一种LED灯加工系统及加工方法与流程
一种led灯加工系统及加工方法
技术领域
1.本发明涉及led灯加工设备技术领域,更具体的说是一种led灯加工系统及加工方法。
背景技术:
2.公开号为cn110787975a的发明公开了一种环保型led灯加工系统,涉及led灯加工领域,包括底板,所述底板下表面四角均固定连接有支撑腿,底板上表面通过升降机构连接有工作台,所述升降机构包括滑块、螺纹杆、转动杆、链轮、链条、齿轮、滑杆和滑套,所述螺纹杆共有两个,且两个螺纹杆对称设置,螺纹杆上螺纹连接有两个对称分布的滑块,且两个滑块上的螺纹孔纹路相反,本发明在使用时,通过升降机构来改变工作台的高度,在烘烤的过程中,我们提升烘干室的高度,减少了气体溢出被操作人员吸食的概率,并且我们在驱动电机的工作下,通过连接杆带动上转动板和下转动板转动,从而使得灯带能够受热均匀,提升了成品灯带的质量。该发明的缺点是不能对多个散光平面的led灯进行快速打磨。
技术实现要素:
3.本发明的目的是提供一种led灯加工系统及加工方法,具有能对多个散光平面的led灯进行快速打磨的优点。
4.本发明的目的通过以下技术方案来实现:
5.一种led灯加工系统,包括固定组件、夹紧组件、驱动组件、双面齿圈、调节组件、升降组件、打磨组件和连接组件,所述固定组件上连接有多个夹紧组件,驱动组件固定连接在固定组件上,双面齿圈转动连接在固定组件上,双面齿圈和驱动组件啮合传动,固定组件和驱动组件啮合传动,调节组件固定连接在固定组件上,调节组件和双面齿圈摩擦传动,调节组件上滑动连接有多个升降组件,调节组件和多个升降组件均为螺纹传动,多个升降组件上均转动连接有打磨组件,多个升降组件所述固定组件包括十字架、夹持管、转动轮、导向管、辅助架、连接板、弧形槽和安装杆,十字架的中部转动连接有夹持管,夹持管的上端固定连接有转动轮,夹持管上固定连接有多个导向管,辅助架固定连接在十字架上,十字架上固定连接有多个连接板,多个连接板上均设置有弧形槽,多个弧形槽内转动连接有双面齿圈,多个连接板上均固定连接有安装杆。
6.所述夹紧组件包括夹紧杆、夹紧板和夹紧拉簧,夹紧杆上固定连接有夹紧板,夹紧板上固定连接有夹紧拉簧,多个导向管内均滑动连接有夹紧杆,多个导向管上均固定连接有夹紧拉簧。
7.所述驱动组件包括驱动支架、驱动电机、切换齿轮和齿圈齿轮,驱动支架固定连接在辅助架上,驱动支架上固定连接有驱动电机,驱动电机的输出轴上固定连接有切换齿轮和齿圈齿轮,切换齿轮和转动轮啮合传动,切换齿轮为缺齿齿轮。
8.所述双面齿圈的内圆面上设置有直齿,双面齿圈通过该直齿与齿圈齿轮啮合传动。
9.所述调节组件包括环形架、导向杆、调节螺杆和调节轮,环形架固定连接在多个连接板上,环形架上均布有多个导向杆,环形架上转动连接有多个调节螺杆,多个调节螺杆上均固定连接有调节轮,多个调节轮均和双面齿圈摩擦传动。
10.所述升降组件包括螺纹传动板、气缸支架、气缸、升降滑槽、升降板和限位槽,螺纹传动板上固定连接有气缸支架,气缸支架上固定连接有气缸,螺纹传动板上设置有升降滑槽,升降板滑动连接在升降滑槽内,升降板固定连接在气缸的气缸杆上,升降板上设置有限位槽,多个导向杆上均滑动连接有螺纹传动板,多个螺纹传动板分别和对应的调节螺杆通过螺纹传动。
11.所述打磨组件包括转动支架、转动连接架、打磨电机和打磨轮,转动支架上固定连接有转动连接架,打磨电机固定连接在转动支架上,打磨电机的输出轴上固定连接有打磨轮,多个转动支架分别转动连接在多个螺纹传动板上。
12.所述连接组件包括滑板和连接转杆,滑板上固定连接有连接转杆,多个滑板分别滑动连接在多个限位槽内,多个连接转杆分别和多个转动连接架转动连接。
13.采用上述的一种led灯加工系统加工led灯的方法,包括以下步骤:
14.步骤一:将led灯放置到固定组件内,通过多个夹紧组件对其实现夹紧固定;
15.步骤二:通过驱动组件驱动调节组件,调节组件驱动多个升降组件带动多个打磨组件相互靠近,再通过多个升降组件带动多个连接组件进行升降,多个连接组件带动多个打磨组件进行转动贴和led灯进行贴合;
16.步骤三;再通过多个打磨组件对led灯外形进行打磨,再通过驱动组件啮合驱动固定组件实现led灯转动,进而实现多个多个打磨组件对led灯外形进行完全打磨。
17.本发明一种led灯加工系统及加工方法的有益效果为:本发明一种led灯加工系统及加工方法,可以通过多个夹紧组件对led灯进行固定,还可以通过多个打磨组件对led灯进行打磨和抛光,还可以通过驱动组件啮合驱动双面齿圈转动,双面齿圈通过摩擦驱动调节组件,调节组件通过螺纹驱动多个升降组件滑动,多个升降组件带动多个打磨组件进行滑动实现多个打磨组件对不同外径的led灯的加工,还可以通过多个升降组件带动多个连接组件运动,多个连接组件带动多个打磨组件进行转动,实现多个打磨组件进行不同倾斜角度的调节,满足不同的led灯的不同角度的散光平面的加工。
附图说明
18.下面结合附图和具体实施方法对本发明做进一步详细的说明。
19.在本发明的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”和“竖着”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
20.在本发明的描述中,需要说明的是,除非另有明确规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接可以是直接连接,亦可以是通过中间媒介间接连接,可以是两个部件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
21.此外,在本发明的描述中,除非另有说明,“多个”、“多组”、“多根”的含义是两个或两个以上。
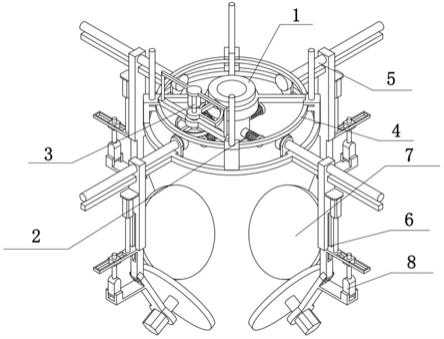
22.图1是本发明一种led灯加工系统及加工方法的整体结构示意图;
23.图2是本发明固定组件的结构示意图;
24.图3是本发明夹紧组件的结构示意图;
25.图4是本发明驱动组件的结构示意图;
26.图5是本发明调节组件的结构示意图;
27.图6是本发明升降组件的结构示意图;
28.图7是本发明打磨组件的结构示意图;
29.图8是本发明连接组件的结构示意图。
30.图中:固定组件1;十字架101;夹持管102;转动轮103;导向管104;辅助架105;连接板106;弧形槽107;安装杆108;夹紧组件2;夹紧杆201;夹紧板202;夹紧拉簧203;驱动组件3;驱动支架301;驱动电机302;切换齿轮303;齿圈齿轮304;双面齿圈4;调节组件5;环形架501;导向杆502;调节螺杆503;调节轮504;升降组件6;螺纹传动板601;气缸支架602;气缸603;升降滑槽604;升降板605;限位槽606;打磨组件7;转动支架701;转动连接架702;打磨电机703;打磨轮704;连接组件8;滑板801;连接转杆802。
具体实施方式
31.下面结合附图对本发明作进一步详细说明。
32.具体实施方式一:
33.下面结合图1
‑
8说明本实施方式,一种led灯加工系统,包括固定组件1、夹紧组件2、驱动组件3、双面齿圈4、调节组件5、升降组件6、打磨组件7和连接组件8,所述固定组件1上连接有多个夹紧组件2,驱动组件3固定连接在固定组件1上,双面齿圈4转动连接在固定组件1上,双面齿圈4和驱动组件3啮合传动,固定组件1和驱动组件3啮合传动,调节组件5固定连接在固定组件1上,调节组件5和双面齿圈4摩擦传动,调节组件5上滑动连接有多个升降组件6,调节组件5和多个升降组件6均为螺纹传动,多个升降组件6上均转动连接有打磨组件7,多个升降组件6上均滑动连接有连接组件8,多个连接组件8分别和多个打磨组件7转动连接。
34.可以通过多个夹紧组件2对led灯进行固定,还可以通过多个打磨组件7对led灯进行打磨和抛光,还可以通过驱动组件3啮合驱动双面齿圈4转动,双面齿圈4通过摩擦驱动调节组件5,调节组件5通过螺纹驱动多个升降组件6滑动,多个升降组件6带动多个打磨组件7进行滑动实现多个打磨组件7对不同外径的led灯的加工,还可以通过多个升降组件6带动多个连接组件8运动,多个连接组件8带动多个打磨组件7进行转动,实现多个打磨组件7进行不同倾斜角度的调节,满足不同的led灯的不同角度的散光平面的加工。
35.具体实施方式二:
36.下面结合图1
‑
8说明本实施方式,所述固定组件1包括十字架101、夹持管102、转动轮103、导向管104、辅助架105、连接板106、弧形槽107和安装杆108,十字架101的中部转动连接有夹持管102,夹持管102的上端固定连接有转动轮103,夹持管102上固定连接有多个导向管104,辅助架105固定连接在十字架101上,十字架101上固定连接有多个连接板106,
多个连接板106上均设置有弧形槽107,多个弧形槽107内转动连接有双面齿圈4,多个连接板106上均固定连接有安装杆108。
37.启动驱动电机302,驱动电机302带动切换齿轮303,切换齿轮303啮合驱动转动轮103转动,转动轮103带动夹持管102转动,夹持管102带动多个夹紧组件2转动,从而实现led灯的转动,实现多个打磨轮704对led灯外表面全面的打磨。
38.具体实施方式三:
39.下面结合图1
‑
8说明本实施方式,所述夹紧组件2包括夹紧杆201、夹紧板202和夹紧拉簧203,夹紧杆201上固定连接有夹紧板202,夹紧板202上固定连接有夹紧拉簧203,多个导向管104内均滑动连接有夹紧杆201,多个导向管104上均固定连接有夹紧拉簧203。
40.将未经打磨的led灯放置到夹持管102的下端,通过多个夹紧拉簧203拉动多个夹紧板202,多个夹紧板202带动多个夹紧杆201对led灯的上端进行固定。
41.具体实施方式四:
42.下面结合图1
‑
8说明本实施方式,所述驱动组件3包括驱动支架301、驱动电机302、切换齿轮303和齿圈齿轮304,驱动支架301固定连接在辅助架105上,驱动支架301上固定连接有驱动电机302,驱动电机302的输出轴上固定连接有切换齿轮303和齿圈齿轮304,切换齿轮303和转动轮103啮合传动,切换齿轮303为缺齿齿轮。
43.启动驱动电机302,驱动电机302带动切换齿轮303和齿圈齿轮304进行转动。
44.具体实施方式五:
45.下面结合图1
‑
8说明本实施方式,所述双面齿圈4的内圆面上设置有直齿,双面齿圈4通过该直齿与齿圈齿轮304啮合传动。
46.具体实施方式六:
47.下面结合图1
‑
8说明本实施方式,所述调节组件5包括环形架501、导向杆502、调节螺杆503和调节轮504,环形架501固定连接在多个连接板106上,环形架501上均布有多个导向杆502,环形架501上转动连接有多个调节螺杆503,多个调节螺杆503上均固定连接有调节轮504,多个调节轮504均和双面齿圈4摩擦传动。
48.齿圈齿轮304通过摩擦驱动多个调节轮504进行进行转动,多个调节轮504带动多个调节螺杆503进行转动,多个调节螺杆503通过螺纹驱动多个螺纹传动板601分别在对应的导向杆502上进行滑动,多个螺纹传动板601带动多个打磨组件7进行滑动,实现多个打磨组件7对打磨的led灯的贴合。
49.具体实施方式七:
50.下面结合图1
‑
8说明本实施方式,所述升降组件6包括螺纹传动板601、气缸支架602、气缸603、升降滑槽604、升降板605和限位槽606,螺纹传动板601上固定连接有气缸支架602,气缸支架602上固定连接有气缸603,螺纹传动板601上设置有升降滑槽604,升降板605滑动连接在升降滑槽604内,升降板605固定连接在气缸603的气缸杆上,升降板605上设置有限位槽606,多个导向杆502上均滑动连接有螺纹传动板601,多个螺纹传动板601分别和对应的调节螺杆503通过螺纹传动。
51.具体实施方式八:
52.下面结合图1
‑
8说明本实施方式,所述打磨组件7包括转动支架701、转动连接架702、打磨电机703和打磨轮704,转动支架701上固定连接有转动连接架702,打磨电机703固
定连接在转动支架701上,打磨电机703的输出轴上固定连接有打磨轮704,多个转动支架701分别转动连接在多个螺纹传动板601上。
53.启动多个气缸603,多个气缸603带动多个升降板605在对应的升降滑槽604上进行滑动,多个升降滑槽604带动多个连接转杆802下降,多个连接转杆802在下降的同时带动多个滑板801在对应的限位槽606上滑动,多个连接转杆802下端与转动连接架702转动连接,在多个连接转杆802下降时带动多个转动支架701和多个转动连接架702发生转动,使得多个转动连接架702带动多个打磨电机703和多个打磨轮704进行转动,使得多个打磨轮704贴合在led灯下端的多个倾斜面上,可以对其中的多个贴合面进行辅助支撑,增加多个夹紧杆201对led灯进行夹紧的牢固性,防止led灯出现滑落造成损坏,多个打磨轮704贴合在led灯下端对其进行打磨,随着多个打磨出现的碎屑会自动脱离led灯的下端,防止影响led灯多面打磨的光洁度,影响最终成品的led灯的照明效果,而多个转动支架701的转动,可以使得多个打磨轮704贴合不同散光角度的led灯的外壳,启动多个打磨电机703,多个打磨电机703带动多个打磨轮704进行转动,多个打磨轮704对不同散光角度的led灯的外壳进行打磨和抛光,使得led灯的外壳变得更加通透,增强led灯的照明性能,多个螺纹传动板601带动多个转动支架701的滑动可以使得多个打磨轮704可以针对不同外径大小的led灯进行加工。
54.具体实施方式九:
55.下面结合图1
‑
8说明本实施方式,所述连接组件8包括滑板801和连接转杆802,滑板801上固定连接有连接转杆802,多个滑板801分别滑动连接在多个限位槽606内,多个连接转杆802分别和多个转动连接架702转动连接。
56.具体实施方式十:
57.下面结合图1
‑
8说明本实施方式,采用上述的一种led灯加工系统加工led灯的方法,包括以下步骤:
58.步骤一:将led灯放置到固定组件1内,通过多个夹紧组件2对其实现夹紧固定;
59.步骤二:通过驱动组件3驱动调节组件5,调节组件5驱动多个升降组件6带动多个打磨组件7相互靠近,再通过多个升降组件6带动多个连接组件8进行升降,多个连接组件8带动多个打磨组件7进行转动贴和led灯进行贴合;
60.步骤三;再通过多个打磨组件7对led灯外形进行打磨,再通过驱动组件3啮合驱动固定组件1实现led灯转动,进而实现多个多个打磨组件7对led灯外形进行完全打磨。
61.本发明一种led灯加工系统及加工方法,其使用原理为:将未经打磨的led灯放置到夹持管102的下端,通过多个夹紧拉簧203拉动多个夹紧板202,多个夹紧板202带动多个夹紧杆201对led灯的上端进行固定,启动驱动电机302,驱动电机302带动切换齿轮303和齿圈齿轮304进行转动,齿圈齿轮304通过摩擦驱动多个调节轮504进行进行转动,多个调节轮504带动多个调节螺杆503进行转动,多个调节螺杆503通过螺纹驱动多个螺纹传动板601分别在对应的导向杆502上进行滑动,多个螺纹传动板601带动多个打磨组件7进行滑动,实现多个打磨组件7对打磨的led灯的贴合,启动多个气缸603,多个气缸603带动多个升降板605在对应的升降滑槽604上进行滑动,多个升降滑槽604带动多个连接转杆802下降,多个连接转杆802在下降的同时带动多个滑板801在对应的限位槽606上滑动,多个连接转杆802下端与转动连接架702转动连接,在多个连接转杆802下降时带动多个转动支架701和多个转动
连接架702发生转动,使得多个转动连接架702带动多个打磨电机703和多个打磨轮704进行转动,使得多个打磨轮704贴合在led灯下端的多个倾斜面上,可以对其中的多个贴合面进行辅助支撑,增加多个夹紧杆201对led灯进行夹紧的牢固性,防止led灯出现滑落造成损坏,多个打磨轮704贴合在led灯下端对其进行打磨,随着多个打磨出现的碎屑会自动脱离led灯的下端,防止影响led灯多面打磨的光洁度,影响最终成品的led灯的照明效果,而多个转动支架701的转动,可以使得多个打磨轮704贴合不同散光角度的led灯的外壳,启动多个打磨电机703,多个打磨电机703带动多个打磨轮704进行转动,多个打磨轮704对不同散光角度的led灯的外壳进行打磨和抛光,使得led灯的外壳变得更加通透,增强led灯的照明性能,多个螺纹传动板601带动多个转动支架701的滑动可以使得多个打磨轮704可以针对不同外径大小的led灯进行加工,当多个打磨轮704打磨完led灯的部分外壳后,启动驱动电机302,驱动电机302带动切换齿轮303,切换齿轮303啮合驱动转动轮103转动,转动轮103带动夹持管102转动,夹持管102带动多个夹紧组件2转动,从而实现led灯的转动,实现多个打磨轮704对led灯外表面全面的打磨。
62.当然,上述说明并非对本发明的限制,本发明也不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1