一种适用于增材制造的镍基高温合金
1.本发明属于金属合金材料领域,特别涉及一种适用于增材制造的镍基高温合金。
背景技术:
2.镍基高温合金是高温零部件中应用最广泛的合金材料。因其热膨胀系数低、热导率高、高温强度高等优点,被广泛应用于化工、航空、核工业等领域。
3.对于复杂的镍基高温合金部件,特别是含有复杂多结构内腔的零部件,采用传统的制造方法如:铸造、锻造、机加工等方法难以制造,并且从产品设计、毛坯成形到最后的产品,存在制造周期长,材料利用率低,成本高等问题。增材制造技术的发展和应用有效地解决了以上问题,使设计者可以根据实际情况设计相应的复杂结构件,极大地提升了设计自由度,缩短了制造周期,同时也能够实现损伤零部件的快速修复,节省了大量时间和制造成本。
4.现有镍基合金体系用于增材制造时应力较大,易产生裂纹、气孔等缺陷,成形性及工艺性差,难以满足使用要求,限制了镍基合金在增材制造方面的应用。因此,需要开发适用于增材制造的新型镍基高温合金材料。
技术实现要素:
5.为了解决适用于增材制造的镍基高温合金种类少、成形性及工艺性差的问题,本发明旨在提供一种适用于增材制造的镍基高温合金及其制备方法,增材制造的样品没有裂纹、气孔等缺陷,打印工艺性好,具有高强度、高塑性和优异的高温性能。
6.实现本发明目的的技术解决方案是:
7.一种适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:15.00~21.00%,fe:17.00~23.00%,co:18.00~24.00%,mo:3.00~5.50%,al:1~4.00%,ti:0.50~1.00%,nb:0.05~0.10%,ta:0.50~1.00%,w:2.00~5.00%,re:0.01~0.05%,c:0.02~0.05%,b:0.001~0.08%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
8.上述适用于增材制造的镍基高温合金的制备方法,具体包括如下步骤:
9.将直径为0.8~1.2mm的镍合金丝材使用冷金属过渡焊接技术(cmt)制备镍合金块体,设置送丝速度为4.5~5.5m/min,熔覆速度为45~50cm/min,焊接电流为100~120a,在基板上堆焊出一个块状试样,且每一层焊道与上一层焊道垂直。
10.较佳的,将直径为0.8~1.2mm的镍合金丝材使用冷金属过渡焊接技术制备镍合金构件毛坯,设置送丝速度为4.5m/min,熔覆速度为45cm/min,焊接电流为100a,在基板上堆焊出一个块状试样,且每一层焊道与上一层焊道垂直。
11.本发明还提供了另一种适用于增材制造的镍基高温合金的制备方法,具体包括如下步骤:
12.将直径为15~53μm的镍合金粉末用激光选区熔化技术(slm)制备镍合金块体,设
置激光功率为100~110w,选择光斑直径为180μm的岛扫描,扫描速度为350~400mm/s,扫描间距为120~130μm,在基板上增材出一个块体试样。
13.较佳的,将直径为15~53μm的镍合金粉末用激光选区熔化制备镍合金构件,设置激光功率为100w,选择光斑直径为180μm的岛扫描,扫描速度为370mm/s,扫描间距为120μm,在基板上增材出一个毛坯试样。
14.与现有技术相比,本发明的有益效果在于:
15.本发明设计了一种适用于增材制造的镍基高温合金,该合金体系打印工艺性好,所制备样品没有裂纹、气孔等缺陷。制成丝材或粉末后通过增材制造得到的块状增材体平行于基板方向,室温抗拉强度、屈服强度和断后伸长率分别为813~948mpa、602~702mpa、25~38%,950℃抗拉强度、屈服强度和断后伸长率分别为375~554mpa、174~267mpa、38~57%,增材体在950℃/100h测试条件下最大变形量不超过1%的蠕变极限为44~75mpa,950℃/70mpa测试条件下持久时间为231~367h。增材体垂直于基板方向,室温抗拉强度、屈服强度和断后伸长率分别为813~948mpa、602~702mpa、25~38%,950℃抗拉强度、屈服强度和断后伸长率分别为341~497mpa、161~295mpa、45~64%,增材体在950℃/100h测试条件下最大变形量不超过1%的蠕变极限为41~73mpa,950℃/70mpa测试条件下持久时间为212~304h。总之,镍基合金增材制造出的样品打印工艺性、成形性较好,增材体具有高强度、高塑性和优异的高温性能。
具体实施方式
16.本发明提供了一种适用于增材制造的镍基高温合金,该体系镍基合金含有cr、fe、co、mo、al、ti、nb、ta、w、re、c、b等合金元素。制备所得的增材打印工艺性、成形性好,体性能优异,具有高强度、高塑性和优异的高温性能。
17.本发明所述的适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:15.00~21.00%,fe:17.00~23.00%,co:18.00~24.00%,mo:3.00~5.50%,al:1~4.00%,ti:0.50~1.00%,nb:0.05~0.10%,ta:0.50~1.00%,w:2.00~5.00%,re:0.01~0.05%,c:0.02~0.05%,b:0.001~0.08%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
18.其中,cr元素用于改善合金的高温抗氧化和抗腐蚀性能。fe元素用于提高对高温渗碳环境的抵抗性、控制热膨胀。co元素用于提高抗碳化、抗硫化性能。mo元素、w元素和nb元素起固溶强化作用。ti元素和al元素添加会形成弥散γ’沉淀强化相,提高合金高温强度。b元素的添加可使晶界强化。c元素、re元素的添加为优化合金性能,提高合金高温强度。ta元素的添加用于提高γ相的高温稳定性。ni元素为合金基体,o、c、p、s为杂质元素。经大量研究实验发现,上述合金元素之间相互协同作用,在上述合金元素范围内,所制备的镍基高温合金在增材过程中具有良好的工艺性,且具有优异的力学性能。
19.上述适用于增材制造的镍基高温合金的制备方法,具体包括如下步骤:
20.(1)按照设计的成分配置镍合金所需材料;
21.(2)将配置的材料放入真空熔炼炉中进行熔炼,浇铸成实心棒材;
22.(3)将浇铸的棒材进行多次轧制、拉拔,制成直径为0.8~1.2mm的镍合金丝材;
23.(4)将直径为0.8~1.2mm的镍合金丝材使用冷金属过渡焊接技术(cmt)增材制造
的方法制备镍合金块体,设置送丝速度为4.5~5.5m/min,熔覆速度为45~50cm/min,焊接电流为100~120a,在基板上堆焊出一个块状试样,且每一层焊道与上一层焊道垂直。
24.本发明还提供了另一种适用于增材制造的镍基高温合金的制备方法,具体包括如下步骤:
25.(1)按照设计的成分配置镍合金所需材料;
26.(2)将配置的材料放入真空熔炼炉中进行熔炼,浇铸成实心棒材;
27.(3)将棒材放入雾化炉中,采用真空惰性气体气雾化技术制成镍合金粉末;
28.(4)将制备的粉末进行筛分,选取直径为15~53μm的镍合金粉末进行增材制造;
29.(5)将镍合金粉末用于激光选区熔化技术(slm)制备镍合金块体,设置激光功率为100~110w,选择光斑直径为180μm的岛扫描,扫描速度为350~400mm/s,扫描间距为120~130μm,在基板上增材得到一个块体试样。
30.实施例1:
31.一种适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:15.74%,fe:20.12%,co:21.02%,al:2.54%,mo:4.14%,ti:0.76%,nb:0.08%,ta:0.76%,w:3.62%,re:0.04%,c:0.03%,b:0.047%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
32.将镍基合金制成直径为0.8mm的丝材,使用cmt进行丝材的增材制造,设置送丝速度为4.5m/s、焊接电流为100a、熔覆速度为45cm/min,在基板上堆焊出一个尺寸为20
×
20
×
20cm的块体试样。且每一层焊道与上一层焊道垂直,将制成的样品切割成平行于基板和垂直于基板方向两类样品,便于分析其性能。
33.制作金相试样观察试样微观组织,平行于基板方向增材体的组织为等轴晶,垂直于基板方向增材体的组织为柱状晶。
34.按照拉伸试验和蠕变实验国家标准,将块体制成符合国家标准的拉伸试验样品和蠕变实验样品,并进行拉伸试验和蠕变实验。在平行于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为828mpa、623mpa、36%,950℃抗拉强度、屈服强度和断后伸长率分别为398mpa、179mpa、55%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为49mpa,950℃/70mpa测试条件下持久时间为276h。在垂直于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为751mpa、531mpa、41%,950℃抗拉强度、屈服强度和断后伸长率分别为347mpa、166mpa、58%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为43mpa,950℃/70mpa测试条件下持久时间为268h。
35.实施例2:
36.一种适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:20.67%,fe:20.06%,co:21.35%,al:2.47%,mo:4.23%,ti:0.79%,nb:0.07%,ta:0.79%,w:3.59%,re:0.03%,c:0.04%,b:0.049%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
37.将镍基合金制成直径为0.8mm的丝材,使用cmt进行丝材的增材制造,设置送丝速度为4.5m/s、焊接电流为100a、熔覆速度为45cm/min,在基板上堆焊出一个尺寸为20
×
20
×
20cm的块体试样。且每一层焊道与上一层焊道垂直,将制成的样品切割成平行于基板和垂直于基板方向两类样品,便于分析其性能。
38.制作金相试样观察试样微观组织,平行于基板方向增材体的组织为等轴晶,垂直于基板方向增材体的组织为柱状晶。
39.按照拉伸试验和蠕变实验国家标准,将块体制成符合国家标准的拉伸试验样品和蠕变实验样品,并进行拉伸试验和蠕变实验。在平行于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为851mpa、643mpa、34%,950℃抗拉强度、屈服强度和断后伸长率分别为412mpa、198mpa、51%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为54mpa,950℃/70mpa测试条件下持久时间为285h。在垂直于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为794mpa、554mpa、39%,950℃抗拉强度、屈服强度和断后伸长率分别为365mpa、178mpa、53%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为48mpa,950℃/70mpa测试条件下持久时间为276h。
40.实施例3:
41.一种适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:18.50%,fe:17.23%,co:21.43%,al:2.63%,mo:4.24%,ti:0.78%,nb:0.06%,ta:0.75%,w:3.51%,re:0.02%,c:0.03%,b:0.045%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
42.将镍基合金制成直径为1.0mm的丝材,使用cmt进行丝材的增材制造,设置送丝速度为5.0m/s、焊接电流为105a、熔覆速度为50cm/min,在基板上堆焊出一个尺寸为20
×
20
×
20cm的块体试样。且每一层焊道与上一层焊道垂直,将制成的样品切割成平行于基板和垂直于基板方向两类样品,便于分析其性能。
43.制作金相试样观察试样微观组织,平行于基板方向增材体的组织为等轴晶,垂直于基板方向增材体的组织为柱状晶。
44.按照拉伸试验和蠕变实验国家标准,将块体制成符合国家标准的拉伸试验样品和蠕变实验样品,并进行拉伸试验和蠕变实验。在平行于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为834mpa、641mpa、33%,950℃抗拉强度、屈服强度和断后伸长率分别为405mpa、196mpa、48%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为46mpa,950℃/70mpa测试条件下持久时间为264h。在垂直于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为779mpa、575mpa、38%,950℃抗拉强度、屈服强度和断后伸长率分别为359mpa、169mpa、49%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为43mpa,950℃/70mpa测试条件下持久时间为241h。
45.实施例4:
46.一种适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:18.42%,fe:22.79%,co:21.12%,al:2.49%,mo:4.36%,ti:0.74%,nb:0.07%,ta:0.77%,w:3.53%,re:0.04%,c:0.02%,b:0.051%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
47.将镍基合金制成直径为1.0mm的丝材,使用cmt进行丝材的增材制造,设置送丝速度为5.0m/s、焊接电流为105a、熔覆速度为50cm/min,在基板上堆焊出一个尺寸为20
×
20
×
20cm的块体试样。且每一层焊道与上一层焊道垂直,将制成的样品切割成平行于基板和垂直于基板方向两类样品,便于分析其性能。
48.制作金相试样观察试样微观组织,平行于基板方向增材体的组织为等轴晶,垂直
于基板方向增材体的组织为柱状晶。
49.按照拉伸试验和蠕变实验国家标准,将块体制成符合国家标准的拉伸试验样品和蠕变实验样品,并进行拉伸试验和蠕变实验。在平行于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为837mpa、652mpa、30%,950℃抗拉强度、屈服强度和断后伸长率分别为449mpa、218mpa、45%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为44mpa,950℃/70mpa测试条件下持久时间为249h。在垂直于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为761mpa、598mpa、34%,950℃抗拉强度、屈服强度和断后伸长率分别为416mpa、211mpa、47%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为41mpa,950℃/70mpa测试条件下持久时间为227h。
50.实施例5:
51.一种适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:18.21%,fe:20.05%,co:21.04%,al:2.57%,mo:4.27%,ti:0.75%,nb:0.07%,ta:0.75%,w:2.03%,re:0.03%,c:0.04%,b:0.047%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
52.将镍基合金制成直径为1.2mm的丝材,使用cmt进行丝材的增材制造,设置送丝速度为5.5m/s、焊接电流为120a、熔覆速度为50cm/min,在基板上堆焊出一个尺寸为20
×
20
×
20cm的块体试样。且每一层焊道与上一层焊道垂直,将制成的样品切割成平行于基板和垂直于基板方向两类样品,便于分析其性能。
53.制作金相试样观察试样微观组织,平行于基板方向增材体的组织为等轴晶,垂直于基板方向增材体的组织为柱状晶。
54.按照拉伸试验和蠕变实验国家标准,将块体制成符合国家标准的拉伸试验样品和蠕变实验样品,并进行拉伸试验和蠕变实验。在平行于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为843mpa、655mpa、25%,950℃抗拉强度、屈服强度和断后伸长率分别为467mpa、222mpa、38%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为54mpa,950℃/70mpa测试条件下持久时间为298h。在垂直于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为789mpa、572mpa、29%,950℃抗拉强度、屈服强度和断后伸长率分别为411mpa、196mpa、46%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为51mpa,950℃/70mpa测试条件下持久时间为267h。
55.实施例6:
56.一种适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:18.37%,fe:20.17%,co:21.15%,al:2.49%,mo:4.31%,ti:0.77%,nb:0.06%,ta:0.73%,w:4.97%,re:0.03%,c:0.03%,b:0.053%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
57.将镍基合金制成直径为1.2mm的丝材,使用cmt进行丝材的增材制造,设置送丝速度为5.5m/s、焊接电流为120a、熔覆速度为50cm/min,在基板上堆焊出一个尺寸为20
×
20
×
20cm的块体试样。且每一层焊道与上一层焊道垂直,将制成的样品切割成平行于基板和垂直于基板方向两类样品,便于分析其性能。
58.制作金相试样观察试样微观组织,平行于基板方向增材体的组织为等轴晶,垂直于基板方向增材体的组织为柱状晶。
59.按照拉伸试验和蠕变实验国家标准,将块体制成符合国家标准的拉伸试验样品和蠕变实验样品,并进行拉伸试验和蠕变实验。在平行于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为836mpa、641mpa、25%,950℃抗拉强度、屈服强度和断后伸长率分别为489mpa、233mpa、39%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为55mpa,950℃/70mpa测试条件下持久时间为313h。在垂直于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为756mpa、551mpa、30%,950℃抗拉强度、屈服强度和断后伸长率分别为429mpa、217mpa、45%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为50mpa,950℃/70mpa测试条件下持久时间为297h。
60.实施例7:
61.一种适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:18.12%,fe:20.12%,co:21.34%,al:2.47%,mo:4.29%,ti:0.76%,nb:0.08%,ta:0.74%,w:3.54%,re:0.04%,c:0.03%,b:0.001%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
62.将镍基合金制成直径为1.0mm的丝材,使用cmt进行丝材的增材制造,设置送丝速度为5.0m/s、焊接电流为105a、熔覆速度为50cm/min,在基板上堆焊出一个尺寸为20
×
20
×
20cm的块体试样。且每一层焊道与上一层焊道垂直,将制成的样品切割成平行于基板和垂直于基板方向两类样品,便于分析其性能。
63.制作金相试样观察试样微观组织,平行于基板方向增材体的组织为等轴晶,垂直于基板方向增材体的组织为柱状晶。
64.按照拉伸试验和蠕变实验国家标准,将块体制成符合国家标准的拉伸试验样品和蠕变实验样品,并进行拉伸试验和蠕变实验。在平行于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为848mpa、656mpa、28%,950℃抗拉强度、屈服强度和断后伸长率分别为375mpa、174mpa、55%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为47mpa,950℃/70mpa测试条件下持久时间为246h。在垂直于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为769mpa、579mpa、32%,950℃抗拉强度、屈服强度和断后伸长率分别为325mpa、161mpa、65%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为43mpa,950℃/70mpa测试条件下持久时间为221h。
65.实施例8:
66.一种适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:18.03%,fe:20.23%,co:21.46%,al:2.52%,mo:4.24%,ti:0.79%,nb:0.07%,ta:0.79%,w:3.59%,re:0.03%,c:0.04%,b:0.079%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
67.将镍基合金制成直径为1.0mm的丝材,使用cmt进行丝材的增材制造,设置送丝速度为5.0m/s、焊接电流为105a、熔覆速度为50cm/min,在基板上堆焊出一个尺寸为20
×
20
×
20cm的块体试样。且每一层焊道与上一层焊道垂直,将制成的样品切割成平行于基板和垂直于基板方向两类样品,便于分析其性能。
68.制作金相试样观察试样微观组织,平行于基板方向增材体的组织为等轴晶,垂直于基板方向增材体的组织为柱状晶。
69.按照拉伸试验和蠕变实验国家标准,将块体制成符合国家标准的拉伸试验样品和
蠕变实验样品,并进行拉伸试验和蠕变实验。在平行于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为871mpa、624mpa、25%,950℃抗拉强度、屈服强度和断后伸长率分别为389mpa、182mpa、57%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为49mpa,950℃/70mpa测试条件下持久时间为231h。在垂直于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为798mpa、547mpa、27%,950℃抗拉强度、屈服强度和断后伸长率分别为341mpa、171mpa、63%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为47mpa,950℃/70mpa测试条件下持久时间为217h。
70.实施例9:
71.一种适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:18.31%,fe:20.07%,co:18.18%,al:2.61%,mo:4.17%,ti:0.75%,nb:0.06%,ta:0.76%,w:3.45%,re:0.03%,c:0.02%,b:0.048%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
72.将镍合金制成15~53μm的镍合金粉末,使用激光选区熔化技术制备镍合金块体,设置激光功率为100w,选择光斑直径为180μm的岛扫描,扫描速度为350mm/s,扫描间距为120μm,在基板上增材出一个尺寸为20
×
20
×
20cm的块体试样。将制成的样品切割成平行于基板和垂直于基板方向两类样品,便于分析其性能。
73.制作金相试样观察试样微观组织,平行于基板方向增材体的组织为等轴晶,垂直于基板方向增材体的组织为柱状晶。
74.按照拉伸试验和蠕变实验国家标准,将块体制成符合国家标准的拉伸试验样品和蠕变实验样品,并进行拉伸试验和蠕变实验。在平行于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为879mpa、665mpa、33%,950℃抗拉强度、屈服强度和断后伸长率分别为401mpa、213mpa、51%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为57mpa,950℃/70mpa测试条件下持久时间为287h。在垂直于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为809mpa、655mpa、32%,950℃抗拉强度、屈服强度和断后伸长率分别为363mpa、192mpa、62%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为54mpa,950℃/70mpa测试条件下持久时间为264h。
75.实施例10:
76.一种适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:18.46%,fe:20.43%,co:23.86%,al:2.57%,mo:4.25%,ti:0.71%,nb:0.08%,ta:0.78%,w:3.49%,re:0.03%,c:0.04%,b:0.043%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
77.将镍合金制成15~53μm的镍合金粉末,使用激光选区熔化技术制备镍合金块体,设置激光功率为100w,选择光斑直径为180μm的岛扫描,扫描速度为350mm/s,扫描间距为120μm,在基板上增材出一个尺寸为20
×
20
×
20cm的块体试样。将制成的样品切割成平行于基板和垂直于基板方向两类样品,便于分析其性能。
78.制作金相试样观察试样微观组织,平行于基板方向增材体的组织为等轴晶,垂直于基板方向增材体的组织为柱状晶。
79.按照拉伸试验和蠕变实验国家标准,将块体制成符合国家标准的拉伸试验样品和蠕变实验样品,并进行拉伸试验和蠕变实验。在平行于基板方向增材体的室温抗拉强度、屈
服强度和断后伸长率分别为881mpa、678mpa、35%,950℃抗拉强度、屈服强度和断后伸长率分别为434mpa、245mpa、54%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为62mpa,950℃/70mpa测试条件下持久时间为297h。在垂直于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为824mpa、572mpa、39%,950℃抗拉强度、屈服强度和断后伸长率分别为376mpa、217mpa、63%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为60mpa,950℃/70mpa测试条件下持久时间为271h。
80.实施例11:
81.一种适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:18.53%,fe:20.64%,co:21.08%,al:1.05%,mo:4.27%,ti:0.76%,nb:0.08%,ta:0.73%,w:3.45%,re:0.02%,c:0.03%,b:0.052%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
82.将镍合金制成15~53μm的镍合金粉末,使用激光选区熔化技术制备镍合金块体,设置激光功率为110w,选择光斑直径为180μm的岛扫描,扫描速度为400mm/s,扫描间距为130μm,在基板上增材出一个尺寸为20
×
20
×
20cm的块体试样。将制成的样品切割成平行于基板和垂直于基板方向两类样品,便于分析其性能。
83.制作金相试样观察试样微观组织,平行于基板方向增材体的组织为等轴晶,垂直于基板方向增材体的组织为柱状晶。
84.按照拉伸试验和蠕变实验国家标准,将块体制成符合国家标准的拉伸试验样品和蠕变实验样品,并进行拉伸试验和蠕变实验。在平行于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为834mpa、645mpa、37%,950℃抗拉强度、屈服强度和断后伸长率分别为475mpa、254mpa、46%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为58mpa,950℃/70mpa测试条件下持久时间为237h。在垂直于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为789mpa、578mpa、41%,950℃抗拉强度、屈服强度和断后伸长率分别为429mpa、216mpa、54%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为55mpa,950℃/70mpa测试条件下持久时间为212h。
85.实施例12:
86.一种适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:18.41%,fe:20.49%,co:21.17%,al:3.98%,mo:4.31%,ti:0.72%,nb:0.07%,ta:0.75%,w:3.50%,re:0.03%,c:0.04%,b:0.046%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
87.将镍合金制成15~53μm的镍合金粉末,使用激光选区熔化技术制备镍合金块体,设置激光功率为110w,选择光斑直径为180μm的岛扫描,扫描速度为400mm/s,扫描间距为130μm,在基板上增材出一个尺寸为20
×
20
×
20cm的块体试样。将制成的样品切割成平行于基板和垂直于基板方向两类样品,便于分析其性能。
88.制作金相试样观察试样微观组织,平行于基板方向增材体的组织为等轴晶,垂直于基板方向增材体的组织为柱状晶。
89.按照拉伸试验和蠕变实验国家标准,将块体制成符合国家标准的拉伸试验样品和蠕变实验样品,并进行拉伸试验和蠕变实验。在平行于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为825mpa、638mpa、35%,950℃抗拉强度、屈服强度和断后伸长率
分别为489mpa、265mpa、45%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为60mpa,950℃/70mpa测试条件下持久时间为256h。在垂直于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为758mpa、547mpa、40%,950℃抗拉强度、屈服强度和断后伸长率分别为437mpa、227mpa、57%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为57mpa,950℃/70mpa测试条件下持久时间为225h。
90.实施例13:
91.一种适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:18.24%,fe:20.23%,co:21.12%,al:2.64%,mo:3.07%,ti:0.75%,nb:0.07%,ta:0.74%,w:3.51%,re:0.04%,c:0.04%,b:0.050%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
92.将镍合金制成15~53μm的镍合金粉末,使用激光选区熔化技术制备镍合金块体,设置激光功率为105w,选择光斑直径为180μm的岛扫描,扫描速度为380mm/s,扫描间距为125μm,在基板上增材出一个尺寸为20
×
20
×
20cm的块体试样。将制成的样品切割成平行于基板和垂直于基板方向两类样品,便于分析其性能。
93.制作金相试样观察试样微观组织,平行于基板方向增材体的组织为等轴晶,垂直于基板方向增材体的组织为柱状晶。
94.按照拉伸试验和蠕变实验国家标准,将块体制成符合国家标准的拉伸试验样品和蠕变实验样品,并进行拉伸试验和蠕变实验。在平行于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为895mpa、685mpa、38%,950℃抗拉强度、屈服强度和断后伸长率分别为514mpa、298mpa、55%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为68mpa,950℃/70mpa测试条件下持久时间为325h。在垂直于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为819mpa、607mpa、42%,950℃抗拉强度、屈服强度和断后伸长率分别为468mpa、264mpa、64%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为66mpa,950℃/70mpa测试条件下持久时间为289h。
95.实施例14:
96.一种适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:18.19%,fe:20.45%,co:21.34%,al:2.59%,mo:5.46%,ti:0.77%,nb:0.06%,ta:0.75%,w:3.55%,re:0.03%,c:0.03%,b:0.045%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
97.将镍合金制成15~53μm的镍合金粉末,使用激光选区熔化技术制备镍合金块体,设置激光功率为105w,选择光斑直径为180μm的岛扫描,扫描速度为380mm/s,扫描间距为125μm,在基板上增材出一个尺寸为20
×
20
×
20cm的块体试样。将制成的样品切割成平行于基板和垂直于基板方向两类样品,便于分析其性能。
98.制作金相试样观察试样微观组织,平行于基板方向增材体的组织为等轴晶,垂直于基板方向增材体的组织为柱状晶。
99.按照拉伸试验和蠕变实验国家标准,将块体制成符合国家标准的拉伸试验样品和蠕变实验样品,并进行拉伸试验和蠕变实验。在平行于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为948mpa、702mpa、36%,950℃抗拉强度、屈服强度和断后伸长率分别为554mpa、318mpa、56%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为
75mpa,950℃/70mpa测试条件下持久时间为367h。在垂直于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为896mpa、632mpa、39%,950℃抗拉强度、屈服强度和断后伸长率分别为497mpa、295mpa、63%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为73mpa,950℃/70mpa测试条件下持久时间为304h。
100.实施例15:
101.一种适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:18.23%,fe:20.17%,co:21.17%,al:2.65%,mo:4.21%,ti:0.78%,nb:0.08%,ta:0.51%,w:3.53%,re:0.03%,c:0.03%,b:0.043%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
102.将镍合金制成15~53μm的镍合金粉末,使用激光选区熔化技术制备镍合金块体,设置激光功率为100w,选择光斑直径为180μm的岛扫描,扫描速度为370mm/s,扫描间距为120μm,在基板上增材出一个尺寸为20
×
20
×
20cm的块体试样。将制成的样品切割成平行于基板和垂直于基板方向两类样品,便于分析其性能。
103.制作金相试样观察试样微观组织,平行于基板方向增材体的组织为等轴晶,垂直于基板方向增材体的组织为柱状晶。
104.按照拉伸试验和蠕变实验国家标准,将块体制成符合国家标准的拉伸试验样品和蠕变实验样品,并进行拉伸试验和蠕变实验。在平行于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为813mpa、624mpa、37%,950℃抗拉强度、屈服强度和断后伸长率分别为476mpa、283mpa、53%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为49mpa,950℃/70mpa测试条件下持久时间为297h。在垂直于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为759mpa、577mpa、42%,950℃抗拉强度、屈服强度和断后伸长率分别为423mpa、216mpa、61%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为46mpa,950℃/70mpa测试条件下持久时间为264h。
105.实施例16:
106.一种适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:18.46%,fe:20.04%,co:21.32%,al:2.57%,mo:4.28%,ti:0.72%,nb:0.06%,ta:0.96%,w:3.57%,re:0.04%,c:0.03%,b:0.046%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
107.将镍合金制成15~53μm的镍合金粉末,使用激光选区熔化技术制备镍合金块体,设置激光功率为100w,选择光斑直径为180μm的岛扫描,扫描速度为370mm/s,扫描间距为120μm,在基板上增材出一个尺寸为20
×
20
×
20cm的块体试样。将制成的样品切割成平行于基板和垂直于基板方向两类样品,便于分析其性能。
108.制作金相试样观察试样微观组织,平行于基板方向增材体的组织为等轴晶,垂直于基板方向增材体的组织为柱状晶。
109.按照拉伸试验和蠕变实验国家标准,将块体制成符合国家标准的拉伸试验样品和蠕变实验样品,并进行拉伸试验和蠕变实验。在平行于基板方向增材体的室温抗拉强度、屈服强度和断后伸长率分别为823mpa、602mpa、36%,950℃抗拉强度、屈服强度和断后伸长率分别为485mpa、297mpa、52%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为55mpa,950℃/70mpa测试条件下持久时间为312h。在垂直于基板方向增材体的室温抗拉强
度、屈服强度和断后伸长率分别为764mpa、558mpa、42%,950℃抗拉强度、屈服强度和断后伸长率分别为428mpa、230mpa、63%,950℃/100h测试条件下最大变形量不超过1%的蠕变极限为51mpa,950℃/70mpa测试条件下持久时间为287h。
110.实施例17:
111.一种适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:18.47%,fe:20.79%,co:21.45%,al:2.61%,mo:4.28%,ti:0.78%,nb:0.08%,ta:0.74%,w:3.61%,re:0.03%,c:0.03%,b:0.050%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
112.将镍基合金制成直径为0.8mm的丝材,使用cmt进行丝材的增材制造,设置送丝速度为4.5m/s、焊接电流为100a、熔覆速度为45cm/min,在基板上堆焊出一个直径为0.5m的涡轮盘毛坯试样,并通过机加工制成涡轮盘成品。
113.增材的涡轮盘毛坯无变形、开裂。机加工的涡轮盘成品x射线无损检测分析结果表明,增材试样没有出现裂纹气孔等缺陷。
114.在上述同等制备工艺条件下,使用传统gh4169高温合金丝材增材涡轮盘毛坯试样时,制备的毛坯变形大、出现大量的裂纹等缺陷,无法进行后续机加工,说明其难以适用cmt增材。
115.实施例18:
116.一种适用于增材制造的镍基高温合金,其化学成分按质量百分比计为:cr:18.57%,fe:21.34%,co:22.53%,al:1.57%,mo:3.14%,ti:0.76%,nb:0.06%,ta:0.76%,w:4.25%,re:0.04%,c:0.03%,b:0.045%,o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
117.将镍合金制成15~53μm的镍合金粉末,使用激光选区熔化技术制备镍合金构件,设置激光功率为100w,选择光斑直径为180μm的岛扫描,扫描速度为370mm/s,扫描间距为120μm,在基板上增材出一个直径为0.5m的涡轮盘试样。
118.所制试样表面精度高,无变形。x射线无损检测分析结果表明,增材试样没有裂纹、气孔等缺陷。
119.在上述同等制备工艺条件下,使用传统gh4169高温合金粉末增材涡轮盘毛坯试样时,激光选区熔化制备的涡轮盘成型质量差,出现大量的裂纹等缺陷,难以满足使用要求。
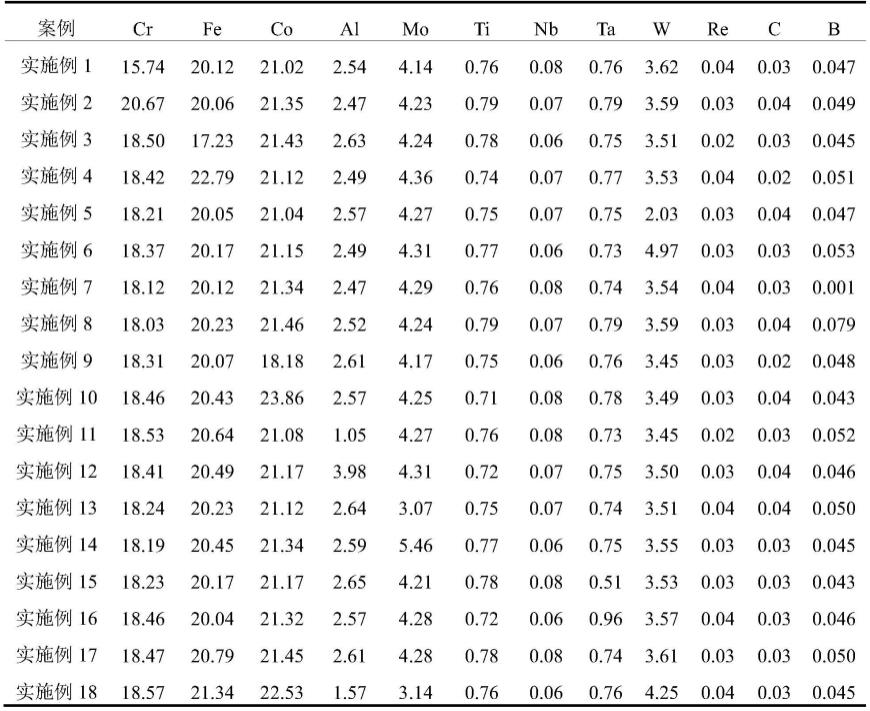
120.表1至表5分别给出了各实施例的成分和测试结果。
121.表1具体实施例成分表(wt.%)
[0122][0123]
注:o≤10ppm,n≤10ppm,s≤10ppm,p≤10ppm,o+n+s≤25ppm,余量为ni。
[0124]
表2室温拉伸性能参数
[0125]
[0126][0127]
注:横向为平行于基板方向,纵向为垂直于基板方向,σb、σs、δ分别表示抗拉强度、屈服强度、断后伸长率。
[0128]
表3 950℃拉伸性能参数
[0129]
[0130][0131]
注:横向为平行于基板方向,纵向为垂直于基板方向,σb、σs、δ分别表示抗拉强度、屈服强度、断后伸长率。
[0132]
表4 950℃/70mpa持久性能参数
[0133][0134]
注:横向为平行于基板方向,纵向为垂直于基板方向,τ表示持久时间。
[0135]
表5 950℃/100h(ε
p
=1)蠕变性能参数
[0136]
[0137][0138]
注:横向为平行于基板方向,纵向为垂直于基板方向,σ表示蠕变极限。
[0139]
本发明并不限于上述实施方案。对本发明的任何改进,对本发明产品各元素的等效替换及辅助成分的添加、制备方法的改变等,均在本发明保护范围和公开范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1