡边153,挡边153的两侧分布有限位边154,料盘15的前端能够与挡边153相接触,料盘15的左右两侧分别能够与限位边154相接触。
39.本发明的工作原理如下:将待加工的刀片放置于工作台5的上料区,送料机构1将刀片从上料区输送至刀片夹持机构2处然后离开,刀片夹持机构2夹持住待加工的刀片,砂轮机构3的砂轮盘31转动且在驱动机构的作用下靠近刀片,直至与刀片接触,对刀片进行倒棱;加工完毕后,送料机构1可将刀片夹持机构2处的刀片输送至工作台5的下料区。
40.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1