有机器件及其制造装置、蒸镀室的评价及维护方法、标准掩模装置及其制造方法、标准基板与流程
1.本公开的实施方式涉及有机器件的制造装置的蒸镀室的评价方法、评价方法中使用的标准掩模装置和标准基板、标准掩模装置的制造方法、具备用评价方法进行了评价的蒸镀室的有机器件的制造装置、具备在用评价方法进行了评价的蒸镀室中形成的蒸镀层的有机器件、以及有机器件的制造装置的蒸镀室的维护方法。
背景技术:
2.在智能手机、平板pc等便携式设备中使用的显示装置的领域中,有机el显示装置受到关注。作为有机el显示装置等有机器件的制造方法和制造装置,已知使用形成有以所期望的图案排列的贯通孔的掩模、以所期望的图案形成像素的方法和装置。例如,首先,准备以与像素对应的图案形成有第1电极的电极基板。接着,将电极基板搬入制造装置中,在蒸镀室中经由掩模的贯通孔使有机材料附着于第1电极上,在第1电极上形成发光层等有机层。接着,在有机层上形成第2电极。接着,用密封基板密封电极基板上的有机层等构成要素后,将电极基板从制造装置中搬出。这样,能够制造有机el显示装置等有机器件。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2019
‑
65393号公报
技术实现要素:
6.发明所要解决的课题
7.在所制造的有机器件不满足规格的情况下,需要调查原因。
8.用于解决课题的手段
9.本公开的一个实施方式的有机器件的制造装置的蒸镀室的评价方法可以具备:
10.蒸镀工序,在上述蒸镀室中,经由标准掩模装置的掩模的贯通孔使材料蒸镀于包含标准标记的标准基板,在上述基板上形成蒸镀层;
11.搬出工序,将形成有上述蒸镀层的上述基板从上述制造装置搬出;以及
12.观察工序,观察从上述制造装置搬出的上述基板中的上述标准标记与上述蒸镀层的位置关系。
13.发明的效果
14.根据本公开,能够对有机器件的制造装置的蒸镀室进行评价。
附图说明
15.图1a是示出有机器件的一例的俯视图。
16.图1b是从ia
‑
ia方向观察图1a的有机器件的截面图。
17.图2是示出有机器件组的一例的俯视图。
18.图3是示出有机器件的制造装置的一例的俯视图。
19.图4是示出制造装置的第1蒸镀室的一例的纵截面图。
20.图5是示出第1蒸镀室的掩模装置的一例的俯视图。
21.图6是示出掩模装置的掩模的中间部的一例的俯视图。
22.图7是示出掩模的贯通孔的一例的截面图。
23.图8是示出设置有标准基板和标准掩模装置的第1蒸镀室的一例的纵截面图。
24.图9a是示出标准基板的一例的俯视图。
25.图9b是示出标准基板与器件空间的关系的一例的俯视图。
26.图10是将图9a的标准基板中标注有符号x的由点划线包围的区域放大显示的俯视图。
27.图11a是示出标准基板的标准标记区域的标准标记的一例的俯视图。
28.图11b是示出标准基板的标准标记区域的标准标记的一例的截面图。
29.图12是示出标准标记区域的标准标记的一例的俯视图。
30.图13a是示出标准掩模装置的一例的俯视图。
31.图13b是示出标准掩模装置与器件空间的关系的一例的俯视图。
32.图14是将图13a的标准掩模中标注有符号xiv的由点划线包围的区域放大显示的俯视图。
33.图15是示出经由标准掩模的贯通孔在标准基板的标准标记上形成第1蒸镀层的情况的截面图。
34.图16是示出形成在标准基板的标准标记上的第1蒸镀层的一例的俯视图。
35.图17是示出形成在标准基板的标准标记上的第1蒸镀层的一例的俯视图。
36.图18是示出形成在标准基板的标准标记上的第1蒸镀层的一例的俯视图。
37.图19是示出形成在标准基板的标准标记上的第1蒸镀层的一例的俯视图。
38.图20是示出第1蒸镀室的评价结果的一例的图。
39.图21是示出标准掩模装置的一例的俯视图。
40.图22是示出标准掩模装置的一例的俯视图。
41.图23是将图22的标准掩模的中间部放大显示的俯视图。
42.图24是示出标准掩模的中间部的一例的俯视图。
43.图25是示出标准掩模的中间部的一例的俯视图。
44.图26是示出标准掩模的中间部的一例的俯视图。
45.图27是示出标准基板的标准标记的一例的俯视图。
46.图28是示出标准基板的标准标记的一例的俯视图。
47.图29是示出标准基板的标准标记的一例的俯视图。
48.图30是示出观察标准基板的标准标记上的第1蒸镀层的工序的一例的截面图。
49.图31是示出观察标准基板的标准标记上的第1蒸镀层的工序的一例的截面图。
50.图32是示出标准掩模的中间部的一例的俯视图。
51.图33是示出蒸镀室的掩模装置的一例的俯视图。
52.图34是示出从图33的掩模装置去除掩模后的状态的俯视图。
53.图35是沿图33的掩模装置的xxxv
‑
xxxv线的截面图。
54.图36是沿图33的掩模装置的xxxvi
‑
xxxvi线的截面图。
55.图37a是将图34中标注有符号xxxviia的由虚线包围的范围中的掩模支承体的一例放大显示的俯视图。
56.图37b是将图37a的第1连接部放大显示的俯视图。
57.图38a是沿图37a的掩模支承体的xxxviiia
‑
xxxviiia线的截面图。
58.图38b是将图38a的第2连接部放大显示的截面图。
59.图39是示出掩模支承体的制造方法的一例的截面图。
60.图40是示出掩模支承体的制造方法的一例的截面图。
61.图41是示出从第2面侧观察图40的板时的俯视图。
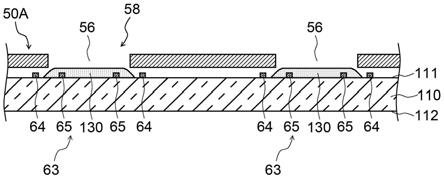
62.图42是示出使用掩模装置形成的蒸镀层的一例的截面图。
63.图43是掩模装置的截面图。
64.图44是示出掩模装置的一例的俯视图。
65.图45是示出从图44的掩模装置去除掩模后的状态的俯视图。
66.图46是沿图44的掩模装置的xxxxvi
‑
xxxxvi线的截面图。
67.图47是沿图44的掩模装置的xxxxvii
‑
xxxxvii线的截面图。
68.图48a是将图45中标注有符号xxxxviiia的由虚线包围的范围中的掩模支承体的一例放大显示的俯视图。
69.图48b是将图48a的第1连接部放大显示的俯视图。
70.图49a是沿图48a的掩模支承体的xxxxixa
‑
xxxxixa线的截面图。
71.图49b是将图49a的第2连接部放大显示的截面图。
72.图50是示出掩模装置的一例的俯视图。
73.图51是示出从图50的掩模装置去除掩模后的状态的俯视图。
74.图52是沿图50的掩模装置的xxxxxii
‑
xxxxxii线的截面图。
75.图53是将图52的掩模装置的第2横条部件的焊接区域及其周围放大显示的截面图。
76.图54是示出掩模装置的一例的俯视图。
77.图55是示出从图54的掩模装置去除掩模后的状态的俯视图。
78.图56是沿图54的掩模装置的xxxxxvi
‑
xxxxxvi线的截面图。
79.图57是沿图54的掩模装置的xxxxxvii
‑
xxxxxvii线的截面图。
80.图58a是将图55中标注有符号xxxxxviiia的由虚线包围的范围中的掩模支承体的一例放大显示的俯视图。
81.图58b是将图58a的第3连接部放大显示的俯视图。
82.图59是示出掩模支承体的一例的俯视图。
83.图60是示出掩模支承体的一例的俯视图。
84.图61是示出将具备图59所示的掩模支承体的掩模装置沿图59的xxxxxxi
‑
xxxxxxi线切断时的截面图。
85.图62是示出将具备图60所示的掩模支承体的掩模装置沿图60的xxxxxxii
‑
xxxxxxii线切断时的截面图。
86.图63是示出掩模装置的一例的截面图。
87.图64是示出掩模装置的一例的截面图。
88.图65是示出掩模装置的一例的截面图。
89.图66是示出掩模装置的一例的截面图。
90.图67是示出掩模装置的一例的俯视图。
91.图68是示出实施例中的掩模支承体的俯视图。
92.图69是示出模拟的结果的表。
93.图70是示出模拟的结果的曲线图。
94.图71是示出模拟的结果的曲线图。
95.图72是示出具备第3实施方式的掩模装置的蒸镀室的图。
96.图73是示出第3实施方式的掩模装置的俯视图。
97.图74是示意性地示出沿图73的a
‑
a线的截面的图。
98.图75a是图74的局部放大截面图。
99.图75b是图75a的局部放大截面图。
100.图76是示出图73的掩模装置的局部放大俯视图。
101.图77是示出图73的掩模的贯通孔组的放大俯视图。
102.图78是示出第3实施方式的掩模装置的制造方法中的保持工序的图。
103.图79是示出第3实施方式的掩模装置的制造方法中的配置工序的图。
104.图80a是示出第3实施方式的掩模装置的制造方法中的掩模对位工序的第1贯通孔确认工序的图。
105.图80b是示出第3实施方式的掩模装置的制造方法中的掩模对位工序的移动工序的图。
106.图80c是示出第3实施方式的掩模装置的制造方法中的掩模对位工序的张力调整工序的图。
107.图81是示出第3实施方式的掩模装置的制造方法的掩模对位工序中的掩模装置的局部放大俯视图。
108.图82是示出掩模装置的制造方法的掩模对位工序中的掩模装置的局部放大俯视图。
109.图83是示意性地示出沿图82的b
‑
b线的截面的图。
110.图84是示意性地示出沿图82的c
‑
c线的截面的图。
111.图85是示出第3实施方式的掩模装置的制造方法中的接合工序的图。
112.图86是示出第3实施方式的掩模装置的制造方法中的拆卸工序的图。
113.图87是示出第3实施方式的掩模装置的制造方法中接合了1个掩模的框的俯视图。
114.图88是示出通过第3实施方式的掩模装置的制造方法得到的掩模装置的中间体的俯视图。
115.图89是示出第3实施方式的掩模装置的制造方法中的切断工序的图。
116.图90是示出第3实施方式的掩模装置的制造方法的切断工序中的掩模装置的局部放大俯视图。
117.图91是示出第3实施方式的有机器件的制造方法中的密合工序的图。
118.图92是示出第3实施方式的有机器件的制造方法中的蒸镀工序的图。
具体实施方式
119.在本说明书和本附图中,只要没有特别说明,“基板”、“基材”、“板”、“片”或“膜”等表示成为某一结构的基础的物质的用语并非仅基于称呼的不同而相互区分。
120.在本说明书和本附图中,只要没有特别说明,对于限定形状、几何学条件以及它们的程度的例如“平行”、“正交”等用语或长度、角度的值等,不限于严格的含义,而是包含可期待同样功能的程度的范围来解释。
121.在本说明书和本附图中,只要没有特别说明,在某个部件或某个区域等某一结构处于其他部件或其他区域等其他结构的“上”或“下”、“上侧”或“下侧”、或者“上方”或“下方”的情况下,包括某一结构与其他结构直接接触的情况。此外,还包括在某一结构与其他结构之间包含另外的结构的情况、即间接接触的情况。另外,只要没有特别说明,“上”、“上侧”、“上方”或者“下”、“下侧”、“下方”这样的语句中,上下方向可以翻转。
122.在本说明书和本附图中,只要没有特别说明,对于同一部分或具有同样功能的部分标注同一符号或类似的符号,有时省略其重复的说明。另外,为了便于说明,有时附图的尺寸比例与实际的比例不同,有时从附图中省略结构的一部分。
123.在本说明书和本附图中,只要没有特别说明,本说明书的一个实施方式可以在不产生矛盾的范围内与其他实施方式组合。另外,其他实施方式彼此也可以在不产生矛盾的范围内组合。
124.在本说明书和本附图中,只要没有特别说明,在关于制造方法等方法公开多个工序的情况下,可以在所公开的工序之间实施未公开的其他工序。另外,所公开的工序的顺序在不产生矛盾的范围内是任意的。
125.在本说明书和本附图中,只要没有特别说明,由符号“~”表示的数值范围包括置于符号“~”的前后的数值。例如,“34~38质量%”这样的表述所划定的数值范围与“34质量%以上且38质量%以下”这样的表述所划定的数值范围相同。
126.以下,参照附图对本公开的一个实施方式进行详细说明。需要说明的是,以下所示的实施方式为本公开的实施方式的一例,本公开并不仅限于这些实施方式来解释。
127.本公开的第1方式涉及一种有机器件的制造装置的蒸镀室的评价方法,其具备下述工序:
128.蒸镀工序,在上述蒸镀室中,经由标准掩模装置的标准掩模的贯通孔使材料蒸镀于包含标准标记的标准基板,在上述标准基板上形成蒸镀层;
129.搬出工序,将形成有上述蒸镀层的上述标准基板从上述制造装置搬出;以及
130.观察工序,观察从上述制造装置搬出的上述标准基板中的上述标准标记与上述蒸镀层的位置关系。
131.本公开的第2方式中,上述第1方式的评价方法可以具备判定上述标准标记与上述蒸镀层的位置关系是否满足条件的判定工序。
132.本公开的第3方式中,在上述第2方式的评价方法中,上述标准基板可以包含分割区域,该分割区域是通过将形成有上述蒸镀层的上述标准基板的区域在第1方向上进行m分割并在与上述第1方向交叉的第2方向上进行n分割而划分成的。m和n为2个以上的整数。上述判定工序可以在各分割区域中判定上述标准标记与上述蒸镀层的位置关系是否满足条件。
133.本公开的第4方式中,在上述第2方式或上述第3方式的各评价方法中,上述判定工序可以包括下述工序:判定上述蒸镀层的外缘是否位于上述标准标记的第1标记的外缘的内侧。
134.本公开的第5方式中,在上述第4方式的评价方法中,上述判定工序可以包括下述工序:判定上述蒸镀层的外缘是否位于第2标记的外缘的外侧,该第2标记位于比上述第1标记更靠内侧的位置。
135.本公开的第6方式中,在上述第2方式或上述第3方式的各评价方法中,在上述蒸镀工序中,可以在构成上述标准标记的遮光层上形成上述蒸镀层。上述观察工序可以包括下述工序:从上述标准基板的面中与上述遮光层和上述蒸镀层相反一侧的面朝向上述标准标记照射光,观察是否产生来自上述蒸镀层的激发光。
136.本公开的第7方式中,在上述第1方式至上述第6方式的各评价方法中,上述标准掩模装置的上述标准掩模可以具备包括上述贯通孔和非贯通区域的标准区域,该非贯通区域位于上述贯通孔的周围、且具有在俯视时比上述贯通孔的排列周期大的尺寸。
137.本公开的第8方式中,在上述第7方式的评价方法中,上述标准掩模装置的上述标准掩模可以具备位于上述标准掩模的宽度方向的中央区域、且沿上述标准掩模的长度方向排列的2个以上的上述标准区域。
138.本公开的第9方式中,在上述第8方式的评价方法中,上述标准掩模装置的上述标准掩模可以具备位于在上述标准掩模的宽度方向上与上述中央区域相邻的端区域、且沿上述标准掩模的长度方向和宽度方向排列的2个以上的上述贯通孔。
139.本公开的第10方式中,在上述第8方式的评价方法中,上述标准掩模装置的上述标准掩模可以具备非贯通区域,该非贯通区域位于在上述标准掩模的宽度方向上与上述中央区域相邻的端区域。
140.本公开的第11方式中,在上述第1方式至上述第10方式的各评价方法中,上述标准掩模装置可以具备包含上述贯通孔、且沿第1方向和与上述第1方向交叉的第2方向排列的标准区域。上述标准区域可以位于器件空间。上述器件空间是与在上述蒸镀室中制造的上述有机器件重叠的空间。
141.本公开的第12方式中,在上述第1方式至上述第11方式的各评价方法中,上述标准掩模装置可以具备包含上述贯通孔、且沿第1方向和与上述第1方向交叉的第2方向排列的标准区域。上述第1方向上的上述标准区域的尺寸相对于上述第1方向上的2个上述标准区域之间的间隔的尺寸的比例可以为0.1以上。上述第2方向上的上述标准区域的尺寸相对于上述第2方向上的2个上述标准区域之间的间隔的尺寸的比例可以为0.1以上。
142.本公开的第13方式中,在上述第1方式至上述第12方式的各评价方法中,上述标准掩模装置具备:框,其包括沿第1方向延伸的一对第1边和沿与上述第1方向交叉的第2方向延伸的一对第2边;以及2个以上的上述标准掩模,其固定于上述一对第2边、且沿上述第2方向排列。
143.本公开的第14方式中,在上述第1方式至上述第13方式的各评价方法中,上述搬出工序中,可以在包含上述有机层的上述标准基板上的要素未被密封的状态下将上述标准基板从上述制造装置搬出。
144.本公开的第15方式涉及在上述第1方式的评价方法中使用的标准掩模装置。
145.本公开的第16方式中,上述第15方式的标准掩模装置可以包括具备标准区域的标准掩模,该标准区域包含贯通孔和非贯通区域,该非贯通区域位于贯通孔的周围、且具有在俯视时比上述贯通孔的排列周期大的尺寸。
146.本公开的第17方式涉及一种标准掩模装置,其是对有机器件的制造装置的蒸镀室进行评价的标准掩模装置,其中,
147.该标准掩模装置具备包含贯通孔的标准掩模,
148.上述标准掩模装置具备包含上述贯通孔、且沿第1方向和与上述第1方向交叉的第2方向排列的标准区域,
149.上述第1方向上的上述标准区域的尺寸相对于上述第1方向上的2个上述标准区域之间的间隔的尺寸的比例为0.1以上,
150.上述第2方向上的上述标准区域的尺寸相对于上述第2方向上的2个上述标准区域之间的间隔的尺寸的比例为0.1以上。
151.本公开的第18方式中,在上述第17方式的标准掩模装置中,上述标准区域可以位于器件空间。上述器件空间是与在上述蒸镀室中制造的上述有机器件重叠的空间。
152.本公开的第19方式中,在上述第17方式或上述第18方式的各标准掩模装置中,上述标准掩模装置具备:框,其包括沿上述第1方向延伸的一对第1边、沿上述第2方向延伸的一对第2边以及开口;以及2个以上的上述标准掩模,其固定于上述一对第2边、且沿上述第2方向排列。
153.本公开的第20方式中,在上述第19方式的标准掩模装置中,上述标准区域可以位于中央区域。上述中央区域是在上述第2方向上将上述标准掩模三等分时的中央的区域。
154.本公开的第21方式中,在上述第20方式的标准掩模装置中,上述标准区域可以包含非贯通区域,该非贯通区域在上述中央区域中位于上述贯通孔的周围、且具有在俯视时比上述贯通孔的排列周期大的尺寸。
155.本公开的第22方式中,在上述第19方式至上述第21方式的各标准掩模装置中,上述标准掩模装置可以具备位于上述开口、且与上述框连接的横条。上述框可以包括:框第1面,上述标准掩模被固定于该框第1面;框第2面,位于上述框第1面的相反侧;内侧面,位于上述框第1面与上述框第2面之间、且连接有上述横条;以及外侧面,位于上述内侧面的相反侧。上述横条可以包括:横条第1面,位于上述框第1面侧;横条第2面,位于上述横条第1面的相反侧;以及横条侧面,位于上述横条第1面与上述横条第2面之间。上述框第1面与上述横条第1面可以连续。
156.本公开的第23方式中,在上述第22方式的标准掩模装置中,上述框第1面与上述横条第1面可以位于同一平面上。
157.本公开的第24方式中,在上述第22方式或上述第23方式的各标准掩模装置中,在俯视时,上述内侧面与上述横条侧面可以经由具有第1曲率半径的第1连接部进行连接。
158.本公开的第25方式中,在上述第22方式至上述第24方式的各标准掩模装置中,上述内侧面与上述横条第2面可以经由具有第2曲率半径的第2连接部进行连接。
159.本公开的第26方式中,在上述第22方式至上述第25方式的各标准掩模装置中,上述横条可以包括与上述第1边连接的第1横条。
160.本公开的第27方式中,在上述第22方式至上述第25方式的各标准掩模装置中,上
述横条可以包括与上述第2边连接的第2横条。
161.本公开的第28方式中,在上述第22方式至上述第25方式的各标准掩模装置中,上述横条可以包括与上述第1边连接的第1横条、以及与上述第2边连接的第2横条。在俯视时,上述第1横条的横条侧面与上述第2横条的横条侧面可以经由具有第3曲率半径的第3连接部进行连接。
162.本公开的第29方式中,在上述第22方式至上述第28方式的各标准掩模装置中,上述横条的厚度可以小于上述框的厚度。
163.本公开的第30方式中,在上述第29方式的标准掩模装置中,上述横条的厚度相对于上述框的厚度的比例可以为0.85以下。
164.本公开的第31方式涉及一种标准掩模装置的制造方法,其是评价有机器件的制造装置的蒸镀室的标准掩模装置的制造方法,其中,
165.该制造方法具备将标准掩模固定于框的固定工序,
166.上述框包括沿第1方向延伸的一对第1边、沿与上述第1方向交叉的第2方向延伸的一对第2边以及开口,
167.上述标准掩模包括上述第1方向上的一对端部、以及位于上述一对端部之间的贯通孔,
168.上述固定工序具备:
169.配置工序,按照上述一对端部与上述一对第2边重叠的方式配置上述标准掩模;
170.掩模对位工序,在上述配置工序后,一边在上述第1方向上对上述标准掩模赋予接合张力并且将上述标准掩模按压于上述框,一边调整上述标准掩模相对于上述框的位置;以及
171.接合工序,在上述掩模对位工序后,一边在上述第1方向上对上述标准掩模赋予接合张力并且将上述标准掩模按压于上述框,一边将上述标准掩模与上述框接合。
172.本公开的第32方式中,在上述第31方式的制造方法中,上述掩模对位工序可以包括第1确认工序,该第1确认工序中,一边在上述第1方向上对上述标准掩模赋予接合张力并且将上述标准掩模按压于上述框,一边确认上述贯通孔相对于上述框的位置。
173.本公开的第33方式中,在上述第31方式或上述第32方式的各制造方法中,上述掩模对位工序可以包括移动工序,该移动工序中,一边在上述第1方向上对上述标准掩模赋予接合张力并且将上述标准掩模按压于上述框,一边使上述标准掩模在由上述第1方向和上述第2方向划定的二维平面内的任一方向上移动。
174.本公开的第34方式中,在上述第31方式至上述第33方式的各制造方法中,上述框可以包括:框第1面,上述标准掩模被固定于该框第1面;框第2面,位于上述框第1面的相反侧;内侧面,位于上述框第1面与上述框第2面之间、且面向上述开口;以及框壁面,在俯视时位于比上述内侧面更靠外侧的位置、且与上述框第1面连接。上述框壁面可以包括第1壁面缘,该第1壁面缘是上述框壁面与上述框第1面相交的位置。在上述掩模对位工序中,上述一对端部可以与上述第1壁面缘重叠。与上述一对端部重叠的上述第1壁面缘的部分可以沿上述第2方向呈一条直线状延伸。
175.本公开的第35方式中,在上述第31方式至上述第34方式的各制造方法中,上述标准掩模装置可以具备位于上述开口、且与上述框连接的横条。上述框可以包括:框第1面,上
述标准掩模被固定于该框第1面;框第2面,位于上述框第1面的相反侧;内侧面,位于上述框第1面与上述框第2面之间、且连接有上述横条;以及外侧面,位于上述内侧面的相反侧。上述横条可以包括:横条第1面,位于上述框第1面侧;横条第2面,位于上述横条第1面的相反侧;以及横条侧面,位于上述横条第1面与上述横条第2面之间。上述框第1面与上述横条第1面可以连续。
176.本公开的第36方式中,在上述第31方式至上述第35方式的各制造方法中,上述标准掩模装置可以具备固定于上述一对第2边、且沿上述第2方向排列的2个以上的上述标准掩模。
177.本公开的第37方式中,在上述第36方式的制造方法中,上述标准掩模装置可以具备包含上述贯通孔、且沿第1方向和与上述第1方向交叉的第2方向排列的标准区域。上述标准区域可以包含非贯通区域,该非贯通区域在中央区域中位于上述贯通孔的周围、且具有在俯视时比上述贯通孔的排列周期大的尺寸。上述中央区域可以是在上述第2方向上将上述标准掩模三等分时的中央的区域。
178.本公开的第38方式中,在上述第37方式的制造方法中,上述标准区域包含非贯通区域,该非贯通区域在上述中央区域中位于上述贯通孔的周围、且具有在俯视时比上述贯通孔的排列周期大的尺寸。
179.本公开的第39方式涉及在上述第1方式的评价方法中使用的标准基板。
180.本公开的第40方式涉及一种有机器件的制造装置,其是具备用上述第4方式的评价方法进行了评价的蒸镀室的有机器件的制造装置,其中,
181.在上述判定工序中,判定为上述蒸镀层的外缘位于上述标准标记的第1标记的外缘的内侧。
182.本公开的第41方式涉及一种有机器件,其具备在上述第40方式的制造装置的上述蒸镀室中形成的蒸镀层。
183.本公开的第42方式涉及一种有机器件的制造装置的蒸镀室的维护方法,其具备下述工序:
184.组合工序,在上述蒸镀室中,基于组合条件将包含标准标记的标准基板与标准掩模装置组合;
185.蒸镀工序,在上述蒸镀室中,经由标准掩模装置的标准掩模的贯通孔使材料蒸镀于包含标准标记的标准基板,在上述标准基板上形成蒸镀层;
186.搬出工序,将形成有上述蒸镀层的上述标准基板从上述制造装置搬出;
187.观察工序,观察从上述制造装置搬出的上述标准基板中的上述标准标记与上述蒸镀层的位置关系;以及
188.调整工序,基于上述标准标记与上述蒸镀层的位置关系调整上述组合条件。
189.本公开的第43方式中,在上述第42方式的维护方法中,上述调整工序可以包括磁铁调整工序,该磁铁调整工序中,对位于上述标准基板的面中与上述标准掩模装置相反一侧的面侧的磁铁的磁力分布或静电吸盘的静电力的分布进行调整。
190.本公开的第44方式中,在上述第42方式或上述第43方式的各维护方法中,上述调整工序可以包括冷却板工序,该冷却板工序中,对位于上述标准基板的面中与上述标准掩模装置相反一侧的面侧的冷却板的配置进行调整。
191.以下,参照附图对本公开的一个实施方式进行详细说明。需要说明的是,以下所示的实施方式为本公开的实施方式的一例,本公开并不仅限于这些实施方式来解释。
192.图1a是示出有机器件100的一例的俯视图。图1b是从ia
‑
ia方向观察图1a的有机器件100的截面图。需要说明的是,在图1a中,省略了第2电极层141和密封基板150。
193.如图1a和图1b所示,有机器件100可以具备:基板110、位于基板110的第1面111侧的第1电极层120、位于第1电极层120上的第1有机层131、第2有机层132和第3有机层133、以及位于第1有机层131、第2有机层132和第3有机层133上的第2电极层141。在以下的说明中,将形成有第1电极层120的基板110也称为电极基板105。如图1a中虚线所示,第1电极层120可以在俯视时沿第1排列方向f1和第2排列方向f2排列。如图1a所示,第2排列方向f2可以是与第1排列方向f1正交的方向,虽未图示,但第2排列方向f2也可以不与第1排列方向f1正交。
194.如图1b所示,有机器件100可以具备在俯视时位于相邻的2个第1电极层120之间的绝缘层160。绝缘层160例如包含聚酰亚胺。绝缘层160可以与第1电极层120的端部重叠。这种情况下,图1a中标注有符号120的虚线表示第1电极层120中未与绝缘层160重叠的区域的外缘。如图1a所示,第1有机层131、第2有机层132和第3有机层133可以按照在俯视时包围第1电极层120的方式铺展。
195.基板110可以为具有绝缘性的板状部件。基板110优选具有使光透过的透明性。基板110例如包括玻璃。
196.第1电极层120包含具有导电性的材料。例如,第1电极层120包含金属、具有导电性的金属氧化物或其他无机材料等。第1电极层120可以包含铟锡氧化物等具有透明性和导电性的金属氧化物。
197.第1有机层131、第2有机层132和第3有机层133为包含有机半导体材料的层。在有机器件100为有机el显示装置的情况下,第1有机层131、第2有机层132和第3有机层133分别可以为发光层。例如,第1有机层131、第2有机层132和第3有机层133分别可以为红色发光层、绿色发光层和蓝色发光层。如图1a所示,第1有机层131、第2有机层132和第3有机层133可以按照同一种类的有机层在第1排列方向f1和第2排列方向f2上不相邻的方式排列。例如,第1有机层131、第2有机层132和第3有机层133可以按照第2有机层132位于2个第1有机层131之间、且第2有机层132位于2个第3有机层133之间的方式在第1排列方向f1和第2排列方向f2上排列。
198.第1有机层131、第2有机层132和第3有机层133分别可以通过在设置有相应掩模的蒸镀室中经由掩模的贯通孔使蒸镀材料附着于电极基板105而形成。在以下的说明中,将第1有机层131、第2有机层132和第3有机层133等经由掩模的贯通孔形成在电极基板105上的层也称为第1蒸镀层,用符号130表示。1个第1蒸镀层130可以构成有机el显示装置的1个像素等单元结构。
199.第2电极层141可以包含金属等具有导电性的材料。作为构成第2电极层141的材料的示例,可以举出铂、金、银、铜、铁、锡、铬、铝、铟、锂、钠、钾、钙、镁、铬、碳等以及它们的合金。
200.如图1a和图1b所示,第2电极层141可以按照在俯视时横跨相邻的2个第1蒸镀层130的方式铺展。第2电极层141可以与第1有机层131、第2有机层132和第3有机层133等同样
地通过蒸镀法而形成。在以下的说明中,将第2电极层141等以横跨有机器件100的多个单元结构的方式通过蒸镀法形成的层也称为第2蒸镀层,用符号140表示。
201.虽未图示,但第2电极层141可以按照在位于相邻的2个有机层131、132、133上的第2电极层141之间存在间隙的方式形成。这样的第2电极层141可以与第1有机层131、第2有机层132和第3有机层133同样地通过经由掩模的贯通孔使蒸镀材料附着于电极基板105而形成。这种情况下,可以说第2电极层141是第1蒸镀层130的一种。
202.如图1b所示,有机器件100可以在基板110的第1面111侧具备覆盖有机层131、132、133等基板110上的要素的密封基板150。密封基板150能够抑制有机器件100外部的水蒸气等进入有机器件100的内部。由此,能够抑制有机层131、132、133等因水分而发生劣化。密封基板150例如包括玻璃。
203.虽未图示,但有机器件100可以具备位于第1电极层120与有机层131、132、133之间的空穴注入层、空穴传输层。另外,有机器件100可以具备位于有机层131、132、133与第2电极层141之间的电子传输层、电子注入层。空穴注入层、空穴传输层、电子传输层、电子注入层可以为按照横跨有机器件100的多个单元结构的方式通过蒸镀法形成的第2蒸镀层140。或者,空穴注入层、空穴传输层、电子传输层、电子注入层可以与有机层131、132、133同样地为第1蒸镀层130。
204.在有机器件100的制造方法中,也可以制作如图2所示的有机器件组102。有机器件组102包括2个以上的有机器件100。例如,有机器件组102可以包括沿第1方向d1和第2方向d2排列的有机器件100。2个以上的有机器件100可以具备共同的1张基板110。例如,有机器件组102可以包括位于1张基板110上、构成2个以上的有机器件100的第1电极层120、第1有机层131、第2有机层132、第3有机层133、第2电极层141等层。通过分割有机器件组102,可得到1个有机器件100。
205.如后所述,第1方向d1可以为掩模50、50a延伸的方向。如后所述,第2方向d2可以为2个以上的掩模50、50a排列的方向。
206.有机器件100在第1方向d1上的尺寸a1例如可以为20mm以上,可以为30mm以上,可以为50mm以上。尺寸a1例如可以为100mm以下,可以为200mm以下,可以为300mm以下。尺寸a1的范围可以由20mm、30mm和50mm所组成的第1组和/或100mm、200mm和300mm所组成的第2组来规定。尺寸a1的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。尺寸a1的范围可以由上述第1组所包含的值中的任意2个的组合来规定。尺寸a1的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为20mm以上300mm以下,可以为20mm以上200mm以下,可以为20mm以上100mm以下,可以为20mm以上50mm以下,可以为20mm以上30mm以下,可以为30mm以上300mm以下,可以为30mm以上200mm以下,可以为30mm以上100mm以下,可以为30mm以上50mm以下,可以为50mm以上300mm以下,可以为50mm以上200mm以下,可以为50mm以上100mm以下,可以为100mm以上300mm以下,可以为100mm以上200mm以下,可以为200mm以上300mm以下。
207.有机器件100在第2方向d2上的尺寸a2例如可以为20mm以上,可以为30mm以上,可以为50mm以上。尺寸a2例如可以为100mm以下,可以为200mm以下,可以为300mm以下。尺寸a2的范围可以由20mm、30mm和50mm所组成的第1组和/或100mm、200mm和300mm所组成的第2组来规定。尺寸a2的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值
中的任意1个的组合来规定。尺寸a2的范围可以由上述第1组所包含的值中的任意2个的组合来规定。尺寸a2的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为20mm以上300mm以下,可以为20mm以上200mm以下,可以为20mm以上100mm以下,可以为20mm以上50mm以下,可以为20mm以上30mm以下,可以为30mm以上300mm以下,可以为30mm以上200mm以下,可以为30mm以上100mm以下,可以为30mm以上50mm以下,可以为50mm以上300mm以下,可以为50mm以上200mm以下,可以为50mm以上100mm以下,可以为100mm以上300mm以下,可以为100mm以上200mm以下,可以为200mm以上300mm以下。
208.接着,对制造有机器件100的制造装置1进行说明。图3是示出制造装置1的一例的俯视图。
209.制造装置1可以具备在真空气氛中经由掩模的贯通孔使材料蒸镀于电极基板105而形成第1蒸镀层130的蒸镀室。例如如图3所示,制造装置1的蒸镀室可以具备用于形成第1有机层131的第11蒸镀室11、用于形成第2有机层132的第12蒸镀室12、用于形成第3有机层133的第13蒸镀室13。在以下的说明中,将经由掩模的贯通孔使材料蒸镀于电极基板105而形成第1蒸镀层130的蒸镀室称为第1蒸镀室,用符号10表示。
210.另外,制造装置1可以具备在真空气氛中使材料蒸镀于电极基板105而形成第2蒸镀层140的蒸镀室。例如如图3所示,制造装置1的蒸镀室可以具备用于形成空穴注入层的第21蒸镀室21、用于形成空穴传输层的第22蒸镀室22、用于形成电子传输层的第23蒸镀室23、用于形成电子注入层的第24蒸镀室24、用于形成第2电极层141的第25蒸镀室25。在以下的说明中,将形成第2蒸镀层140的蒸镀室称为第2蒸镀室,用符号20表示。需要说明的是,在空穴注入层、空穴传输层、电子传输层、电子注入层、第2电极层141等与有机层131、132、133同样地为第1蒸镀层130的情况下,用于形成这些层的蒸镀室可以为使用掩模的第1蒸镀室10。
211.如图3所示,制造装置1可以具备将电极基板105等基板110搬入制造装置1的基板搬入室31。另外,制造装置1可以具备对电极基板105实施清洗等前处理的基板前处理室32。另外,制造装置1可以具备对在第1蒸镀室10中使用的包含掩模的掩模装置进行保管的掩模储存室33。另外,制造装置1可以具备将密封基板150组合到基板110上的密封室34。另外,制造装置1可以具备将基板110搬出的基板搬出室35。
212.在制造装置1的内部,基板110可以通过机械臂等基板移送装置在蒸镀室等室之间移动。
213.接着,对第1蒸镀室10进行说明。图4是示出第1蒸镀室10的一例的纵截面图。
214.如图4所示,第1蒸镀室10可以在其内部具备蒸镀源6、加热器8和掩模装置15。另外,第1蒸镀室10可以进一步具备用于使第1蒸镀室10的内部成为真空气氛的排气手段。蒸镀源6例如为坩埚,容纳有机发光材料等蒸镀材料7。加热器8对蒸镀源6进行加热,在真空气氛下使蒸镀材料7蒸发。掩模装置15按照与坩埚6相向的方式配置。
215.如图4所示,掩模装置15具备至少1个掩模50。掩模装置15可以具备支承掩模50的掩模支承体40。掩模支承体40可以具备包括开口43的框41。掩模50可以按照在俯视时横切开口43的方式固定于框41。另外,为了抑制掩模50的挠曲,框41可以在将掩模50沿其面方向牵拉的状态下进行支承。也将掩模框称为框。
216.如图4所示,掩模装置15按照掩模50与作为蒸镀材料7的附着对象物的基板110面对的方式配置在第1蒸镀室10内。掩模50包括使从蒸镀源6飞来的蒸镀材料7通过的多个贯
通孔56。在以下的说明中,将掩模50的面中位于基板110侧的面称为第1面551,将位于第1面551的相反侧的面称为第2面552。另外,将基板110的面中位于掩模装置15侧的面称为第1面111,将位于第1面111的相反侧的面称为第2面112。
217.如图4所示,第1蒸镀室10可以具备保持基板110的基板支架2。基板支架2可以能够在基板110的厚度方向上移动。另外,基板支架2可以能够在基板110的面方向上移动。另外,基板支架2可以构成为控制基板110的倾斜。例如,基板支架2可以包括安装在基板110的外缘的多个夹头,各夹头可以能够在基板110的厚度方向、面方向上独立地移动。
218.如图4所示,第1蒸镀室10可以具备保持掩模装置15的掩模支架3。掩模支架3可以能够在掩模50的厚度方向上移动。另外,掩模支架3可以能够在掩模50的面方向上移动。另外,掩模支架3可以构成为控制掩模50的倾斜。例如,掩模支架3可以包括安装在框41的外缘的多个夹头,各夹头可以能够在掩模50的厚度方向、面方向上独立地移动。
219.通过使基板支架2或掩模支架3中的至少任一者移动,从而能够调整掩模装置15的掩模50相对于基板110的位置。
220.如图4所示,第1蒸镀室10可以具备冷却板4,该冷却板4配置在第2面112侧,该第2面112是基板110的面中与掩模装置15相反一侧的面。冷却板4可以具有用于使制冷剂在冷却板4的内部循环的流道。冷却板能够抑制蒸镀工序时基板110的温度上升。
221.如图4所示,第1蒸镀室10可以具备磁铁5,该磁铁5配置在基板110的面中与掩模装置15相反一侧的面即第2面112侧。如图4所示,磁铁5也可以配置在冷却板4的面中与掩模装置15相反一侧的面上。磁铁5能够通过磁力将掩模装置15的掩模50向基板110侧吸引。由此,能够减小掩模50与基板110之间的间隙、或者消除间隙。由此,能够抑制在蒸镀工序中产生阴影,能够提高第1蒸镀层130的尺寸精度、位置精度。在本技术中,阴影是指蒸镀材料7进入掩模50与基板110之间的间隙、由此导致第1蒸镀层130的厚度变得不均匀的现象。另外,也可以使用利用静电力的静电吸盘将掩模50向基板110侧吸引。
222.图5是示出从掩模50的第1面551侧观察掩模装置15时的俯视图。如图5所示,掩模装置15可以具备多个掩模50。在本实施方式中,各掩模50的形状可以为沿第1方向d1延伸的矩形。在掩模装置15中,多个掩模50沿与第1方向d1交叉的方向排列,该第1方向d1是掩模50的长度方向。如图5所示,多个掩模50也可以沿第2方向d2排列,该第2方向d2是与掩模50的长度方向正交的掩模50的宽度方向。各掩模50可以在掩模50的长度方向的两端部通过例如焊接固定于框41。
223.框41可以具有包括沿第1方向d1延伸的一对第1区域411、以及沿第2方向d2延伸的一对第2区域412的矩形的轮廓。将第1区域也称为第1边,将第2区域也称为第2边。如图5所示,固定有掩模50的耳部51的第2边412可以长于第1边411。
224.掩模装置15可以具备固定于框41、且在掩模50的厚度方向上与掩模50部分重叠的部件。例如,如图5所示,掩模装置15可以具备从下方支承掩模50的支承部件42。支承部件42可以与掩模50接触。或者,支承部件42也可以隔着其他部件间接地从下方支承掩模50。虽未图示,但掩模装置15可以具备固定于框41、且与相邻的2个掩模50之间的间隙重叠的部件。将支承部件等位于开口43且与框41连接的部件也称为横条。在图5所示的示例中,横条42包括与第1边411连接的第1横条421。第1横条421沿与第1方向d1交叉的第2方向d2延伸。
225.如图5所示,掩模50可以具有与框41重叠的一对耳部51、以及位于耳部51之间的中
间部52。也将耳部称为端部。中间部52可以具有至少1个有效区域53、以及位于有效区域53周围的周围区域54。在图5所示的示例中,中间部52包括沿第1方向d1隔开规定的间隔排列的多个有效区域53。周围区域54包围多个有效区域53。
226.图6是示出掩模50的中间部52的一例的俯视图。中间部52的有效区域53可以包含多个贯通孔56。透过中间部52的各贯通孔56而附着于基板110的蒸镀材料可以构成基板110上的第1蒸镀层130。这种情况下,有效区域53包含在俯视时以对应于第1蒸镀层130的周期规则地排列的贯通孔56的组。
227.如图6所示,周围区域54可以不包含贯通孔56。虽未图示,但周围区域54也可以包含贯通孔56。这种情况下,位于周围区域54的贯通孔56可以在俯视时非周期性地排列。位于周围区域54的贯通孔56也可以以不与第1蒸镀层130对应的周期规则地排列。
228.在使用掩模50制作有机el显示装置等显示装置的情况下,1个有效区域53对应于1个有机el显示装置的显示区域。因此,根据图5所示的掩模装置15,能够进行有机el显示装置的逐段重复蒸镀。需要说明的是,也有1个有效区域53对应于多个显示区域的情况。另外,虽未图示,但也可以在掩模50的宽度方向上隔开规定的间隔排列有多个有效区域53。
229.有效区域53可以在俯视时具有矩形的轮廓。另外,有效区域53也可以根据有机el显示装置的显示区域的形状具有各种形状的轮廓。例如,有效区域53可以具有圆形的轮廓。
230.图7是示出掩模50的一例的截面图。如图7所示,掩模50具备金属板55、以及从金属板55的第1面551贯通到第2面552的贯通孔56。贯通孔56可以包括位于金属板55的第1面551侧的第1凹部561、以及位于第2面552侧且与第1凹部561连接的第2凹部562。第2凹部562可以具有在俯视时比第1凹部561的尺寸r1大的尺寸r2。第1凹部561和第2凹部562可以通过利用蚀刻、激光等从第1面551侧和第2面552侧对金属板55进行加工而形成。
231.第1凹部561与第2凹部562经由圆周状的连接部563进行连接。连接部563可以划出在掩模50的俯视时贯通孔56的开口面积最小的贯通部564。
232.贯通部564的尺寸r例如可以为10μm以上,可以为15μm以上,可以为20μm以上,可以为25μm以上。另外,贯通部564的尺寸r例如可以为40μm以下,可以为45μm以下,可以为50μm以下,可以为55μm以下。贯通部564的尺寸r的范围可以由10μm、15μm、20μm和25μm所组成的第1组和/或40μm、45μm、50μm和55μm所组成的第2组来规定。贯通部564的尺寸r的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。贯通部564的尺寸r的范围可以由上述第1组所包含的值中的任意2个的组合来规定。贯通部564的尺寸r的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为10μm以上55μm以下,可以为10μm以上50μm以下,可以为10μm以上45μm以下,可以为10μm以上40μm以下,可以为10μm以上25μm以下,可以为10μm以上20μm以下,可以为10μm以上15μm以下,可以为15μm以上55μm以下,可以为15μm以上50μm以下,可以为15μm以上45μm以下,可以为15μm以上40μm以下,可以为15μm以上25μm以下,可以为15μm以上20μm以下,可以为20μm以上55μm以下,可以为20μm以上50μm以下,可以为20μm以上45μm以下,可以为20μm以上40μm以下,可以为20μm以上25μm以下,可以为25μm以上55μm以下,可以为25μm以上50μm以下,可以为25μm以上45μm以下,可以为25μm以上40μm以下,可以为40μm以上55μm以下,可以为40μm以上50μm以下,可以为40μm以上45μm以下,可以为45μm以上55μm以下,可以为45μm以上50μm以下,可以为50μm以上55μm以下。
233.贯通部564的尺寸r可以由透过贯通孔56的光来划定。例如,使平行光沿着掩模50的法线方向入射于掩模50的第1面551或第2面552中的一者,透过贯通孔56后从第1面551或第2面552中的另一者出射。并且,采用出射光在掩模50的面方向上所占的区域的尺寸作为贯通部564的尺寸r。
234.需要说明的是,在图7中,示出了在相邻的两个第2凹部562之间残留有金属板55的第2面552的示例,但并不限定于此。虽未图示,也可以按照相邻的2个第2凹部562连接的方式来实施蚀刻。即,可以存在在相邻的2个第2凹部562之间未残留金属板55的第2面552的部位。
235.接着,对掩模装置15的掩模50和框41的材料进行说明。掩模50和框41的主要材料,可以使用包含镍的铁合金。铁合金中除了镍以外可以进一步包含钴。例如,作为掩模50的金属板55的材料,可以使用镍和钴的含量合计为28质量%以上且54质量%以下、并且钴的含量为0质量%以上且6质量%以下的铁合金。由此,能够减小掩模50和框41的热膨胀系数与包含玻璃的基板110的热膨胀系数之差。因此,能够抑制形成在基板110上的第1蒸镀层130的尺寸精度、位置精度因掩模50、框41、基板110等的热膨胀而降低。
236.金属板55中的镍和钴的含量可以合计为28质量%以上且38质量%以下。这种情况下,作为包含镍或者镍和钴的铁合金的具体例,可以举出因瓦合金材料、超因瓦合金材料、特级因瓦合金材料(
ウルトラインバー
材)等。因瓦合金材料是包含34质量%以上且38质量%以下的镍、余量为铁和不可避免的杂质的铁合金。超因瓦合金材料是包含30质量%以上且34质量%以下的镍、钴、余量为铁和不可避免的杂质的铁合金。特级因瓦合金材料是包含28质量%以上且34质量%以下的镍、2质量%以上且7质量%以下的钴、0.1质量%以上且1.0质量%以下的锰、0.10质量%以下的硅、0.01质量%以下的碳、余量为铁和不可避免的杂质的铁合金。
237.金属板55中的镍和钴的含量可以合计为38质量%以上且54质量%以下。这种情况下,作为包含镍或者镍和钴的铁合金的具体例,可以举出低热膨胀fe
‑
ni系镀覆合金等。低热膨胀fe
‑
ni系镀覆合金是包含38质量%以上且54质量%以下的镍、余量为铁和不可避免的杂质的铁合金。
238.需要说明的是,在蒸镀处理,在掩模50、框41和基板110的温度未达到高温的情况下,不需要特别地使掩模50和框41的热膨胀系数为与基板110的热膨胀系数同等的值。这种情况下,作为构成掩模50的材料,可以使用除上述铁合金以外的材料。例如,可以使用包含铬的铁合金等除上述包含镍的铁合金以外的铁合金。作为包含铬的铁合金,例如可以使用被称为所谓的不锈钢的铁合金。另外,也可以使用镍或镍
‑
钴合金等除铁合金以外的合金。
239.掩模50的金属板55的厚度t例如可以为8μm以上,可以为10μm以上,可以为13μm以上,可以为15μm以上。另外,金属板55的厚度t例如可以为20μm以下,可以为30μm以下,可以为40μm以下,可以为50μm以下。金属板55的厚度t的范围可以由8μm、10μm、13μm和15μm所组成的第1组和/或20μm、30μm、40μm和50μm所组成的第2组来规定。金属板55的厚度t的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。金属板55的厚度t的范围可以由上述第1组所包含的值中的任意2个的组合来规定。金属板55的厚度t的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为8μm以上50μm以下,可以为8μm以上40μm以下,可以为8μm以上30μm以下,可以为8μm以上20μm
以下,可以为8μm以上15μm以下,可以为8μm以上13μm以下,可以为8μm以上10μm以下,可以为10μm以上50μm以下,可以为10μm以上40μm以下,可以为10μm以上30μm以下,可以为10μm以上20μm以下,可以为10μm以上15μm以下,可以为10μm以上13μm以下,可以为13μm以上50μm以下,可以为13μm以上40μm以下,可以为13μm以上30μm以下,可以为13μm以上20μm以下,可以为13μm以上15μm以下,可以为15μm以上50μm以下,可以为15μm以上40μm以下,可以为15μm以上30μm以下,可以为15μm以上20μm以下,可以为20μm以上50μm以下,可以为20μm以上40μm以下,可以为20μm以上30μm以下,可以为30μm以上50μm以下,可以为30μm以上40μm以下,可以为40μm以上50μm以下。
240.通过使金属板55的厚度t为50μm以下,能够减小蒸镀材料7中在通过贯通孔56之前钩挂到贯通孔56的壁面上的蒸镀材料7的比例。由此,能够提高蒸镀材料7的利用效率。另外,通过使金属板55的厚度t为8μm以上,能够确保掩模50的强度,抑制掩模50产生损伤或变形。
241.作为测定金属板55的厚度的方法,采用接触式的测定方法。作为接触式的测定方法,使用具备滚珠衬套导向式柱塞的heidenhain公司制造的长度计heidenhaim
‑
metro的“mt1271”。
242.接着,对使用制造装置1制造有机器件100的方法的一例进行说明。
243.首先,经由基板搬入室31将形成有第1电极层120和绝缘层160的基板110搬入到制造装置1的内部。接着,在基板前处理室32中对基板110实施干式清洗等前处理。干式清洗例如为紫外线照射处理、等离子体处理等。另外,可以在第21蒸镀室21中在第1电极层120上形成空穴注入层。另外,可以在第22蒸镀室22中在空穴注入层上形成空穴传输层。
244.接着,在第11蒸镀室11中实施形成第1有机层131的蒸镀工序。首先,准备包括与第1有机层131对应的掩模50的掩模装置15。接着,使用掩模支架3将掩模装置15设置于蒸镀源6的上方。
245.并且,使用基板支架2使基板110与掩模装置15的掩模50对置。并且,使基板支架2在基板110的面方向上移动,调整基板110相对于掩模50的位置。例如,按照掩模50或框41的对准标记与基板110的对准标记重合的方式使基板110在面方向上移动。调整基板110在面方向上的位置时,基板110的第1面111可以不与掩模50的第1面551接触。这种情况下,在进行基板110在面方向上的位置调整后,通过使基板支架2在基板110的厚度方向上移动,使基板110的第1面111与掩模50的第1面551接触。
246.接着,可以实施使冷却板4朝向基板110移动、将冷却板4配置于基板110的第2面112侧的工序。另外,也可以实施将磁铁5配置于基板110的第2面112侧的工序。由此,能够利用磁力将掩模50向基板110侧吸引。
247.接着,使蒸镀材料7蒸发而飞向基板110。蒸镀材料7中穿过掩模50的贯通孔56的一部分以对应于贯通孔56的图案附着于基板110。由此,能够在基板110上形成第1有机层131。
248.接着,可以在第12蒸镀室12中实施形成第2有机层132的蒸镀工序。另外,可以在第13蒸镀室13中实施形成第3有机层133的蒸镀工序。第2有机层132、第3有机层133的蒸镀工序与上述第1有机层131的蒸镀工序相同,因此省略说明。
249.接着,可以在第23蒸镀室23中在有机层131、132、133上形成电子传输层。另外,可以在第24蒸镀室24中在电子传输层上形成电子注入层。
250.接着,在第25蒸镀室25中形成第2电极层141。接着,在密封室34中实施将密封基板150与基板110组合的密封工序。然后,经由基板搬出室35将基板110从制造装置1搬出到外部。这样,能够制造有机器件100。
251.然后,可以实施有机器件100的检查工序。例如,通过在有机器件100的第1电极层120与第2电极层141之间施加电压,能够检查是否适当地形成了有机层131、132、133等层。例如,在有机层131、132、133为发光层的情况下,可以基于包含有机层131、132、133的各像素是否适当地发光来判定有机器件100是否为合格品。
252.在有机器件100不满足所期望的规格的情况下,需要调查原因。作为在有机器件100的制造工序中可能对有机器件100的合格与否产生影响的因素,例如可以考虑以下因素。
253.(1)基板110上的第1电极层120的位置的准确性
254.(2)掩模装置15的掩模50的贯通孔56的位置的准确性
255.(3)掩模装置15与电极基板105的相对位置的准确性
256.(4)蒸镀工序时的基板110的热膨胀
257.(5)蒸镀工序时的掩模装置15的热膨胀
258.(6)基板110产生的翘曲等变形
259.(7)掩模装置15产生的翘曲等变形
260.(1)、(4)和(6)是基于包括基板110和第1电极层120的电极基板105的特性的因素。(2)、(5)和(7)是基于掩模装置15的特性的因素。(3)中的掩模装置15与电极基板105的相对位置通过使基板支架2在制造装置1的第1蒸镀室10中移动等来调整。因此,可以说(3)是基于第1蒸镀室10的特性的因素。
261.在本实施方式中,提出了使用标准基板60和标准掩模装置15a在制造装置1的第1蒸镀室10中实施蒸镀工序,并检查是否适当地形成了第1蒸镀层130的方案。具体而言,如图8所示,在第1蒸镀室10中经由标准掩模装置15a的标准掩模50a的贯通孔56使材料蒸镀于标准基板60而形成第1蒸镀层130,检查第1蒸镀层130的位置和尺寸是否适当。
262.标准基板60包括基板110、以及用于验证第1蒸镀层130的位置和尺寸的精度的图案。标准掩模装置15a包括框41、以及由框41保持的标准掩模50a。作为标准基板60和标准掩模装置15a,使用确保在蒸镀工序中适当地发挥功能的基板和装置。例如,使用具有在与作为检查对象的第1蒸镀室10不同的第1蒸镀室10中形成了适当的第1蒸镀层130的实效的标准基板60和标准掩模装置15a。由此,能够降低由标准基板60和标准掩模装置15a引起第1蒸镀层130产生位置或尺寸的不良的可能性。例如,能够产生可忽略上述因素(1)~(7)中的(1)、(4)和(6)以及(2)、(5)和(7)的状况。因此,通过使用标准基板60和标准掩模装置15a来实施蒸镀工序,能够分别地评价制造装置1所包括的各第1蒸镀室10的特性。
263.接着,具体对标准基板60进行说明。图9a是示出标准基板60的一例的俯视图。需要说明的是,对于标准基板60的构成要素中与电极基板105相同的部分,标注同一符号并有时省略详细的说明。
264.标准基板60可以包括基板110、以及位于基板110的第1面111的标准标记区域62。在图9a中,符号50a示出了将标准基板60与标准掩模装置15a组合时的标准掩模50a的轮廓。标准基板60可以包含沿标准掩模50a延伸的方向即第1方向d1排列的2个以上的标准标记区
域62。
265.如图9a所示,优选在基板110的广泛区域内配置标准标记区域62。在图9a中,标注有符号r1的由点划线包围的区域表示基板110中标准标记区域62所存在的范围。标准标记区域62的存在范围r1由包括沿第1方向d1和第2方向d2延伸的边、且与标准标记区域62相接的最大的矩形来规定。标准标记区域62的存在范围r1的面积相对于基板110的面积的比例越大,则可以评价为第1蒸镀室10的特性遍及更广的区域。
266.标准标记区域62的存在范围r1的面积相对于基板110的面积的比例例如可以为0.50以上,可以为0.70以上,可以为0.75以上,可以为0.80以上。另外,标准标记区域62的存在范围r1的面积相对于基板110的面积的比例例如可以为0.85以下,可以为0.90以下,可以为0.95以下,可以为0.98以下。标准标记区域62的存在范围r1的面积相对于基板110的面积的比例的范围可以由0.50、0.70、0.75和0.80所组成的第1组和/或0.85、0.90、0.95和0.98所组成的第2组来规定。标准标记区域62的存在范围r1的面积相对于基板110的面积的比例的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。标准标记区域62的存在范围r1的面积相对于基板110的面积的比例的范围可以由上述第1组所包含的值中的任意2个的组合来规定。标准标记区域62的存在范围r1的面积相对于基板110的面积的比例的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为0.50以上0.98以下,可以为0.50以上0.95以下,可以为0.50以上0.90以下,可以为0.50以上0.85以下,可以为0.50以上0.80以下,可以为0.50以上0.75以下,可以为0.50以上0.70以下,可以为0.70以上0.98以下,可以为0.70以上0.95以下,可以为0.70以上0.90以下,可以为0.70以上0.85以下,可以为0.70以上0.80以下,可以为0.70以上0.75以下,可以为0.75以上0.98以下,可以为0.75以上0.95以下,可以为0.75以上0.90以下,可以为0.75以上0.85以下,可以为0.75以上0.80以下,可以为0.80以上0.98以下,可以为0.80以上0.95以下,可以为0.80以上0.90以下,可以为0.80以上0.85以下,可以为0.85以上0.98以下,可以为0.85以上0.95以下,可以为0.85以上0.90以下,可以为0.90以上0.98以下,可以为0.90以上0.95以下,可以为0.95以上0.98以下。
267.如图9a所示,标准基板60可以包含对准标记68。对准标记68可以用于调整标准基板60的基板110相对于标准掩模装置15a的位置。标准基板60的对准标记68可以位于标准标记区域62的存在范围r1的外侧。
268.图9b是示出标准基板60与器件空间103的关系的一例的俯视图。器件空间103是在掩模50的第1面551的法线方向上与在第1蒸镀室10中制造的有机器件100重叠的空间。在图9b中,标注有符号103的虚线表示投影到标准基板60上的器件空间103的轮廓。
269.如图9b所示,标准标记区域62可以位于器件空间103。由此,能够评价器件空间103中的第1蒸镀室10的特性。
270.在图9b中,符号v1表示第1方向d1上的2个标准标记区域62之间的间隔(以下也称为第1间隔)。第1间隔v1可以小于有机器件100在第1方向d1上的尺寸a1。例如,第1间隔v1相对于尺寸a1的比例即v1/a1可以为0.9以下,可以为0.8以下,可以为0.7以下。由此,在第1方向d1上,标准标记区域62容易与器件空间103重叠。
271.第1间隔v1例如可以为10mm以上,可以为15mm以上,可以为25mm以上。第1间隔v1例如可以为50mm以下,可以为100mm以下,可以为150mm以下。第1间隔v1的范围可以由10mm、
15mm和25mm所组成的第1组和/或50mm、100mm和150mm所组成的第2组来规定。第1间隔v1的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。第1间隔v1的范围可以由上述第1组所包含的值中的任意2个的组合来规定。第1间隔v1的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为10mm以上150mm以下,可以为10mm以上100mm以下,可以为10mm以上50mm以下,可以为10mm以上25mm以下,可以为10mm以上15mm以下,可以为15mm以上150mm以下,可以为15mm以上100mm以下,可以为15mm以上50mm以下,可以为15mm以上25mm以下,可以为25mm以上150mm以下,可以为25mm以上100mm以下,可以为25mm以上50mm以下,可以为50mm以上150mm以下,可以为50mm以上100mm以下,可以为100mm以上150mm以下。
272.在图9b中,符号u1表示标准标记区域62在第1方向d1上的尺寸(以下也称为第1尺寸)。第1尺寸u1相对于第1间隔v1的比例优选为一定值以上。由此,在第1方向d1上,标准标记区域62容易与器件空间103重叠。
273.第1尺寸u1相对于第一间隔v1的比例即u1/v1例如可以为0.005以上,可以为0.1以上,可以为0.2以上,可以为0.3以上。u1/v1例如可以为0.5以下,可以为0.6以下,可以为0.8以下,可以为1.0以下。u1/v1的范围可以由0.005、0.1、0.2和0.3所组成的第1组和/或0.5、0.6、0.8和1.0所组成的第2组来规定。u1/v1的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。u1/v1的范围可以由上述第1组所包含的值中的任意2个的组合来规定。u1/v1的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为0.005以上1.0以下,可以为0.005以上0.8以下,可以为0.005以上0.6以下,可以为0.005以上0.5以下,可以为0.005以上0.3以下,可以为0.005以上0.2以下,可以为0.005以上0.1以下,可以为0.1以上1.0以下,可以为0.1以上0.8以下,可以为0.1以上0.6以下,可以为0.1以上0.5以下,可以为0.1以上0.3以下,可以为0.1以上0.2以下,可以为0.2以上1.0以下,可以为0.2以上0.8以下,可以为0.2以上0.6以下,可以为0.2以上0.5以下,可以为0.2以上0.3以下,可以为0.3以上1.0以下,可以为0.3以上0.8以下,可以为0.3以上0.6以下,可以为0.3以上0.5以下,可以为0.5以上1.0以下,可以为0.5以上0.8以下,可以为0.5以上0.6以下,可以为0.6以上1.0以下,可以为0.6以上0.8以下,可以为0.8以上1.0以下。
274.在图9b中,符号v2表示第2方向d2上的2个标准标记区域62之间的间隔(以下也称为第2间隔)。第2间隔v2可以小于有机器件100在第二方向d2上的尺寸a2。例如,第2间隔v2相对于尺寸a2的比例即v2/a2可以为0.9以下,可以为0.8以下,可以为0.7以下。由此,在第2方向d2上,标准标记区域62容易与器件空间103重叠。
275.第2间隔v2例如可以为10mm以上,可以为15mm以上,可以为25mm以上。第2间隔v2例如可以为50mm以下,可以为100mm以下,可以为150mm以下。第2间隔v2的范围可以由10mm、15mm和25mm所组成的第1组和/或50mm、100mm和150mm所组成的第2组来规定。第2间隔v2的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。第2间隔v2的范围可以由上述第1组所包含的值中的任意2个的组合来规定。第2间隔v2的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为10mm以上150mm以下,可以为10mm以上100mm以下,可以为10mm以上50mm以下,可以为10mm以上25mm以下,可以为10mm以上15mm以下,可以为15mm以上150mm以下,可以为15mm以上100mm以
下,可以为15mm以上50mm以下,可以为15mm以上25mm以下,可以为25mm以上150mm以下,可以为25mm以上100mm以下,可以为25mm以上50mm以下,可以为50mm以上150mm以下,可以为50mm以上100mm以下,可以为100mm以上150mm以下。
276.在图9b中,符号u2表示标准标记区域62在第2方向d2上的尺寸(以下也称为第2尺寸)。第2尺寸u2相对于第二间隔v2的比例优选为一定值以上。由此,在第2方向d2上,标准标记区域62容易与器件空间103重叠。
277.第2尺寸u2相对于第二间隔v2的比例即u2/v2例如可以为0.005以上,可以为0.1以上,可以为0.2以上,可以为0.3以上。u2/v2例如可以为0.5以下,可以为0.6以下,可以为0.8以下,可以为1.0以下。u2/v2的范围可以由0.005、0.1、0.2和0.3所组成的第1组和/或0.5、0.6、0.8和1.0所组成的第2组来规定。u2/v2的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。u2/v2的范围可以由上述第1组所包含的值中的任意2个的组合来规定。u2/v2的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为0.005以上1.0以下,可以为0.005以上0.8以下,可以为0.005以上0.6以下,可以为0.005以上0.5以下,可以为0.005以上0.3以下,可以为0.005以上0.2以下,可以为0.005以上0.1以下,可以为0.1以上1.0以下,可以为0.1以上0.8以下,可以为0.1以上0.6以下,可以为0.1以上0.5以下,可以为0.1以上0.3以下,可以为0.1以上0.2以下,可以为0.2以上1.0以下,可以为0.2以上0.8以下,可以为0.2以上0.6以下,可以为0.2以上0.5以下,可以为0.2以上0.3以下,可以为0.3以上1.0以下,可以为0.3以上0.8以下,可以为0.3以上0.6以下,可以为0.3以上0.5以下,可以为0.5以上1.0以下,可以为0.5以上0.8以下,可以为0.5以上0.6以下,可以为0.6以上1.0以下,可以为0.6以上0.8以下,可以为0.8以上1.0以下。
278.基板110可以包括玻璃等绝缘体。基板110的厚度例如可以为0.1mm以上,可以为0.3mm以上,可以为0.4mm以上,可以为0.5mm以上。另外,基板110的厚度例如可以为0.6mm以下,可以为0.8mm以下,可以为1.0mm以下,可以为2.0mm以下。基板110的厚度的范围可以由0.1mm、0.3mm、0.4mm和0.5mm所组成的第1组和/或0.6mm、0.8mm、1.0mm和2.0mm所组成的第2组来规定。基板110的厚度的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。基板110的厚度的范围可以由上述第1组所包含的值中的任意2个的组合来规定。基板110的厚度的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为0.1mm以上2.0mm以下,可以为0.1mm以上1.0mm以下,可以为0.1mm以上0.8mm以下,可以为0.1mm以上0.6mm以下,可以为0.1mm以上0.5mm以下,可以为0.1mm以上0.4mm以下,可以为0.1mm以上0.3mm以下,可以为0.3mm以上2.0mm以下,可以为0.3mm以上1.0mm以下,可以为0.3mm以上0.8mm以下,可以为0.3mm以上0.6mm以下,可以为0.3mm以上0.5mm以下,可以为0.3mm以上0.4mm以下,可以为0.4mm以上2.0mm以下,可以为0.4mm以上1.0mm以下,可以为0.4mm以上0.8mm以下,可以为0.4mm以上0.6mm以下,可以为0.4mm以上0.5mm以下,可以为0.5mm以上2.0mm以下,可以为0.5mm以上1.0mm以下,可以为0.5mm以上0.8mm以下,可以为0.5mm以上0.6mm以下,可以为0.6mm以上2.0mm以下,可以为0.6mm以上1.0mm以下,可以为0.6mm以上0.8mm以下,可以为0.8mm以上2.0mm以下,可以为0.8mm以上1.0mm以下,可以为1.0mm以上2.0mm以下。
279.图10是将图9a的标准基板60中标注有符号x的由点划线包围的区域放大显示的俯
视图。标准标记区域62包含至少1个标准标记63。标准标记63是示出在蒸镀工序中应形成第1蒸镀层130的区域的标记。如图10所示,标准标记区域62可以包含多个标准标记63。另外,多个标准标记63可以以一定的间隔周期性地排列。例如如图10所示,标准标记63可以在一个方向上以排列周期p1排列,在另一方向上以排列周期p2排列。排列周期p1的方向可以为标准掩模50a的长度方向即第1方向d1。另外,排列周期p2的方向可以为标准掩模50a的宽度方向即第2方向d2。
280.排列周期p1、p2等标准标记63的排列周期可以与有机器件100的制造中使用的掩模50的贯通孔56的排列周期相同。标准标记63的排列周期例如可以为30μm以上,可以为50μm以上,可以为70μm以上,可以为100μm以上。另外,标准标记63的排列周期例如可以为150μm以下,可以为200μm以下,可以为300μm以下,可以为400μm以下。标准标记63的排列周期的范围可以由30μm、50μm、70μm和100μm所组成的第1组和/或150μm、200μm、300μm和400μm所组成的第2组来规定。标准标记63的排列周期的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。标准标记63的排列周期的范围可以由上述第1组所包含的值中的任意2个的组合来规定。标准标记63的排列周期的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为30μm以上400μm以下,可以为30μm以上300μm以下,可以为30μm以上200μm以下,可以为30μm以上150μm以下,可以为30μm以上100μm以下,可以为30μm以上70μm以下,可以为30μm以上50μm以下,可以为50μm以上400μm以下,可以为50μm以上300μm以下,可以为50μm以上200μm以下,可以为50μm以上150μm以下,可以为50μm以上100μm以下,可以为50μm以上70μm以下,可以为70μm以上400μm以下,可以为70μm以上300μm以下,可以为70μm以上200μm以下,可以为70μm以上150μm以下,可以为70μm以上100μm以下,可以为100μm以上400μm以下,可以为100μm以上300μm以下,可以为100μm以上200μm以下,可以为100μm以上150μm以下,可以为150μm以上400μm以下,可以为150μm以上300μm以下,可以为150μm以上200μm以下,可以为200μm以上400μm以下,可以为200μm以上300μm以下,可以为300μm以上400μm以下。
281.如图10所示,上述第1尺寸u1可以为标准标记63的组所处的区域在第1方向d1上的尺寸。上述第1间隔v1可以为2个标准标记63的组之间在第1方向d1上的间隔。上述第2尺寸u2可以为标准标记63的组所处的区域在第2方向d2上的尺寸。上述第2间隔v2可以为2个标准标记63的组之间在第2方向d2上的间隔。
282.如图10所示,标准标记63可以包含第1标记64。第1标记64示出了应形成第1蒸镀层130的区域的外缘。俯视时的第1标记64的外缘可以具有与标准掩模50a的贯通孔56对应的形状。例如,俯视时的第1标记64的外缘可以具有四边形、圆形等。
283.如图10所示,标准标记63可以包含与第1标记64相比位于更内侧的第2标记65。第2标记65示出了被容许的第1蒸镀层130的最小尺寸。可以具有与第2标记65、第1标记64相似的形状。
284.图11a和图11b是将标准标记63的一例放大显示的俯视图和截面图。第1标记64的形状可以由具有第1宽度w1的线状要素来划定。同样,第2标记65的形状也可以由具有第2宽度w2的线状要素来划定。第1宽度w1与第2宽度w2可以相同也可以不同。
285.在图11a和图11b中,符号m3表示第2标记65在标准标记63的排列方向上的尺寸。另外,符号m4表示俯视时的第1标记64的第1外缘641与第2标记65的第2外缘651之间的最短距
离。标准标记63的尺寸m3可以与图1b所示的第1电极层120中不与绝缘层160重叠的区域的尺寸m1对应。另外,最短距离m4可以与图1b所示的绝缘层160在第1蒸镀层130的排列方向上的尺寸m2对应。
286.图1b的尺寸m2例如基于第1蒸镀层130的位置偏移的容许值来决定。在有机器件100的像素密度恒定的情况下,尺寸m2越小,越能够增大第1电极层120、第1蒸镀层130的面积。由此,能够提高有机器件100的驱动效率,能够延长有机器件100的寿命。
287.图11a和图11b的最短距离m4可以基于在有机器件100的整个制造工序中可能产生的第1蒸镀层130的位置偏移的容许值来决定。或者,最短距离m4也可以基于由第1蒸镀室10的蒸镀工序引起的第1蒸镀层130的位置偏移的容许值来决定。最短距离m4例如可以为0.5μm以上,可以为1.0μm以上,可以为1.5μm以上,可以为2.0μm以上。另外,最短距离m4例如可以为3.0μm以下,可以为5.0μm以下,可以为7.0μm以下,可以为9.0μm以下。最短距离m4的范围可以由0.5μm、1.0μm、1.5μm和2.0μm所组成的第1组和/或3.0μm、5.0μm、7.0μm和9.0μm所组成的第2组来规定。最短距离m4的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。最短距离m4的范围可以由上述第1组所包含的值中的任意2个的组合来规定。最短距离m4的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为0.5μm以上9.0μm以下,可以为0.5μm以上7.0μm以下,可以为0.5μm以上5.0μm以下,可以为0.5μm以上3.0μm以下,可以为0.5μm以上2.0μm以下,可以为0.5μm以上1.5μm以下,可以为0.5μm以上1.0μm以下,可以为1.0μm以上9.0μm以下,可以为1.0μm以上7.0μm以下,可以为1.0μm以上5.0μm以下,可以为1.0μm以上3.0μm以下,可以为1.0μm以上2.0μm以下,可以为1.0μm以上1.5μm以下,可以为1.5μm以上9.0μm以下,可以为1.5μm以上7.0μm以下,可以为1.5μm以上5.0μm以下,可以为1.5μm以上3.0μm以下,可以为1.5μm以上2.0μm以下,可以为2.0μm以上9.0μm以下,可以为2.0μm以上7.0μm以下,可以为2.0μm以上5.0μm以下,可以为2.0μm以上3.0μm以下,可以为3.0μm以上9.0μm以下,可以为3.0μm以上7.0μm以下,可以为3.0μm以上5.0μm以下,可以为5.0μm以上9.0μm以下,可以为5.0μm以上7.0μm以下,可以为7.0μm以上9.0μm以下。
288.图12是示出标准标记区域62的其他例的俯视图。如图12所示,标准标记区域62可以仅包含1个标准标记63。例如,标准标记区域62可以包含1个第1标记64、以及与第1标记64相比位于更内侧的1个第2标记65。
289.在图12中,标注有符号130的要素表示通过使用标准掩模50a的蒸镀工序形成在标准基板60上的第1蒸镀层。如图12所示,2个以上的第1蒸镀层130可以位于1个标准标记63的内侧。即,可以按照在1个标准标记63的区域中重叠2个以上的贯通孔56的方式构成标准掩模50a。虽未图示,但在标准标记区域62包含2个以上的标准标记63的方式中,也可以按照在1个标准标记63的区域中重叠2个以上的贯通孔56的方式构成标准掩模50a。
290.只要能够观察标准标记63与第1蒸镀层130的位置关系,构成标准标记63的材料是任意的。例如,标准标记63可以与第1电极层120、第2电极层141同样地包含金属、具有导电性的金属氧化物、或其他无机材料等具有导电性的材料。另外,标准标记63可以包含丙烯酸系树脂等树脂材料。例如,标准标记63可以包含具有感光性、被用作抗蚀剂的树脂材料。
291.另外,标准标记63可以具有遮光性。例如,标准标记63可以包含树脂材料和着色材料。作为着色材料,例如可以使用炭黑、钛黑等。
292.在标准标记63具有遮光性的情况下,标准基板60中在俯视时与标准标记63重叠的区域的总光线透过率例如可以为0%以上,可以为1%以上,可以为2%以上,可以为3%以上。另外,总光线透过率例如可以为5%以下,可以为10%以下,可以为20%以下,可以为30%以下。总光线透过率的范围可以由0%、1%、2%和3%所组成的第1组和/或5%、10%、20%和30%所组成的第2组来规定。总光线透过率的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。总光线透过率的范围可以由上述第1组所包含的值中的任意2个的组合来规定。总光线透过率的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为0%以上30%以下,可以为0%以上20%以下,可以为0%以上10%以下,可以为0%以上5%以下,可以为0%以上3%以下,可以为0%以上2%以下,可以为0%以上1%以下,可以为1%以上30%以下,可以为1%以上20%以下,可以为1%以上10%以下,可以为1%以上5%以下,可以为1%以上3%以下,可以为1%以上2%以下,可以为2%以上30%以下,可以为2%以上20%以下,可以为2%以上10%以下,可以为2%以上5%以下,可以为2%以上3%以下,可以为3%以上30%以下,可以为3%以上20%以下,可以为3%以上10%以下,可以为3%以上5%以下,可以为5%以上30%以下,可以为5%以上20%以下,可以为5%以上10%以下,可以为10%以上30%以下,可以为10%以上20%以下,可以为20%以上30%以下。总光线透过率通过依据jis k 7361
‑
1:1997的方法来测定。作为总光线透过率的测定器,使用奥林巴斯株式会社分光仪osp
‑
smu。
293.标准标记63的厚度优选与有机器件100中形成第1蒸镀层130的面到基板110的第1面111的距离对应。有机器件100中形成第1蒸镀层130的面例如为空穴传输层的面。标准标记63的厚度例如可以为0.01μm以上,可以为0.05μm以上,可以为0.08μm以上,可以为0.10μm以上。另外,标准标记63的厚度例如可以为0.15μm以下,可以为0.20μm以下,可以为0.50μm以下,可以为1.00μm以下。标准标记63的厚度的范围可以由0.01μm、0.05μm、0.08μm和0.10μm所组成的第1组和/或0.15μm、0.20μm、0.50μm和1.00μm所组成的第2组来规定。标准标记63的厚度的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。标准标记63的厚度的范围可以由上述第1组所包含的值中的任意2个的组合来规定。标准标记63的厚度的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为0.01μm以上1.00μm以下,可以为0.01μm以上0.50μm以下,可以为0.01μm以上0.20μm以下,可以为0.01μm以上0.15μm以下,可以为0.01μm以上0.10μm以下,可以为0.01μm以上0.08μm以下,可以为0.01μm以上0.05μm以下,可以为0.05μm以上1.00μm以下,可以为0.05μm以上0.50μm以下,可以为0.05μm以上0.20μm以下,可以为0.05μm以上0.15μm以下,可以为0.05μm以上0.10μm以下,可以为0.05μm以上0.08μm以下,可以为0.08μm以上1.00μm以下,可以为0.08μm以上0.50μm以下,可以为0.08μm以上0.20μm以下,可以为0.08μm以上0.15μm以下,可以为0.08μm以上0.10μm以下,可以为0.10μm以上1.00μm以下,可以为0.10μm以上0.50μm以下,可以为0.10μm以上0.20μm以下,可以为0.10μm以上0.15μm以下,可以为0.15μm以上1.00μm以下,可以为0.15μm以上0.50μm以下,可以为0.15μm以上0.20μm以下,可以为0.20μm以上1.00μm以下,可以为0.20μm以上0.50μm以下,可以为0.50μm以上1.00μm以下。
294.接着,具体对标准掩模装置15a进行说明。图13a是示出标准掩模装置15a的一例的俯视图。需要说明的是,对于标准掩模装置15a的构成要素中与掩模装置15相同的部分标注
同一符号,有时省略详细的说明。
295.标准掩模装置15a具备至少1个标准掩模50a。标准掩模50a具有金属板55、以及从金属板55的第1面551贯通到第2面552的贯通孔56。标准掩模装置15a可以具备支承标准掩模50a的框41。为了抑制标准掩模50a的挠曲,框41在将标准掩模50a沿其面方向牵拉的状态下进行支承。另外,标准掩模50a可以与掩模50同样地具有与框41重叠的一对端部51、以及位于端部51之间的中间部52a。
296.标准掩模装置15a的标准掩模50a可以与掩模装置15的掩模50同样地配置。例如,标准掩模装置15a可以具备多个标准掩模50a。如图13a所示,各标准掩模50a的形状可以为沿第1方向d1延伸的矩形。在掩模装置15中,多个标准掩模50a沿与标准掩模50a的长度方向即第1方向d1交叉的方向排列。如图13a所示,多个标准掩模50a可以沿与标准掩模50a的长度方向正交的标准掩模50a的宽度方向即第2方向d2排列。各标准掩模50a可以在标准掩模50a的长度方向的两端部通过例如焊接固定于框41。
297.如图13a所示,标准掩模50a可以包含沿第1方向d1排列的2个以上的标准区域58。标准区域58可以包含与标准基板60的标准标记区域62的标准标记63相向的贯通孔56。
298.图13b是示出标准掩模装置15a与器件空间103的关系的一例的俯视图。在图13b中,标注有符号103的虚线表示投影到标准掩模50a上的器件空间103的轮廓。
299.如图13b所示,标准区域58可以位于器件空间103。由此,能够评价器件空间103中的第1蒸镀室10的特性。
300.在图13b中,符号v3表示第1方向d1上的2个标准区域58之间的间隔(以下也称为第3间隔)。第3间隔v3可以小于有机器件100在第1方向d1上的尺寸a1。例如,第3间隔v3相对于尺寸a1的比例即v3/a1可以为0.9以下,可以为0.8以下,可以为0.7以下。由此,在第1方向d1上,标准区域58容易与器件空间103重叠。如图13b所示,第3间隔v3可以为1张标准掩模50a所包含的2个标准区域58之间的间隔。虽未图示,但第3间隔v3也可以为第1标准掩模50a的标准区域58与在第1方向d1上和第1标准掩模50a相邻的第2标准掩模50a的标准区域58之间的间隔。
301.第3间隔v3例如可以为10mm以上,可以为15mm以上,可以为25mm以上。第3间隔v3例如可以为50mm以下,可以为100mm以下,可以为150mm以下。第3间隔v3的范围可以由10mm、15mm和25mm所组成的第1组和/或50mm、100mm和150mm所组成的第2组来规定。第3间隔v3的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。第3间隔v3的范围可以由上述第1组所包含的值中的任意2个的组合来规定。第3间隔v3的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为10mm以上150mm以下,可以为10mm以上100mm以下,可以为10mm以上50mm以下,可以为10mm以上25mm以下,可以为10mm以上15mm以下,可以为15mm以上150mm以下,可以为15mm以上100mm以下,可以为15mm以上50mm以下,可以为15mm以上25mm以下,可以为25mm以上150mm以下,可以为25mm以上100mm以下,可以为25mm以上50mm以下,可以为50mm以上150mm以下,可以为50mm以上100mm以下,可以为100mm以上150mm以下。
302.在图13b中,符号u3表示标准区域58在第1方向d1上的尺寸(以下也称为第3尺寸)。第3尺寸u3相对于第三间隔v3的比例优选为一定值以上。由此,在第1方向d1上,标准区域58容易与器件空间103重叠。
303.第3尺寸u3相对于第三间隔v3的比例即u3/v3例如可以为0.005以上,可以为0.1以上,可以为0.2以上,可以为0.3以上。u3/v3例如可以为0.5以下,可以为0.6以下,可以为0.8以下,可以为1.0以下。u3/v3的范围可以由0.005、0.1、0.2和0.3所组成的第1组和/或0.5、0.6、0.8和1.0所组成的第2组来规定。u3/v3的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。u3/v3的范围可以由上述第1组所包含的值中的任意2个的组合来规定。u3/v3的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为0.005以上1.0以下,可以为0.005以上0.8以下,可以为0.005以上0.6以下,可以为0.005以上0.5以下,可以为0.005以上0.3以下,可以为0.005以上0.2以下,可以为0.005以上0.1以下,可以为0.1以上1.0以下,可以为0.1以上0.8以下,可以为0.1以上0.6以下,可以为0.1以上0.5以下,可以为0.1以上0.3以下,可以为0.1以上0.2以下,可以为0.2以上1.0以下,可以为0.2以上0.8以下,可以为0.2以上0.6以下,可以为0.2以上0.5以下,可以为0.2以上0.3以下,可以为0.3以上1.0以下,可以为0.3以上0.8以下,可以为0.3以上0.6以下,可以为0.3以上0.5以下,可以为0.5以上1.0以下,可以为0.5以上0.8以下,可以为0.5以上0.6以下,可以为0.6以上1.0以下,可以为0.6以上0.8以下,可以为0.8以上1.0以下。
304.在图13b中,符号v4表示第二方向d2上的2个标准区域58之间的间隔(以下也称为第4间隔)。第4间隔v4可以小于有机器件100在第2方向d2上的尺寸a2。例如,第4间隔v4相对于尺寸a2的比例即v4/a2可以为0.9以下,可以为0.8以下,可以为0.7以下。由此,在第2方向d2上,标准区域58容易与器件空间103重叠。如图13b所示,第4间隔v4可以是第1标准掩模50a的标准区域58与在第2方向d2上和第1标准掩模50a相邻的第2标准掩模50a的标准区域58之间的间隔。虽未图示,但第4间隔v4也可以是1张标准掩模50a所包含的2个标准区域58之间的间隔。
305.第4间隔v4例如可以为10mm以上,可以为15mm以上,可以为25mm以上。第4间隔v4例如可以为50mm以下,可以为100mm以下,可以为150mm以下。第4间隔v4的范围可以由10mm、15mm和25mm所组成的第1组和/或50mm、100mm和150mm所组成的第2组来规定。第4间隔v4的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。第4间隔v4的范围可以由上述第1组所包含的值中的任意2个的组合来规定。第4间隔v4的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为10mm以上150mm以下,可以为10mm以上100mm以下,可以为10mm以上50mm以下,可以为10mm以上25mm以下,可以为10mm以上15mm以下,可以为15mm以上150mm以下,可以为15mm以上100mm以下,可以为15mm以上50mm以下,可以为15mm以上25mm以下,可以为25mm以上150mm以下,可以为25mm以上100mm以下,可以为25mm以上50mm以下,可以为50mm以上150mm以下,可以为50mm以上100mm以下,可以为100mm以上150mm以下。
306.在图13b中,符号u4表示标准区域58在第2方向d2上的尺寸(以下也称为第4尺寸)。第4尺寸u4相对于第4间隔v4的比例优选为一定值以上。由此,在第2方向d2上,标准区域58容易与器件空间103重叠。
307.第4尺寸u4相对于第4间隔v4的比例即u4/v4例如可以为0.005以上,可以为0.1以上,可以为0.2以上,可以为0.3以上。u4/v4例如可以为0.5以下,可以为0.6以下,可以为0.8以下,可以为1.0以下。u4/v4的范围可以由0.005、0.1、0.2和0.3所组成的第1组和/或0.5、
0.6、0.8和1.0所组成的第2组来规定。u4/v4的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。u4/v4的范围可以由上述第1组所包含的值中的任意2个的组合来规定。u4/v4的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为0.005以上1.0以下,可以为0.005以上0.8以下,可以为0.005以上0.6以下,可以为0.005以上0.5以下,可以为0.005以上0.3以下,可以为0.005以上0.2以下,可以为0.005以上0.1以下,可以为0.1以上1.0以下,可以为0.1以上0.8以下,可以为0.1以上0.6以下,可以为0.1以上0.5以下,可以为0.1以上0.3以下,可以为0.1以上0.2以下,可以为0.2以上1.0以下,可以为0.2以上0.8以下,可以为0.2以上0.6以下,可以为0.2以上0.5以下,可以为0.2以上0.3以下,可以为0.3以上1.0以下,可以为0.3以上0.8以下,可以为0.3以上0.6以下,可以为0.3以上0.5以下,可以为0.5以上1.0以下,可以为0.5以上0.8以下,可以为0.5以上0.6以下,可以为0.6以上1.0以下,可以为0.6以上0.8以下,可以为0.8以上1.0以下。
308.图14是将图13a的标准掩模50a中标注有符号xiv的由点划线包围的区域放大显示的俯视图。标准区域58包含至少1个贯通孔56。如图14所示,标准区域58可以包含多个贯通孔56。另外,多个贯通孔56可以以一定的间隔周期性地排列。例如如图14所示,贯通孔56可以在一个方向上以排列周期p3排列,在另一个方向上以排列周期p4排列。贯通孔56的排列周期p3和排列周期p4可以与上述标准基板60的标准标记63的排列周期p1和排列周期p2相同。
309.如图14所示,上述第3尺寸u3可以为贯通孔56的组所处的区域在第1方向d1上的尺寸。上述第3间隔v3可以为2个贯通孔56的组之间在第1方向d1上的间隔。上述第4尺寸u4可以为贯通孔56的组所处的区域在第2方向d2上的尺寸。上述第4间隔v4可以为2个贯通孔56的组之间在第2方向d2上的间隔。
310.如图14所示,标准区域58可以位于标准掩模50a的宽度方向即第2方向d2的中央区域501。本实施方式中,多个标准区域58在中央区域501中沿标准掩模50a的长度方向即第1方向d1排列。中央区域501是在宽度方向上将标准掩模50a三等分时的中央的区域。另外,将在宽度方向上与中央区域501相邻的2个区域称为端区域502。以下,对标准区域58位于中央区域501的优点进行说明。
311.在将标准掩模50a固定于框41的工序中,在将标准掩模50a沿长度方向牵拉的状态下进行标准掩模50a相对于框41的对位后,通过焊接等将标准掩模50a安装在框41上。如图5所示,在框41包含对准标记48的情况下,可以以对准标记48为基准进行标准掩模50a相对于框41的对位。虽未图示,但标准掩模50a也可以包含对准标记。另外,在如本实施方式那样将标准区域58的位置限定于中央区域501的情况下,与端区域502相比,能够更重视中央区域501而进行标准掩模50a相对于框41的对位。例如,与端区域502相比,能够对中央区域501分配更大的权重。由此,与端区域502相比,能够更准确地将中央区域501相对于框41进行对位。
312.对于与端区域502相比更重视中央区域501的背景的一例进行说明。构成标准掩模50a的金属板55的厚度小。这种情况下,若将标准掩模50a沿长度方向牵拉,则有时会在标准掩模50a中产生沿长度方向延伸的褶皱等变形。与中央区域501相比,有时在端区域502更容易产生这样的变形。在端区域502产生了褶皱等变形的情况下,在标准掩模50a相对于框41
的对位工序中,若均等地考虑中央区域501和端区域502,则可能因端区域502的变形而导致中央区域501的位置精度降低。这种情况下,如上所述地与端区域502相比更重视中央区域501而进行标准掩模50a相对于框41的对位是有用的。由此,能够抑制中央区域501相对于框41的对位的精度受到在端区域502产生的褶皱等变形的影响。因此,能够使标准区域58的配置更理想。
313.如图14所示,标准掩模50a可以包含位于端区域502、且沿标准掩模50a的长度方向和宽度方向排列的2个以上的贯通孔56。端区域502的贯通孔56的排列周期p5和排列周期p6可以与中央区域501的贯通孔56的排列周期p3或排列周期p4相同,也可以不同。另外,端区域502的贯通孔56的排列周期p5和排列周期p6可以与为了制造有机器件100而使用的掩模50的贯通孔56的排列周期相同。
314.如图14所示,位于中央区域501的标准区域58可以包含非贯通区域57,该非贯通区域57位于贯通孔56的周围、且具有在俯视时比贯通孔56的排列周期大的尺寸。例如,标准区域58的非贯通区域57在标准掩模50a的长度方向上的尺寸e1可以大于贯通孔56在长度方向上的排列周期p3。另外,标准区域58的非贯通区域57在标准掩模50a的宽度方向上的尺寸e2可以大于贯通孔56在宽度方向上的排列周期p4。非贯通区域57是指未形成贯通孔56的区域。
315.通过使标准区域58包含具有比贯通孔56的排列周期大的尺寸的非贯通区域57,容易将标准区域58的贯通孔56与端区域502的贯通孔56等在后述蒸镀工序中不与标准基板60的标准标记63相向的其他贯通孔56相区分。另外,在蒸镀工序后对标准基板60进行观察的观察工序中,容易将由通过标准区域58的贯通孔56附着于标准基板60的蒸镀材料构成的第1蒸镀层130与由通过其他贯通孔56附着于标准基板60的蒸镀材料构成的第1蒸镀层130相区分。因此,容易找到作为观察对象的第1蒸镀层130。
316.接着,对使用标准基板60和标准掩模装置15a评价制造装置1的第1蒸镀层130的方法进行说明。
317.首先,准备标准掩模装置15a并搬入到制造装置1的内部。另外,准备标准基板60,经由基板搬入室31将标准基板60搬入到制造装置1的内部。接着,在基板前处理室32中对标准基板60实施干式清洗等前处理。
318.接着,在第1蒸镀室10中实施在标准基板60上形成第1蒸镀层130的蒸镀工序。例如,在第11蒸镀室11中实施在标准基板60上形成第1有机层131的蒸镀工序。蒸镀工序如下所述,与使用电极基板105和掩模装置15的情况相同。
319.首先,在第1蒸镀室10中实施将标准基板60与标准掩模装置15a组合的组合工序。例如,在第11蒸镀室11中,使用掩模支架3将标准掩模装置15a设置于蒸镀源6的上方。另外,使用基板支架2使标准基板60的基板110与标准掩模装置15a的标准掩模50a相向。另外,使基板支架2在基板110的面方向上移动,调整基板110相对于标准掩模50a的位置。例如,按照标准掩模50a或框41的对准标记与基板110的对准标记68重合的方式使基板110在面方向上移动。
320.接着,可以实施使冷却板4朝向基板110移动、将冷却板4配置于基板110的第2面112侧的工序。另外,也可以实施将磁铁5配置于基板110的第2面112侧的工序。由此,能够利用磁力将标准掩模50a向基板110侧吸引。另外,也可以实施使用静电吸盘将标准掩模50a向
基板110侧吸引的工序。
321.将标准基板60与标准掩模装置15a组合的组合工序可以基于预先确定的设定来实施。作为条件的示例,可以举出下述示例。组合工序可以考虑任意1个设定,也可以考虑多个设定。
322.■
基板110的配置
323.■
磁力分布
324.■
静电力的分布
325.■
冷却板4的配置
326.基板110的配置是指例如基板110的面方向等基板110的姿势。在基板支架2包括安装在基板110的外缘的多个夹头的情况下,通过使各夹头独立地移动,能够设定基板110的姿势。
327.在基板110的第2面112侧配置有多个磁铁5的情况下,通过变更磁铁5的种类、配置,能够设定磁力分布。
328.冷却板4的配置是指例如冷却板4的面方向等冷却板4的姿势。
329.接着,实施使蒸镀材料7蒸发而飞向基板110的蒸镀工序。蒸镀材料7中穿过标准掩模50a的贯通孔56的一部分以对应于贯通孔56的图案附着于基板110的标准标记63上。由此,能够在基板110的标准标记区域62上形成第1有机层131。图15是示出经由标准掩模50a的贯通孔56在标准基板60的标准标记63上形成第1有机层131等第1蒸镀层130的情况的截面图。
330.接着,可以实施经由基板搬出室35将形成有第1蒸镀层130的基板110从制造装置1搬出到外部的搬出工序。基板110可以在第1蒸镀层130等基板110上的要素未被密封的状态下被搬出到制造装置1的外部。作为用于将基板110从制造装置1搬出到外部的机构,可以使用能够一边支承基板110一边移动的臂等。
331.接着,实施对从制造装置1搬出的基板110中的标准标记63与第1蒸镀层130的位置关系进行观察的观察工序。在本实施方式的观察工序中,使用光学显微镜从第1面111侧对形成有标准标记63和第1蒸镀层130的基板110进行观察。作为光学显微镜,可以使用sinto s
‑
precision株式会社制造的大型自动二维坐标测定机amic
‑
1710。使用光学显微镜的观察条件如下所述。
332.■
倍率:10倍~20倍
333.■
相机:2/3英寸黑白ccd相机
334.■
图像处理软件:3d
‑
sacm
335.需要说明的是,可以在搬出工序与观察工序之间实施其他工序。例如,可以实施使基板110在观察场所中移动的工序、对基板110实施用于提高观察效率的处理的工序等。
336.图16~图19分别是示出标准标记63与第1蒸镀层130的位置关系的观察结果的示例的俯视图。
337.在图16所示的示例中,第1蒸镀层130位于标准标记63的第1标记64的外缘的内侧。这种情况下,观察到包围第1蒸镀层130的外缘的第1标记64的外缘。另外,在图16所示的示例中,第1蒸镀层130位于标准标记63的第2标记65的外缘的外侧。这种情况下,观察不到第2标记65的外缘。
338.在图17所示的示例中,第1蒸镀层130的一部分位于标准标记63的第1标记64的外缘的外侧。这种情况下,观察不到第1标记64的外缘的一部分。另外,在图17所示的示例中,第1蒸镀层130位于标准标记63的第2标记65的外缘的外侧。这种情况下,观察不到第2标记65的外缘。
339.在图18所示的示例中,第1蒸镀层130的一部分位于标准标记63的第1标记64的外缘的外侧。这种情况下,观察不到第1标记64的外缘的一部分。另外,在图18所示的示例中,第1蒸镀层130的一部分位于标准标记63的第2标记65的外缘的内侧。这种情况下,观察到第2标记65的外缘的一部分。
340.在图19所示的示例中,第1蒸镀层130位于标准标记63的第1标记64的外缘的内侧。这种情况下,观察到包围第1蒸镀层130的外缘的第1标记64的外缘。另外,在图19所示的示例中,第1蒸镀层130的一部分位于标准标记63的第2标记65的外缘的内侧。这种情况下,观察到第2标记65的外缘的一部分。
341.接着,可以实施判定标准标记63与第1蒸镀层130的位置关系是否满足条件的判定工序。例如,判定工序可以包括判定是否满足下述条件(1)的第1判定工序。
342.(1)第1蒸镀层130的外缘位于标准标记63的第1标记64的外缘的内侧。
343.在图16~图19所示的示例中,图16和图19所示的示例满足条件(1)。在使用满足条件(1)的第1蒸镀室10制造有机器件100的情况下,能够抑制在基板110中相邻的2个像素等单元结构部分重叠。由此,例如在有机器件100为有机el显示装置的情况下,能够抑制在相邻的2个像素中产生混色。
344.判定工序可以包括判定是否满足下述条件(2)的第2判定工序。
345.(2)第1蒸镀层130的外缘位于第2标记65的外缘的外侧。
346.在图16~图19所示的示例中,图16和图17所示的示例满足条件(2)。在使用满足条件(2)的第1蒸镀室10制造有机器件100的情况下,能够抑制第1蒸镀层130在俯视时变得比第1电极层120中从绝缘层160露出的区域小。由此,例如在有机器件100为有机el显示装置的情况下,能够抑制像素的发光效率降低。
347.在判定工序中,在满足上述条件(1)的情况下,可以将为了形成第1蒸镀层130而使用的第1蒸镀室10判定为合格品。另外,在判定工序中,在满足上述条件(1)和(2)的情况下,可以将为了形成第1蒸镀层130而使用的第1蒸镀室10判定为合格品。另外,在判定工序中,在满足上述条件(2)的情况下,可以将为了形成第1蒸镀层130而使用的第1蒸镀室10判定为合格品。
348.另外,可以基于图16~图19所示出的观察结果,更详细地评价标准标记63与第1蒸镀层130的位置关系。例如,可以评价第1蒸镀层130相对于标准标记63的偏移量、方向等。由此,能够更详细地获知第1蒸镀室10的状态。
349.判定工序可以对蒸镀第1蒸镀层130的基板110的每个区域实施基于上述条件(1)、(2)等的判定。例如,可以将基板110中的蒸镀第1蒸镀层130的区域在第1方向d1上进行m分割、在第2方向d2上进行n分割,在m
×
n个区域中实施判定工序。图20是示出对基板110的每个区域实施判定工序时的一例的俯视图。在图20所示的示例中,m=6、n=11。符号rk
‑
l表示在第1方向d1上第k个、在第2方向d2上第l个的区域。
350.在图20所示的示例中,符号a、b1、b2或c表示基板110的各区域rk
‑
l中的判定结果。
符号a表示如上述图16所示的示例那样满足了条件(1)、(2)两者。符号b1表示如上述图17所示的示例那样不满足条件(1)但满足了条件(2)。符号b2表示如上述图18所示的示例那样不满足条件(1)、(2)两者。符号c表示如上述图19所示的示例那样满足了条件(1)但不满足条件(2)。
351.根据图20所示的示例,能够更详细地获知第1蒸镀室10在每个区域的状态。另外,在基板110的各区域rk
‑
l中,可以评价第1蒸镀层130相对于标准标记63的偏移量、方向等。由此,能够更详细地获知第1蒸镀室10的各区域的状态。
352.接着,可以实施调整工序,基于通过观察工序得到的标准标记63与第1蒸镀层130的位置关系的信息,调整将标准基板60与标准掩模装置15a组合的组合工序的设定。例如,可以基于位置关系的信息,调整基板110的配置、磁铁5的磁力分布、静电吸盘的静电力的分布、冷却板4的配置等设定。然后,可以在调整后的第1蒸镀室10中实施上述蒸镀工序、观察工序和判定工序,确认调整后的第1蒸镀室10满足上述条件(1)、(2)。在调整工序中经调整的设定也可以在使用电极基板105和掩模装置15的有机器件100的制造方法中被采用。
353.使用标准基板60和标准掩模装置15a的上述蒸镀工序、观察工序、判定工序、调整工序等可以在将新制造的制造装置1交付给顾客时的评价方法中实施。或者,上述蒸镀工序、观察工序、判定工序、调整工序等也可以在已交付给顾客的制造装置1的维护方法中实施。
354.根据本实施方式,通过使用标准基板60和标准掩模装置15a实施蒸镀工序,能够分别地评价制造装置1所包含的各第1蒸镀室10的特性。因此,在由制造装置1制造的有机器件100不满足所期望的规格的情况下,容易确定原因。另外,基于评价结果,能够分别地保证制造装置1所包含的各第1蒸镀室10。
355.通过实施上述评价方法或维护方法,能够得到具备满足判定工序的条件的第1蒸镀室10的制造装置1。例如,能够得到具备被证明满足上述条件(1)“第1蒸镀层130的外缘位于标准标记63的第1标记64的外缘的内侧”的第1蒸镀室10的制造装置1。另外,通过在满足判定工序的条件的第1蒸镀室10中使用掩模装置15在电极基板105上形成第1蒸镀层130,从而能够提高有机器件100中的第1蒸镀层130的位置和尺寸的精度。由此,能够降低有机器件100的不合格率、或者提高有机器件100的特性。
356.需要说明的是,可以对上述的一个实施方式施加各种变更。以下,根据需要参照附图对其他实施方式进行说明。在以下的说明和以下的说明所使用的附图中,对于可与上述的一个实施方式同样地构成的部分,使用与对上述的一个实施方式中的对应的部分所使用的符号相同的符号,并省略重复的说明。另外,在上述的一个实施方式中得到的作用效果在其他实施方式中显然也能得到的情况下,有时省略其说明。
357.图21是示出标准掩模装置15a的一例的俯视图。如图21所示,标准掩模装置15a可以包括端部标准掩模50b,该端部标准掩模50b在第2方向d2上比标准掩模50a更接近框41的第1边411、第2边412,且具有与标准掩模50a不同的宽度。在图21所示的示例中,端部标准掩模50b的宽度小于标准掩模50a的宽度。与标准掩模50a同样地,端部标准掩模50b可以包含沿第1方向d1排列的2个以上的标准区域58。通过使标准掩模装置15a包含端部标准掩模50b,能够将标准掩模装置15a的标准区域58的存在范围扩大至框41的开口43的区域中更接近第1边411的区域。由此,能够扩大与标准掩模装置15a的标准区域58的存在范围对应地确
定的标准基板60的标准标记区域62的存在范围r1。因此,能够在更广的区域实施第1蒸镀室10的评价。
358.图22是示出标准掩模装置15a的一例的俯视图。另外,图23是将图22的标准掩模50a的中间部52a放大显示的俯视图。与为了制造有机器件100而使用的掩模50同样地,标准掩模50a可以具备包含多个贯通孔56的有效区域53。这种情况下,标准区域58可以位于有效区域53周围的周围区域54。例如如图23所示,标准区域58可以位于周围区域54中沿第1方向d1观察时不与有效区域53重叠、且沿第2方向d2观察时不与有效区域53重叠的区域。需要说明的是,在标准区域58位于周围区域54的情况下,如图22所示,标准掩模装置15a可以不包括在俯视时与周围区域54重叠并且沿第2方向d2延伸的上述支承部件。
359.图24是示出标准掩模50a的中间部52a的一例的俯视图。如图24所示,标准区域58可以位于周围区域54中沿第1方向d1观察时与有效区域53重叠、且沿第2方向d2观察时不与有效区域53的区域。
360.图25是示出标准掩模50a的中间部52a的一例的俯视图。如图25所示,标准掩模50a可以包含位于端区域502、且沿第1方向d1排列的2个以上的标准区域58。这种情况下,标准掩模50a可以包含也可以不包含位于中央区域501、且沿第1方向d1排列的2个以上的标准区域58。
361.图26是示出标准掩模50a的中间部52a的一例的俯视图。如图26所示,标准掩模50a的端区域502可以包含非贯通区域57。例如,贯通孔56可以不位于端区域502中沿第2方向d2观察时与中央区域501的1个标准区域58重叠的区域。
362.图27是示出标准基板60的标准标记区域62的一例的俯视图。如图27所示,标准标记区域62的第1标记64可以包括扩展至被第1外缘641所包围的区域的层。第1标记64的层可以为具有遮光性的遮光层。
363.图28是示出标准基板60的标准标记区域62的一例的俯视图。如图28所示,标准标记区域62的第2标记65可以包括扩展至被第2外缘651所包围的区域的层。这种情况下,第1标记64可以包括扩展至第1外缘641与第2外缘651之间的层。例如,第1标记64可以包括扩展至被第1外缘641所包围的区域的层,第2标记65可以包括位于第1标记64的层上、且扩展至被第2外缘651所包围的区域的层。第1标记64的层可以为具有遮光性的遮光层。另外,第2标记65的层可以为具有遮光性的遮光层。
364.图29是示出标准基板60的标准标记区域62的一例的俯视图。如图29所示,标准标记区域62可以具备包含正交的2个线状要素643的第1标记64。这种情况下,如图29中虚线所示,第1标记64的第1外缘641可以由与线状要素643的端部644相接并且与线状要素643正交的假想直线来确定。
365.图30和图31是示出观察标准基板60的第1标记64上的第1蒸镀层130的工序的一例的截面图。在图30和图31所示的示例中,标准标记区域62的第1标记64可以为具有遮光性的遮光层。
366.如图30和图31所示,观察第1蒸镀层130的观察工序可以包括下述工序:从标准基板60的面中与第1标记64的遮光层和第1蒸镀层130相反一侧的面侧、即从第2面112侧朝向第1标记64照射光l1,观察是否产生来自第1蒸镀层130的激发光l2。在第1蒸镀层130包含荧光材料的情况下,对第1蒸镀层130照射光时,从第1蒸镀层130产生激发光。因此,如图31所
示,在第1蒸镀层130的外缘在俯视时位于比第1标记64的第1外缘641更靠外侧的位置的情况下,容易从第1蒸镀层130产生激发光l2。另一方面,如图30所示,在第1蒸镀层130的外缘在俯视时位于比第1标记64的第1外缘641更靠内侧的位置的情况下,难以从第1蒸镀层130产生激发光l2。因此,通过观察是否产生激发光l2,能够得到与第1蒸镀层130的外缘在俯视时是否位于比第1标记64的第1外缘641更靠内侧的位置相关的信息。
367.在观察第1蒸镀层130的观察工序中,可以计算出标准基板60的基板110上的坐标系中的第1蒸镀层130的绝对位置。这种情况下,通过第1蒸镀室10的评价方法得到的信息可以包括:与标准基板60的基板110上的坐标系中的第1蒸镀层130的绝对位置相关的信息、以及与第1蒸镀层130相对于标准基板60的标准标记63的相对位置相关的信息这两者,也可以仅包含任一者。
368.对计算标准基板60的基板110上的坐标系中的第1蒸镀层130的绝对位置的方法的一例进行说明。例如,在如上所述标准基板60包含对准标记68的情况下,可以将对准标记68作为基准来计算出标准基板60的基板110上的坐标系中的第1标记64、第2标记65等标准标记63的坐标。这种情况下,基于与标准标记63的坐标相关的信息、以及与第1蒸镀层130相对于标准标记63的相对位置偏移相关的信息,能够得到与标准基板60的基板110上的坐标系中的第1蒸镀层130的绝对位置相关的信息。作为测定标准标记63的坐标的装置,可以与上述观察工序的情况下同样地使用sinto s
‑
precision株式会社制造的大型自动二维坐标测定机amic
‑
1710。
369.在标准基板60包含对准标记68的情况下,可以基于与标准基板60的基板110上的坐标系中的第1蒸镀层130的绝对位置相关的信息来实施上述判定工序。例如,可以基于第1蒸镀层130的中心的坐标是否在规定的范围内来实施判定工序。另外,可以基于第1蒸镀层130的外缘的坐标是否在规定的范围内来实施判定工序。这些情况下,可以说基于由对准标记68规定的标准基板60的基板110上的坐标系与第1蒸镀层130的关系来实施判定工序。另外,可以说观察工序是观察对准标记68与第1蒸镀层130的位置关系。因此,可以说对准标记68作为标准基板60的标准标记发挥功能。这种情况下,作为标准标记发挥功能的对准标记68的数目也可以少于形成在基板110上的第1蒸镀层130。
370.在上述实施方式中,示出了标准掩模50a的贯通孔56的排列方向与标准掩模50a的长度方向即第1方向d1平行、或者与标准掩模50a的宽度方向即第2方向d2平行的示例。例如,示出了标准掩模50a的贯通孔56沿第1方向d1和第2方向d2排列的示例。但是,不限于此,标准掩模50a的标准区域58的贯通孔56的排列方向也可以与第1方向d1和第2方向d2不同。例如如图32所示,标准掩模50a的贯通孔56的排列方向可以为与第1方向d1和第2方向d2不同的第3方向d3和第4方向d4。在图32所示的示例中,符号p3表示标准区域58的贯通孔56在第3方向d3上的排列周期,符号p4表示标准区域58的贯通孔56在第4方向d4上的排列周期。
371.另外,位于端区域502的贯通孔56的排列方向可以与第1方向d1和第2方向d2不同。例如如图32所示,标准掩模50a的贯通孔56的排列方向可以为与第1方向d1和第2方向d2不同的第3方向d3和第4方向d4。在图32所示的示例中,符号p5表示端区域502的贯通孔56在第3方向d3上的排列周期,符号p4表示端区域502的贯通孔56在第4方向d4上的排列周期。端区域502的贯通孔56的排列周期p5和排列周期p6可以与中央区域501的贯通孔56的排列周期p3或排列周期p4相同,也可以不同。
372.如图32所示,位于中央区域501的标准区域58可以包含非贯通区域57,该非贯通区域57位于贯通孔56的周围、且具有在俯视时比贯通孔56的排列周期大的尺寸。例如,标准区域58的非贯通区域57在第3方向d3上的尺寸e1可以大于贯通孔56在第3方向d3上的排列周期p3。另外,标准区域58的非贯通区域57在第4方向d4上的尺寸e2可以大于贯通孔56在第4方向d4上的排列周期p4。由此,在观察工序中,容易将由通过标准区域58的贯通孔56附着于标准基板60上的蒸镀材料构成的第1蒸镀层130与由通过其他贯通孔56附着于标准基板60上的蒸镀材料构成的第1蒸镀层130相区分。
373.接着,对第2实施方式进行说明。第2实施方式具备与掩模支承体40相关的特征。
374.框等支承掩模的掩模支承体产生变形时,固定于掩模支承体的掩模的位置会发生变化。要求抑制掩模支承体产生变形。
375.第2实施方式的在对掩模施加张力的状态下支承掩模的掩模支承体可以具备:包括开口的框、以及位于开口且与框连接的横条。框可以包括:框第1面,掩模被固定于该框第1面;框第2面,位于框第1面的相反侧;内侧面,位于框第1面与框第2面之间,且连接有横条;以及外侧面,位于内侧面的相反侧。横条可以包括:横条第1面,位于框第1面侧;横条第2面,位于横条第1面的相反侧;以及横条侧面,位于横条第1面与横条第2面之间。框第1面与横条第1面可以连续。
376.根据第2实施方式,能够抑制掩模支承体产生变形。
377.第2实施方式的第1方式涉及一种掩模支承体,其是在对掩模施加张力的状态下支承上述掩模的掩模支承体,其中,
378.该掩模支承体具备:包括开口的框、以及位于上述开口且与上述框连接的横条,
379.上述框包括:框第1面,上述掩模被固定于该框第1面;框第2面,位于上述框第1面的相反侧;内侧面,位于上述框第1面与上述框第2面之间,且连接有上述横条;以及外侧面,位于上述内侧面的相反侧,
380.上述横条包括:横条第1面,位于上述框第1面侧;横条第2面,位于上述横条第1面的相反侧;以及横条侧面,位于上述横条第1面与上述横条第2面之间,
381.上述框第1面与上述横条第1面连续。
382.第2实施方式的第2方式中,在上述第1方式的掩模支承体中,上述框第1面与上述横条第1面可以位于同一平面上。
383.第2实施方式的第3方式中,在上述第1方式或上述第2方式的各掩模支承体中,在沿着上述框第1面的法线方向观察上述掩模支承体时,上述内侧面与上述横条侧面可以经由具有第1曲率半径的第1连接部进行连接。
384.第2实施方式的第4方式中,在上述第1方式至上述第3方式的各掩模支承体中,上述内侧面与上述横条第2面可以经由具有第2曲率半径的第2连接部进行连接。
385.第2实施方式的第5方式中,在上述第1方式至上述第4方式的各掩模支承体中,上述框可以包括:沿第1方向延伸的一对第1边、以及沿与上述第1方向交叉的第2方向延伸的一对第2边。上述掩模可以固定于上述第2边。上述横条可以包括与上述第1边连接的第1横条。
386.第2实施方式的第6方式中,在上述第1方式至上述第4方式的各掩模支承体中,上述框可以包括:沿第1方向延伸的一对第1边、以及沿与上述第1方向交叉的第2方向延伸的
一对第2边。上述掩模可以固定于上述第2边。
387.上述横条可以包括与上述第2边连接的第2横条。
388.第2实施方式的第7方式中,在上述第1方式至上述第4方式的各掩模支承体中,上述框可以包括:沿第1方向延伸的一对第1边、以及沿与上述第1方向交叉的第2方向延伸的一对第2边。上述掩模可以固定于上述第2边。上述横条可以包括:与上述第1边连接的第1横条、以及与上述第2边连接的第2横条。在沿着上述框第1面的法线方向观察上述掩模支承体时,上述第1横条的横条侧面与上述第2横条的横条侧面可以经由具有第3曲率半径的第3连接部进行连接。
389.第2实施方式的第8方式中,在上述第1方式至上述第7方式的各掩模支承体中,上述横条第1面中的上述横条的宽度大于上述横条第2面中的上述横条的宽度。
390.第2实施方式的第9方式中,在上述第1方式至上述第8方式的各掩模支承体中,上述横条可以包括上述横条的宽度随着在上述横条的厚度方向上越接近上述横条第2面而越减小的部分。
391.第2实施方式的第10方式中,在上述第1方式至上述第9方式的各掩模支承体中,上述内侧面可以包括随着在上述框的厚度方向上越接近上述框第2面而在俯视时越远离上述开口的中心的部分。
392.第2实施方式的第11方式中,在上述第1方式至上述第10方式的各掩模支承体中,上述框的厚度可以为5mm以上40mm以下。
393.第2实施方式的第12方式中,在上述第1方式至上述第11方式的各掩模支承体中,上述横条的厚度可以为50μm以上1000μm以下。
394.第2实施方式的第13方式中,在上述第1方式至上述第12方式的各掩模支承体中,上述横条的厚度可以小于上述框的厚度。
395.第2实施方式的第14方式中,在上述第1方式至上述第13方式的各掩模支承体中,上述横条的厚度相对于上述框的厚度的比例可以为0.85以下。
396.第2实施方式的第15方式中,在上述第1方式至上述第14方式的各掩模支承体中,上述横条的宽度可以为1mm以上100mm以下。
397.第2实施方式的第16方式涉及一种掩模支承体的制造方法,其是上述第1方式至上述第15方式中任一方式的掩模支承体的制造方法,其具备下述工序:准备工序,准备包括第1面和位于上述第1面的相反侧的第2面的板;以及加工工序,通过从上述第2面侧对沿着上述第2面的法线方向观察上述板时的上述板的中央区域进行加工,从而形成上述横条。
398.第2实施方式的第17方式涉及一种掩模装置,其具备:上述第1方式至上述第15方式中任一方式的掩模支承体;以及包含贯通孔、且固定于上述掩模支承体的上述框第1面的掩模。
399.第2实施方式的第18方式涉及上述第17方式的掩模装置,上述掩模支承体可以具备由上述横条划分的2个以上的开口。上述掩模可以包含2个以上的有效区域。上述有效区域可以包含规则排列的贯通孔的组。在俯视时,2个以上的上述有效区域可以与1个上述开口重叠。
400.第2实施方式的第19方式涉及一种有机器件的制造方法,其具备蒸镀工序,该蒸镀工序中,通过经由上述第17方式或上述第18方式的各掩模装置的上述掩模的上述贯通孔使
有机材料蒸镀于基板,在上述基板上形成蒸镀层。
401.第2实施方式的第20方式涉及一种有机器件,其具备通过上述第19方式的有机器件的制造方法的上述蒸镀工序形成在上述基板上的上述蒸镀层。
402.以下,参照附图对第2实施方式进行详细说明。需要说明的是,以下所示的方式为第2实施方式的一例,第2实施方式并不仅限于这些方式来解释。在以下的说明和以下的说明所使用的附图中,对于可与上述实施方式同样地构成的部分,使用与对上述实施方式中的对应的部分所使用的符号相同的符号。省略重复的说明。另外,在上述实施方式中得到的作用效果在下述实施方式中显然也能得到的情况下,有时省略其说明。
403.图33是示出从掩模50的第1面551侧观察掩模装置15时的俯视图。在图33中,符号l1表示掩模50在第1方向d1上的尺寸、即掩模50的长度。尺寸l1例如可以为150mm以上,可以为300mm以上,可以为450mm以上,可以为600mm以上。尺寸l1例如可以为750mm以下,可以为1000mm以下,可以为1500mm以下,可以为2000mm以下。尺寸l1的范围可以由150mm、300mm、450mm和600mm所组成的第1组和/或750mm、1000mm、1500mm和2000mm所组成的第2组来规定。尺寸l1的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。尺寸l1的范围可以由上述第1组所包含的值中的任意2个的组合来规定。尺寸l1的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为150mm以上2000mm以下,可以为150mm以上1500mm以下,可以为150mm以上1000mm以下,可以为150mm以上750mm以下,可以为150mm以上600mm以下,可以为150mm以上450mm以下,可以为150mm以上300mm以下,可以为300mm以上2000mm以下,可以为300mm以上1500mm以下,可以为300mm以上1000mm以下,可以为300mm以上750mm以下,可以为300mm以上600mm以下,可以为300mm以上450mm以下,可以为450mm以上2000mm以下,可以为450mm以上1500mm以下,可以为450mm以上1000mm以下,可以为450mm以上750mm以下,可以为450mm以上600mm以下,可以为600mm以上2000mm以下,可以为600mm以上1500mm以下,可以为600mm以上1000mm以下,可以为600mm以上750mm以下,可以为750mm以上2000mm以下,可以为750mm以上1500mm以下,可以为750mm以上1000mm以下,可以为1000mm以上2000mm以下,可以为1000mm以上1500mm以下,可以为1500mm以上2000mm以下。
404.在图33中,符号wa1表示掩模50在第2方向d2上的尺寸、即掩模50的宽度。尺寸wa1例如可以为50mm以上,可以为100mm以上,可以为150mm以上,可以为200mm以上。尺寸wa1例如可以为250mm以下,可以为300mm以下,可以为350mm以下,可以为400mm以下。尺寸wa1的范围可以由50mm、100mm、150mm和200mm所组成的第1组和/或250mm、300mm、350mm和400mm所组成的第2组来规定。尺寸wa1的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。尺寸wa1的范围可以由上述第1组所包含的值中的任意2个的组合来规定。尺寸wa1的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为50mm以上400mm以下,可以为50mm以上350mm以下,可以为50mm以上300mm以下,可以为50mm以上250mm以下,可以为50mm以上200mm以下,可以为50mm以上150mm以下,可以为50mm以上100mm以下,可以为100mm以上400mm以下,可以为100mm以上350mm以下,可以为100mm以上300mm以下,可以为100mm以上250mm以下,可以为100mm以上200mm以下,可以为100mm以上150mm以下,可以为150mm以上400mm以下,可以为150mm以上350mm以下,可以为150mm以上300mm以下,可以为150mm以上250mm以下,可以为150mm以上200mm以下,可以为
200mm以上400mm以下,可以为200mm以上350mm以下,可以为200mm以上300mm以下,可以为200mm以上250mm以下,可以为250mm以上400mm以下,可以为250mm以上350mm以下,可以为250mm以上300mm以下,可以为300mm以上400mm以下,可以为300mm以上350mm以下,可以为350mm以上400mm以下。
405.对掩模支承体40进行说明。图34是示出从图33的掩模装置15去除掩模50后的状态的图。掩模支承体40除了具备包括开口43的框41以外,还可以具备与框41连接的横条42。横条42可以按照横切开口43的方式延伸。横条42在后述蒸镀工序时可以位于掩模50中在俯视时与开口43重叠的区域的下方。横条42可以在蒸镀工序时从下方支承掩模50。由此,能够抑制掩模50因自重而挠曲。
406.对框41、横条42以及开口43进行说明。首先,对框41进行说明。
407.如图33和图34所示,框41可以包括隔着开口43而相向的一对第1边411、以及隔着开口43而相向的一对第2边412。第1边411和第2边412沿不同的方向延伸。例如,如图33所示,第1边411可以沿掩模50的长度方向即第1方向d1延伸,第2边412可以沿与第1方向d1正交的第2方向d2延伸。如图33所示,掩模50的端部51可以固定于第2边412。另外,固定有掩模50的第2边412可以比第1边411长。框41的开口43可以被一对第1边411和一对第2边412包围。
408.在图34中,符号l21表示框41的开口43在第1方向d1上的尺寸。符号l22表示框41的开口43在第2方向d2上的尺寸。l22/l21例如可以为0.6以上,可以为0.8以上,可以为1.0以上,可以为1.2以上。l22/l21例如可以为1.4以下,可以为1.6以下,可以为1.8以下,可以为2.0以下。l22/l21的范围可以由0.6、0.8、1.0和1.2所组成的第1组和/或1.4、1.6、1.8和2.0所组成的第2组来规定。l22/l21的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。l22/l21的范围可以由上述第1组所包含的值中的任意2个的组合来规定。l22/l21的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为0.6以上2.0以下,可以为0.6以上1.8以下,可以为0.6以上1.6以下,可以为0.6以上1.4以下,可以为0.6以上1.2以下,可以为0.6以上1.0以下,可以为0.6以上0.8以下,可以为0.8以上2.0以下,可以为0.8以上1.8以下,可以为0.8以上1.6以下,可以为0.8以上1.4以下,可以为0.8以上1.2以下,可以为0.8以上1.0以下,可以为1.0以上2.0以下,可以为1.0以上1.8以下,可以为1.0以上1.6以下,可以为1.0以上1.4以下,可以为1.0以上1.2以下,可以为1.2以上2.0以下,可以为1.2以上1.8以下,可以为1.2以上1.6以下,可以为1.2以上1.4以下,可以为1.4以上2.0以下,可以为1.4以上1.8以下,可以为1.4以上1.6以下,可以为1.6以上2.0以下,可以为1.6以上1.8以下,可以为1.8以上2.0以下。
409.开口43在第1方向d1上的尺寸l21例如可以为150mm以上,可以为300mm以上,可以为450mm以上,可以为600mm以上。尺寸l21例如可以为750mm以下,可以为1000mm以下,可以为1500mm以下,可以为2000mm以下。尺寸l21的范围可以由150mm、300mm、450mm和600mm所组成的第1组和/或750mm、1000mm、1500mm和2000mm所组成的第2组来规定。尺寸l21的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。尺寸l21的范围可以由上述第1组所包含的值中的任意2个的组合来规定。尺寸l21的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为150mm以上2000mm以下,可以为150mm以上1500mm以下,可以为150mm以上1000mm以下,可以为150mm以上750mm
以下,可以为150mm以上600mm以下,可以为150mm以上450mm以下,可以为150mm以上300mm以下,可以为300mm以上2000mm以下,可以为300mm以上1500mm以下,可以为300mm以上1000mm以下,可以为300mm以上750mm以下,可以为300mm以上600mm以下,可以为300mm以上450mm以下,可以为450mm以上2000mm以下,可以为450mm以上1500mm以下,可以为450mm以上1000mm以下,可以为450mm以上750mm以下,可以为450mm以上600mm以下,可以为600mm以上2000mm以下,可以为600mm以上1500mm以下,可以为600mm以上1000mm以下,可以为600mm以上750mm以下,可以为750mm以上2000mm以下,可以为750mm以上1500mm以下,可以为750mm以上1000mm以下,可以为1000mm以上2000mm以下,可以为1000mm以上1500mm以下,可以为1500mm以上2000mm以下。
410.开口43在第2方向d2上的尺寸l22例如可以为600mm以上,可以为800mm以上,可以为1000mm以上,可以为1200mm以上。尺寸l22例如可以为1400mm以下,可以为1600mm以下,可以为1800mm以下,可以为2000mm以下。尺寸l22的范围可以由600mm、800mm、1000mm和1200mm所组成的第1组和/或1400mm、1600mm、1800mm和2000mm所组成的第2组来规定。尺寸l22的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。尺寸l22的范围可以由上述第1组所包含的值中的任意2个的组合来规定。尺寸l22的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为600mm以上2000mm以下,可以为600mm以上1800mm以下,可以为600mm以上1600mm以下,可以为600mm以上1400mm以下,可以为600mm以上1200mm以下,可以为600mm以上1000mm以下,可以为600mm以上800mm以下,可以为800mm以上2000mm以下,可以为800mm以上1800mm以下,可以为800mm以上1600mm以下,可以为800mm以上1400mm以下,可以为800mm以上1200mm以下,可以为800mm以上1000mm以下,可以为1000mm以上2000mm以下,可以为1000mm以上1800mm以下,可以为1000mm以上1600mm以下,可以为1000mm以上1400mm以下,可以为1000mm以上1200mm以下,可以为1200mm以上2000mm以下,可以为1200mm以上1800mm以下,可以为1200mm以上1600mm以下,可以为1200mm以上1400mm以下,可以为1400mm以上2000mm以下,可以为1400mm以上1800mm以下,可以为1400mm以上1600mm以下,可以为1600mm以上2000mm以下,可以为1600mm以上1800mm以下,可以为1800mm以上2000mm以下。
411.图35是沿图33的掩模装置15的xxxv
‑
xxxv线的截面图。图36是沿图33的掩模装置15的xxxvi
‑
xxxvi线的截面图。如图35和图36所示,框41可以包括:位于上述框第1面41a与框第2面41b之间、且面向开口43的内侧面41e;以及位于内侧面41e的相反侧的外侧面41f。如图35和图36所示,内侧面41e和外侧面41f可以沿框第1面41a的法线方向展开。
412.对横条42进行说明。横条42是与框41的内侧面41e连接、且在俯视时横切开口43的区域。如图33和图34所示,横条42可以包括与框41的第1边411的内侧面41e连接的第1横条421。第1横条421可以沿第2方向d2延伸。例如,第1边411可以包括在俯视时沿第2方向d2延伸的一对横条侧面42c,横条侧面42c可以与框41的第1边411的内侧面41e连接。可以沿第1方向d1排列多个第1横条421。第1边411的长度可以与框41的开口43在第2方向d2上的尺寸l22相同。
413.如图35和图36所示,第1横条421可以包括:位于框第1面41a侧的横条第1面42a、以及位于横条第1面42a的相反侧的横条第2面42b。横条第1面42a可以与掩模50的第2面552相接。第1横条421能够抑制掩模50因自重而挠曲。
414.参照图37a和图38a对框41与横条42之间的边界的结构进行说明。图37a是将图34中标注有符号xxxviia的由虚线包围的范围中的掩模支承体40的一例放大显示的俯视图。图38a是沿图37a的掩模支承体40的xxxviiia
‑
xxxviiia线的截面图。
415.如图37a和图38a所示,在框41与横条42之间的边界,框41的框第1面41a与横条42的横条第1面42a可以连续。例如,框41和横条42均可以通过对1个板进行机械加工来制作。这种情况下,通过对板进行加工使得框41的框第1面41a和横条42的横条第1面42a由板的1个面构成,能够形成连续的框第1面41a和横条第1面42a。
416.框41的框第1面41a与横条42的横条第1面42a是否连续可以通过框第1面41a与横条第1面42a在框41与横条42之间的边界的周围是否位于同一平面上来判断。具体而言,在框41与横条42之间的边界的周围区域测定框第1面41a和框第2面41b在框第1面41a的法线方向上的位置。边界的周围区域是框第1面41a和框第2面41b中以图37a中所示的连接点42e为中心的半径s1的范围内的区域。在边界的周围区域在框第1面41a的法线方向上的位置为平均值
±
第1阈值的范围内的情况下,判断为框第1面41a与横条第1面42a位于同一平面上。第1阈值例如为0.5mm。
417.上述连接点42e为横条42的端42d的中心点。端42d定义为连接有横条42的框41的内侧面41e在俯视时的延长线与横条42相交的部分。在图37a所示的示例中,端42d是在俯视时沿第1方向d1延伸的第1边411的内侧面41e的延长线与沿第2方向d2延伸的第1横条421相交的部分。另外,连接点42e是端42d在内侧面41e延伸的第1方向d1上的中心点。上述半径s1例如为2.5mm。
418.作为测定框第1面41a的法线方向上的框第1面41a和框第2面41b的位置的测定器,可以利用keyence公司制造的激光位移计lk
‑
g85。lk
‑
g85的测定条件如下所述。
419.■
测定间隔:100μm
420.在通过对1个板进行机械加工来制作框41和横条42的情况下,可以在框41与横条42连接的连接部产生由加工引起的形状。如图37a所示,掩模支承体40包括在俯视时连接框41的内侧面41e与横条42的横条侧面42c的第1连接部42f。图37b是将第1连接部42f放大显示的俯视图。例如,在进行使用切削工具的加工的情况下,第1连接部42f可以包含过渡部42fa。过渡部42fa是由内侧面41e的延长线h1和横条侧面42c的延长线h2划分出的掩模支承体40的部分。第1连接部42f包含过渡部42fa时的掩模支承体40的刚性大于第1连接部42f不包含过渡部42fa时的掩模支承体40的刚性。即,过渡部42fa能够提高掩模支承体40的刚性。
421.过渡部42fa可以具备具有第1曲率半径s2的弯曲部。第1曲率半径s2例如可以为1.0mm以上,可以为1.5mm以上,可以为2.0mm以上。第1曲率半径s2例如可以为3.0mm以下,可以为4.0mm以下,可以为5.0mm以下。第1曲率半径s2的范围可以由1.0mm、1.5mm和2.0mm所组成的第1组和/或3.0mm、4.0mm和5.0mm所组成的第2组来规定。第1曲率半径s2的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。第1曲率半径s2的范围可以由上述第1组所包含的值中的任意2个的组合来规定。第1曲率半径s2的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为1.0mm以上5.0mm以下,可以为1.0mm以上4.0mm以下,可以为1.0mm以上3.0mm以下,可以为1.0mm以上2.0mm以下,可以为1.0mm以上1.5mm以下,可以为1.5mm以上5.0mm以下,可以为1.5mm以上4.0mm以下,可以为1.5mm以上3.0mm以下,可以为1.5mm以上2.0mm以下,可以为2.0mm以上
5.0mm以下,可以为2.0mm以上4.0mm以下,可以为2.0mm以上3.0mm以下,可以为3.0mm以上5.0mm以下,可以为3.0mm以上4.0mm以下,可以为4.0mm以上5.0mm以下。作为测定第1曲率半径s2的测定器,可以利用sinto s
‑
precision制amic
‑
1710。
422.虽未图示,但内侧面41e与横条侧面42c也可以不经由弯曲部而连接。
423.如图38a所示,在纵截面图中,掩模支承体40包括连接框41的内侧面41e与横条42的横条第2面42b的第2连接部42g。图38b是将第2连接部42g放大显示的截面图。例如,在进行使用切削工具的加工的情况下,第2连接部42g可以包含过渡部42ga。过渡部42ga是由内侧面41e的延长线h3和横条第2面42b的延长线h4划分出的掩模支承体40的部分。第2连接部42g包含过渡部42ga时的掩模支承体40的刚性大于第2连接部42g不包含过渡部42ga时的掩模支承体40的刚性。即,过渡部42ga能够提高掩模支承体40的刚性。
424.过渡部42ga可以具有第2曲率半径s3。第2曲率半径s3例如可以为1.0mm以上,可以为1.5mm以上,可以为2.0mm以上。第2曲率半径s3例如可以为3.0mm以下,可以为4.0mm以下,可以为5.0mm以下。第2曲率半径s3的范围可以由1.0mm、1.5mm和2.0mm所组成的第1组和/或3.0mm、4.0mm和5.0mm所组成的第2组来规定。第2曲率半径s3的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。第2曲率半径s3的范围可以由上述第1组所包含的值中的任意2个的组合来规定。第2曲率半径s3的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为1.0mm以上5.0mm以下,可以为1.0mm以上4.0mm以下,可以为1.0mm以上3.0mm以下,可以为1.0mm以上2.0mm以下,可以为1.0mm以上1.5mm以下,可以为1.5mm以上5.0mm以下,可以为1.5mm以上4.0mm以下,可以为1.5mm以上3.0mm以下,可以为1.5mm以上2.0mm以下,可以为2.0mm以上5.0mm以下,可以为2.0mm以上4.0mm以下,可以为2.0mm以上3.0mm以下,可以为3.0mm以上5.0mm以下,可以为3.0mm以上4.0mm以下,可以为4.0mm以上5.0mm以下。作为测定第2曲率半径s3的测定器,可以利用sinto s
‑
precision制amic
‑
1710。
425.虽未图示,但内侧面41e与横条第2面42b也可以不经由弯曲部而连接。
426.对开口43进行说明。由于横条42以横切开口43的方式延伸,因此在俯视时,开口43被划分成2个以上的区域。例如如图34所示,开口43包括2个以上的第1开口43a。2个以上的第1开口43a沿第1方向d1排列。
427.如图34所示,第1开口43a的轮廓可以包括:沿第1方向d1延伸的一对第1缘431、以及沿第2方向d2延伸的一对第2缘432。一对第1缘431中的至少1个可以由第1边411的内侧面41e构成。一对第1缘431可以均由第1边411的内侧面41e构成。第2缘432可以由第2边412的内侧面41e或第1横条421的横条侧面42c构成。
428.第1开口43a可以在俯视时与掩模50的有效区域53重叠。例如如图33所示,在掩模装置15的状态下,在俯视时,沿第2方向d2排列的2个以上的有效区域53可以与1个第1开口43a重叠。2个以上的掩模50的有效区域53可以与1个第1开口43a重叠。
429.框41的厚度t2例如可以为5mm以上,可以为10mm以上,可以为15mm以上,可以为20mm以上。框41的厚度t2例如可以为25mm以下,可以为30mm以下,可以为35mm以下,可以为40mm以下。框41的厚度t2的范围可以由5mm、10mm、15mm和20mm所组成的第1组和/或25mm、30mm、35mm和40mm所组成的第2组来规定。框41的厚度t2的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。框41的厚度t2的范围
可以由上述第1组所包含的值中的任意2个的组合来规定。框41的厚度t2的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为5mm以上40mm以下,可以为5mm以上35mm以下,可以为5mm以上30mm以下,可以为5mm以上25mm以下,可以为5mm以上20mm以下,可以为5mm以上15mm以下,可以为5mm以上10mm以下,可以为10mm以上40mm以下,可以为10mm以上35mm以下,可以为10mm以上30mm以下,可以为10mm以上25mm以下,可以为10mm以上20mm以下,可以为10mm以上15mm以下,可以为15mm以上40mm以下,可以为15mm以上35mm以下,可以为15mm以上30mm以下,可以为15mm以上25mm以下,可以为15mm以上20mm以下,可以为20mm以上40mm以下,可以为20mm以上35mm以下,可以为20mm以上30mm以下,可以为20mm以上25mm以下,可以为25mm以上40mm以下,可以为25mm以上35mm以下,可以为25mm以上30mm以下,可以为30mm以上40mm以下,可以为30mm以上35mm以下,可以为35mm以上40mm以下。
430.通过使框41的厚度t2为5mm以上,能够抑制框41产生挠曲等变形。另外,通过使框41的厚度t2为40mm以下,能够抑制框41的重量变得过大。由此,能够提高掩模支承体40的处理性。例如,可以使用小型升降机来搬运掩模支承体40。
431.横条42的厚度t3例如可以为50μm以上,可以为100μm以上,可以为200μm以上,可以为300μm以上。横条42的厚度t3例如可以为500μm以下,可以为700μm以下,可以为1mm以下,可以为10mm以下。横条42的厚度t3的范围可以由50μm、100μm、200μm和300μm所组成的第1组和/或500μm、700μm、1mm和10mm所组成的第2组来规定。横条42的厚度t3的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。横条42的厚度t3的范围可以由上述第1组所包含的值中的任意2个的组合来规定。横条42的厚度t3的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为50μm以上10mm以下,可以为50μm以上1mm以下,可以为50μm以上700μm以下,可以为50μm以上500μm以下,可以为50μm以上300μm以下,可以为50μm以上200μm以下,可以为50μm以上100μm以下,可以为100μm以上10mm以下,可以为100μm以上1mm以下,可以为100μm以上700μm以下,可以为100μm以上500μm以下,可以为100μm以上300μm以下,可以为100μm以上200μm以下,可以为200μm以上10mm以下,可以为200μm以上1mm以下,可以为200μm以上700μm以下,可以为200μm以上500μm以下,可以为200μm以上300μm以下,可以为300μm以上10mm以下,可以为300μm以上1mm以下,可以为300μm以上700μm以下,可以为300μm以上500μm以下,可以为500μm以上10mm以下,可以为500μm以上1mm以下,可以为500μm以上700μm以下,可以为700μm以上10mm以下,可以为700μm以上1mm以下,可以为1mm以上10mm以下。
432.横条42的厚度t3可以小于框41的厚度t2。横条42越厚,在蒸镀工序中附着于横条42的蒸镀材料的量越增加。通过使横条42的厚度t3小于框41的厚度t2,能够抑制横条42对蒸镀的妨碍。因此,从蒸镀效率的观点出发,优选横条42的厚度t3小。
433.另一方面,横条42的厚度t3越大,横条42的刚性越高。本实施方式中,框41与横条42构成为一体。因此,横条42的刚性的增加抑制框41的变形。但是,横条42的厚度t3越大,横条42的重量越大。横条42的重量的增加导致框41朝向内侧变形。这是因为框41被作用于横条42的重力所牵拉。内侧是指从框41朝向开口43的中心的方向。在为了抑制框41的变形而增大横条42的厚度t3的情况下,优选不仅考虑横条42的刚性,还考虑因横条42的重量的增加所引起的框41的变形。
434.如后述实施例中所示,框41的变形量可以具有由与横条42的厚度t3的关系决定的
极小值。框41的变形量为极小值时,基于横条42的刚性的框41的变形抑制量与基于横条42的自重的框41的变形量平衡。也将框41的变形量为极小值时的厚度t3称为转换厚度。在厚度t3为转换厚度以下的情况下,横条42的厚度t3越大,框41的变形量越小。另一方面,在厚度t3大于转换厚度的情况下,横条42的厚度t3越大,框41的变形量越大。
435.也将框41的变形量为极小值时的厚度t3相对于厚度t2的比例称为转换比例。转换比例可以存在于0<t3/t2<1的范围。
436.t3/t2例如可以为0.1以上,可以为0.2以上,可以为0.3以上,可以为0.4以上。t3/t2例如可以为0.5以下,可以为0.6以下,可以为0.7以下,可以为0.85以下。t3/t2的范围可以由0.1、0.2、0.3和0.4所组成的第1组和/或0.5、0.6、0.7和0.85所组成的第2组来规定。t3/t2的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。t3/t2的范围可以由上述第1组所包含的值中的任意2个的组合来规定。t3/t2的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为0.1以上0.85以下,可以为0.1以上0.7以下,可以为0.1以上0.6以下,可以为0.1以上0.5以下,可以为0.1以上0.4以下,可以为0.1以上0.3以下,可以为0.1以上0.2以下,可以为0.2以上0.85以下,可以为0.2以上0.7以下,可以为0.2以上0.6以下,可以为0.2以上0.5以下,可以为0.2以上0.4以下,可以为0.2以上0.3以下,可以为0.3以上0.85以下,可以为0.3以上0.7以下,可以为0.3以上0.6以下,可以为0.3以上0.5以下,可以为0.3以上0.4以下,可以为0.4以上0.85以下,可以为0.4以上0.7以下,可以为0.4以上0.6以下,可以为0.4以上0.5以下,可以为0.5以上0.85以下,可以为0.5以上0.7以下,可以为0.5以上0.6以下,可以为0.6以上0.85以下,可以为0.6以上0.7以下,可以为0.7以上0.85以下。
437.作为测定金属板55的厚度t、框41的厚度t2和横条42的厚度t3的方法,采用接触式的测定方法。作为接触式的测定方法,使用具备滚珠衬套导向式柱塞的heidenhain公司制造的长度计heidenhaim
‑
metro的“mt271”。
438.对制造上述掩模装置15的方法进行说明。首先,对制造掩模支承体40的方法的一例进行说明。
439.首先,如图39所示,可以准备包括第1面47a和位于第1面47a的相反侧的第2面47b的板47。作为板47的材料,可以利用与掩模50的金属板55相同的材料。例如,作为板47的材料,可以利用包含镍的铁合金。板47的厚度t0为框41的厚度t2以上。板47的厚度t0可以与框41的厚度t2相同。在图39中,标注有符号42d的点表示上述框41与横条42连接的端42d出现的位置。
440.接着,可以实施使用切削工具或加工机从第2面47b侧对板47中的比作为端42d的位置更靠内侧的位置的中央区域47d进行加工的加工工序。如图40所示,加工工序可以包括第1加工工序,该第1加工工序中,将板47加工至中央区域47d的厚度t4为上述横条42的厚度t3为止。图41是示出从第2面47b侧观察图40所示的板47时的俯视图。作为用于实施第1加工工序的切削工具,可以利用钻头、车刀、铣刀、立铣刀等。作为加工机所实施的加工方法,可以采用激光加工、水等离子体加工、线切割加工等。
441.加工工序可以包括第2加工工序,该第2加工工序中,通过使用切削工具或加工机从第2面47b侧局部地对中央区域47d进行加工,从而在中央区域47d局部地形成从第2面47b至第1面47a的开口。这种情况下,中央区域47d中未形成开口而残留的区域构成上述横条4。
作为用于实施第2加工工序的切削工具,可以利用钻头、车刀、铣刀、立铣刀等。作为加工机所实施的加工方法,可以采用激光加工、水等离子体加工、线切割加工等。
442.这样,如图34所示,能够制造具备框41和横条42的掩模支承体40。第2加工工序可以在第1加工工序后实施。或者,第2加工工序也可以在第1加工工序前实施。
443.接着,可以实施将掩模50固定于框41的第2边412的固定工序。例如,可以在第1方向d1上对掩模50施加张力tx的状态下将掩模50的端部51固定于第2边412的框第1面41a。作为将掩模50固定于框41的方法,例如可以使用焊接法。在焊接法中,也可以利用激光。激光可以对端部51进行照射。照射了激光的端部51熔融,由此可以将端部51焊接到第2边412的框第1面41a。这样,如图33所示,能够制造具备掩模支承体40和掩模50的掩模装置15。
444.在本公开的方式中,如上所述,通过对1个板47进行机械加工而制作了掩模支承体40。因此,掩模支承体40的框41和横条42构成为一体。因此,与框41和横条42为分开的部件的情况相比,能够提高掩模支承体40在横条42延伸的方向上的刚性。例如,在横条42包括沿第2方向d2延伸的第1横条421的情况下,能够提高掩模支承体40在第2方向d2上的刚性。因此,例如,能够抑制由于掩模支承体40从掩模50受到的力而使掩模支承体40的框41在第2方向d2上变形。由此,能够抑制固定于框41的掩模50的贯通孔56的位置从设计位置偏移。设计位置是指贯通孔56的理想位置。
445.图42是示出与基板110组合的状态的掩模装置15的掩模50的一部分的截面图。根据本公开的方式,能够抑制掩模50的贯通孔56的位置从设计位置偏移。因此,能够提高由经由贯通孔56蒸镀到基板110上的蒸镀材料构成的第1蒸镀层130的位置精度。
446.对第1蒸镀层130的位置精度高的优点的示例进行说明。如图42所示,在有机器件100具备绝缘层160的情况下,绝缘层160在基板110的面方向上的尺寸可以基于蒸镀工序中的第1蒸镀层130的位置精度来设定。例如,第1蒸镀层130的位置精度越高,绝缘层160的尺寸可以设定得越小。在有机器件100的像素密度恒定的情况下,绝缘层160的尺寸越小,越能够增大第1电极层120、第1蒸镀层130的面积。由此,能够提高有机器件100的驱动效率,能够延长有机器件100的寿命。
447.在框41的框第1面41a与横条42的横条第1面42a位于同一平面上的情况下,认为还具有容易控制由横条42从下方支承的掩模50的面相对于框41的框第1面41a的位置的优点。由此,如图42所示,在蒸镀工序,容易控制掩模50的第1面551与基板110的第1面111之间的距离z1。因此,例如,容易抑制或调整蒸镀工序中的阴影。
448.接着,将如本实施方式这样框41和第1横条421构成为一体的情况与如上述图13a那样第1横条421由与框41不同的部件构成的情况进行比较。
449.图43是将图13a的掩模装置15沿第2方向d2切断时的截面图。图13a的掩模装置15的第1横条421通过焊接固定于框41的第1边411的框第1面41a侧。因此,与图33的第1横条421相比,图13a的第1横条421对掩模支承体40在第2方向d2上的刚性的贡献小。
450.另外,由于图13a的第1横条421是与框41不同的部件,因此在框41的框第1面41a的法线方向上,有时在框第1面41a与第1横条421的横条第1面42a之间产生偏移。
451.与此相对,在图33的掩模装置15中,由于框41与横条42构成为一体,因此能够有效提高掩模支承体40在横条42延伸的方向上的刚性。另外,由于框41的框第1面41a与横条42的横条第1面42a位于同一平面上,因此容易控制掩模50的面相对于框41的框第1面41a的位
置。
452.可以对上述第2实施方式进行各种变更。以下,根据需要参照附图对其他实施方式进行说明。在以下的说明和以下的说明所使用的附图中,对于可与上述实施方式同样地构成的部分,使用与对上述实施方式中的对应的部分所使用的符号相同的符号。省略重复的说明。另外,在上述实施方式中得到的作用效果在下述实施方式中显然也能得到的情况下,有时省略其说明。
453.图44是示出从掩模50的第1面551侧观察掩模装置15的一例时的俯视图。图45是示出从图44的掩模装置15去除掩模50后的状态的图。横条42可以包括与框41的第2边412的内侧面41e连接的第2横条422。第2横条422可以沿第1方向d1延伸。例如,第2横条422可以包括在俯视时沿第1方向d1延伸的一对横条侧面42c,横条侧面42c可以与框41的第2边412的内侧面41e连接。可以沿第2方向d2排列多个第2横条422。第2横条422的长度可以与框41在第1方向d1上的开口43的尺寸l21相同。
454.图46是沿图44的掩模装置15的xxxxvi
‑
xxxxvi线的截面图。图47是沿图44的掩模装置15的xxxxvii
‑
xxxxvii线的截面图。第2横条422可以在俯视时与在第2方向d2上相邻的2个掩模50的间隙重叠。通过设置第2横条422,能够抑制从2个掩模50之间的间隙通过的蒸镀材料附着于基板110。
455.第2横条422的横条第1面42a可以与掩模50的第2面552相接。与上述第1边411同样地,第2横条422也能够抑制掩模50因自重而挠曲。
456.参照图48a和图49a对框41的第2边412与横条42的第2横条422之间的边界的结构进行说明。图48a是将图45中标注有符号xxxxviiia的由虚线包围的范围中的掩模支承体40的一例放大显示的俯视图。图49a是沿图48a的掩模支承体40的xxxxixa
‑
xxxxixa线的截面图。
457.如图48a和图49a所示,在框41与横条42之间的边界,框41的框第1面41a与横条42的横条第1面42a可以连续。例如,与第1边411的情况相同,在框41的第2边412与横条42的第2横条422之间的边界的周围,框第1面41a与横条第1面42a可以位于同一平面上。
458.如图48a所示,掩模支承体40包括在俯视时连接框41的第2边412的内侧面41e与横条42的第2横条422的横条侧面42c的第1连接部42f。图48b是将第1连接部42f放大显示的俯视图。例如,在进行使用切削工具的加工的情况下,与上述一个实施方式同样地,第1连接部42f可以包含过渡部42fa。过渡部42fa可以具备具有第1曲率半径s2的弯曲部。
459.如图49a所示,在纵截面图中,掩模支承体40包括连接框41的第2边412的内侧面41e与横条42的第2横条422的横条第2面42b的第2连接部42g。图49b是将第2连接部42g放大显示的截面图。例如,在进行使用切削工具的加工的情况下,与上述一个实施方式同样地,第2连接部42g可以包含过渡部42ga。过渡部42ga可以具备具有第2曲率半径s3的弯曲部。
460.对开口43进行说明。由于横条42以横切开口43的方式延伸,因此在俯视时,开口43被划分成2个以上的区域。例如如图45所示,开口43包括2个以上的第2开口43b。2个以上的第2开口43b沿第2方向d2。
461.如图45所示,第2开口43b的轮廓可以包括:沿第1方向d1延伸的一对第1缘431、以及沿第2方向d2延伸的一对第2缘432。第1缘431可以由第1边411的内侧面41e或第2横条422的横条侧面42c构成。一对第2缘432中的至少1个可以由第2边412的内侧面41e构成。一对第
2缘432可以均由第2边412的内侧面41e构成。
462.第2开口43b可以在俯视时与掩模50的有效区域53重叠。在掩模装置15的状态下,在俯视时,沿第1方向d1排列的2个以上的有效区域53可以与1个第2开口43b重叠。1个掩模50的2个以上的有效区域53可以与1个第2开口43b重叠。
463.与上述第2实施方式的掩模支承体40同样地,图44~图49b所示的掩模支承体40也可以通过对1个板进行机械加工来制作。因此,掩模支承体40的框41与横条42构成为一体。因此,与框41和横条42为分开的部件的情况相比,能够提高掩模支承体40在横条42延伸的方向上的刚性。例如,在横条42包括沿第1方向d1延伸的第2横条422的情况下,能够提高掩模支承体40在第1方向d1上的刚性。因此,例如,能够抑制由于掩模支承体40从掩模50受到的力而使掩模支承体40的框41在第1方向d1上变形。由此,能够抑制固定于框41的掩模50的贯通孔56的位置从设计位置偏移。
464.另外,在框41的第2边412的框第1面41a与横条42的第2横条422的横条第1面42a位于同一平面上的情况下,容易控制由横条42从下方支承的掩模50的面相对于框41的框第1面41a的位置。由此,容易控制掩模50的第1面551与基板110的第1面111之间的距离z1。因此,例如容易抑制或调整蒸镀工序中的阴影。
465.与上述一个实施方式同样地,横条42的厚度t3可以小于框41的厚度t2。t3/t2例如可以为0.1以上,可以为0.2以上,可以为0.3以上,可以为0.4以上。t3/t2例如可以为0.5以下,可以为0.6以下,可以为0.7以下,可以为0.85以下。t3/t2的范围可以由0.1、0.2、0.3和0.4所组成的第1组和/或0.5、0.6、0.7和0.85所组成的第2组来规定。t3/t2的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。t3/t2的范围可以由上述第1组所包含的值中的任意2个的组合来规定。t3/t2的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为0.1以上0.85以下,可以为0.1以上0.7以下,可以为0.1以上0.6以下,可以为0.1以上0.5以下,可以为0.1以上0.4以下,可以为0.1以上0.3以下,可以为0.1以上0.2以下,可以为0.2以上0.85以下,可以为0.2以上0.7以下,可以为0.2以上0.6以下,可以为0.2以上0.5以下,可以为0.2以上0.4以下,可以为0.2以上0.3以下,可以为0.3以上0.85以下,可以为0.3以上0.7以下,可以为0.3以上0.6以下,可以为0.3以上0.5以下,可以为0.3以上0.4以下,可以为0.4以上0.85以下,可以为0.4以上0.7以下,可以为0.4以上0.6以下,可以为0.4以上0.5以下,可以为0.5以上0.85以下,可以为0.5以上0.7以下,可以为0.5以上0.6以下,可以为0.6以上0.85以下,可以为0.6以上0.7以下,可以为0.7以上0.85以下。
466.参照图50~图53对掩模装置15的其他例进行说明。此处,对掩模装置15具备由与框41分开的部件构成的第2横条422的情况进行说明。
467.图50是示出掩模装置15的一例的俯视图。图51是示出从图50的掩模装置15去除掩模50后的状态的俯视图。图52是沿图50的掩模装置15的xxxxxii
‑
xxxxxii线的截面图。图50~图52的掩模装置15的第2横条422通过焊接固定于框41的第2边412的框第1面41a侧。因此,相较于与框41构成为一体的上述横条42,图50~图52的第2横条422对掩模支承体40在第1方向d1上的刚性的贡献小。
468.另外,在图50~图52的第2横条422通过焊接固定于框41的第2边412的情况下,有时第2横条422的焊接区域与掩模50重叠。图53是将第2横条422的焊接区域42x及其周围放
大显示的截面图。如图53所示,在第2横条422的焊接区域42x比框41的框第1面41a更向上方隆起的情况下,掩模50的一部分被焊接区域42x向上方挤压。这种情况下,如图53所示,可能容易在掩模50的第2面552与第2横条422的横条第1面42a之间产生间隙。
469.与此相对,在图44~图49b所示的示例中,由于框41与横条42构成为一体,因此能够有效提高掩模支承体40在横条42延伸的方向上的刚性。另外,由于框41的框第1面41a与横条42的横条第1面42a位于同一平面上,因此容易控制掩模50的面相对于框41的框第1面41a的位置。
470.参照图54~图60对掩模装置15的掩模支承体40具备上述第1横条421和第2横条422两者的示例进行说明。
471.图54是示出掩模装置15的一例的俯视图。图55是示出从图54的掩模装置15去除掩模50后的状态的俯视图。横条42可以包括与框41的第1边411连接的第1横条421、以及与框41的第2边412连接的第2横条422。第1横条421可以从一个第1边411沿第2方向d2延伸至另一个第1边411。第2横条422可以从一个第2边412沿第1方向d1延伸至另一个第2边412。
472.图56是沿图54的掩模装置15的xxxxxvi
‑
xxxxxvi线的截面图。图57是沿图54的掩模装置15的xxxxxvii
‑
xxxxxvii线的截面图。第1横条421和第2横条422可以与掩模50的第2面552相接。
473.在框41与横条42之间的边界,框41的框第1面41a与横条42的横条第1面42a可以连续。框41的第1边411与横条42的第1横条421之间的边界的结构与图37a和图38a所示的上述实施方式的情况相同,因此省略说明。框41的第2边412与横条42的第2横条422之间的边界的结构与图48a和图49a所示的上述实施方式的情况相同,因此省略说明。
474.参照图58a对横条42的第1横条421与第2横条422之间的连接部的结构进行说明。图58a是将图55中标注有符号xxxxxviiia的由虚线包围的范围中的掩模支承体40的一例放大显示的俯视图。
475.第1横条421的横条第1面42a与第2横条422的横条第1面42a可以位于同一平面上。例如,如图58a所示,在以第1横条421与第2横条422的交点42i为中心的半径s4的范围内的区域中,横条第1面42a在法线方向上的位置在平均值
±
第2阈值的范围内。第2阈值例如为0.5μm。半径s4例如为10mm。
476.如图58a所示,掩模支承体40包括在俯视时连接框41的第1横条421的横条侧面42c与第2横条422的横条侧面42c的第3连接部42h。图58b是将第3连接部42h放大显示的俯视图。例如,在进行使用切削工具的加工的情况下,第3连接部42h可以包含过渡部42ha。过渡部42ha是由第1横条421的横条侧面42c的延长线h5和第2横条422的横条侧面42c的延长线h6划分出的横条42的部分。第3连接部42h包含过渡部42ha时的横条42的刚性大于第3连接部42h不包含过渡部42ha时的横条42的刚性。即,过渡部42ha能够提高横条42的刚性。
477.过渡部42ha可以具备具有第3曲率半径s5的弯曲部。第3曲率半径s5例如可以为10μm以上,可以为100μm以上,可以为1mm以上,可以为2mm以上。第3曲率半径s5例如可以为3mm以下,可以为5mm以下,可以为10mm以下,可以为20mm以下。第3曲率半径s5的范围可以由10μm、100μm、1mm和2mm所组成的第1组和/或3mm、5mm、10mm和20mm所组成的第2组来规定。第3曲率半径s5的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。第3曲率半径s5的范围可以由上述第1组所包含的值中的任意2个的组
合来规定。第3曲率半径s5的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为10μm以上20mm以下,可以为10μm以上10mm以下,可以为10μm以上5mm以下,可以为10μm以上3mm以下,可以为10μm以上2mm以下,可以为10μm以上1mm以下,可以为10μm以上100μm以下,可以为100μm以上20mm以下,可以为100μm以上10mm以下,可以为100μm以上5mm以下,可以为100μm以上3mm以下,可以为100μm以上2mm以下,可以为100μm以上1mm以下,可以为1mm以上20mm以下,可以为1mm以上10mm以下,可以为1mm以上5mm以下,可以为1mm以上3mm以下,可以为1mm以上2mm以下,可以为2mm以上20mm以下,可以为2mm以上10mm以下,可以为2mm以上5mm以下,可以为2mm以上3mm以下,可以为3mm以上20mm以下,可以为3mm以上10mm以下,可以为3mm以上5mm以下,可以为5mm以上20mm以下,可以为5mm以上10mm以下,可以为10mm以上20mm以下。作为测定第3曲率半径s3的测定器,可以利用sinto s
‑
precision制造的amic
‑
1710。
478.对开口43进行说明。在本实施方式中,在俯视时,开口43也被横条42划分成2个以上的区域。例如如图55所示,开口43包括多个第3开口43c。多个第3开口43c沿第1方向d1和第2方向d2排列。
479.如图55所示,第3开口43c的轮廓可以包括沿第1方向d1延伸的一对第1缘431、以及沿第2方向d2延伸的一对第2缘432。一对第1缘431均可以由第2横条422的横条侧面42c构成。一对第2缘432均可以由第1横条421的横条侧面42c构成。
480.第3开口43c可以在俯视时与掩模50的有效区域53重叠。在掩模装置15的状态下,在俯视时,1个有效区域53可以与1个第3开口43c重叠。在俯视时,2个以上的有效区域53可以与1个第3开口43c重叠。例如,沿第1方向d1排列的2个以上的有效区域53可以与1个第3开口43c重叠。例如,沿第2方向d2排列的2个以上的有效区域53可以与1个第3开口43c重叠。
481.与图1~图42和图44~图49a所示的上述方式的掩模支承体40同样地,图54~图58a所示的掩模支承体40也可以通过对1个板进行机械加工来制作。因此,掩模支承体40的框41与横条42构成为一体。因此,相较于框41与横条42为分开的部件的情况,能够提高掩模支承体40在横条42延伸的方向上的刚性。例如,在横条42包括沿第1方向d1延伸的第2横条422和沿第2方向d2延伸的第1横条421的情况下,能够提高掩模支承体40在第1方向d1和第2方向d2上的刚性。因此,例如,能够抑制由于掩模支承体40从掩模50受到的力而使掩模支承体40的框41在第1方向d1和第2方向d2上变形。由此,能够抑制固定于框41的掩模50的贯通孔56的位置从设计位置偏移。
482.另外,由于通过对1个板进行机械加工来制作掩模支承体40,因此横条42的第1横条421的横条第1面42a与第2横条422的横条第1面42a能够连续。例如,第1横条421的横条第1面42a与第2横条422的横条第1面42a能够位于同一平面上。因此,容易控制由横条42从下方支承的掩模50的面相对于框41的框第1面41a的位置。由此,容易控制掩模50的第1面551与基板110的第1面111之间的距离z1。因此,例如,容易抑制或调整蒸镀工序中的阴影。
483.与上述一个实施方式同样地,横条42的厚度t3可以小于框41的厚度t2。t3/t2例如可以为0.1以上,可以为0.2以上,可以为0.3以上,可以为0.4以上。t3/t2例如可以为0.5以下,可以为0.6以下,可以为0.7以下,可以为0.85以下。t3/t2的范围可以由0.1、0.2、0.3和0.4所组成的第1组和/或0.5、0.6、0.7和0.85所组成的第2组来规定。t3/t2的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。t3/
t2的范围可以由上述第1组所包含的值中的任意2个的组合来规定。t3/t2的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为0.1以上0.85以下,可以为0.1以上0.7以下,可以为0.1以上0.6以下,可以为0.1以上0.5以下,可以为0.1以上0.4以下,可以为0.1以上0.3以下,可以为0.1以上0.2以下,可以为0.2以上0.85以下,可以为0.2以上0.7以下,可以为0.2以上0.6以下,可以为0.2以上0.5以下,可以为0.2以上0.4以下,可以为0.2以上0.3以下,可以为0.3以上0.85以下,可以为0.3以上0.7以下,可以为0.3以上0.6以下,可以为0.3以上0.5以下,可以为0.3以上0.4以下,可以为0.4以上0.85以下,可以为0.4以上0.7以下,可以为0.4以上0.6以下,可以为0.4以上0.5以下,可以为0.5以上0.85以下,可以为0.5以上0.7以下,可以为0.5以上0.6以下,可以为0.6以上0.85以下,可以为0.6以上0.7以下,可以为0.7以上0.85以下。
484.参照图59~图62对掩模装置15的其他例进行说明。此处,对掩模装置15具备由与框41分开的部件构成的第1横条421和第2横条422的情况进行说明。
485.图59和图60均是示出具备由与框41分开的部件构成的第1横条421和第2横条422的掩模支承体40的俯视图。在图59所示的示例中,第1横条421位于框41的框第1面41a与第2横条422之间。在图60所示的示例中,第2横条422位于框41的框第1面41a与第1横条421之间。
486.图61是示出将具备图59所示的掩模支承体40的掩模装置15沿图59的xxxxxxi
‑
xxxxxxi线切断时的截面图。在图59和图61所示的方式中,第2横条422位于第1横条421与掩模50的第2面552之间。这种情况下,掩模50在第2方向d2上的端与第2横条422接触,因此从下方受到支承,但第2方向d2上的掩模50的中央部没有任何接触。因此,认为掩模50沿着掩模50的宽度方向即第2方向d2产生挠曲。
487.图62是示出将具备图60所示的掩模支承体40的掩模装置15沿图60的xxxxxxii
‑
xxxxxxii线切断时的截面图。在图60和图62所示的方式中,第1横条421位于第2横条422与掩模50的第2面552之间。因此,会产生在第2方向d2上相邻的2个掩模50之间的间隙、和在第2横条422之间在掩模50的厚度方向上与第1横条421的厚度相当的间隙。
488.与此相对,在图54~图58b所示的示例中,框41与横条42构成为一体。因此,能够有效地提高掩模支承体40在横条42延伸的方向上的刚性。另外,横条42的第1横条421与第2横条422构成为一体。因此,第1横条421的横条第1面42a与第2横条422的横条第1面42a能够位于同一平面上。由此,能够抑制在横条42的第1横条421和第2横条422与掩模50的第2面552之间产生间隙。因此,能够利用横条42从下方有效地支承掩模50。另外,能够抑制蒸镀材料进入掩模50的第2面552与横条42之间的间隙。
489.图63是示出将掩模装置15的一例沿第2方向d2切断时的截面图。如图63所示,横条42的第2横条422可以包括横条42的宽度wa3随着在横条42的厚度方向上越接近横条第2面42b而越减小的部分。另外,横条42在横条第1面42a中的宽度wa31可以大于横条42在横条第2面42b中的宽度wa32。
490.通过使横条42的宽度wa3随着在横条42的厚度方向上越接近横条第2面42b而越减小,能够抑制在蒸镀工序时蒸镀材料附着于横条42。另外,通过使横条42在横条第1面42a中的宽度wa31大,能够提高横条42的刚性。因此,根据图63所示的方式,例如,能够在维持横条42的刚性的同时抑制在蒸镀工序时蒸镀材料附着于横条42。
491.图64是示出将掩模装置15的一例沿第1方向d1切断时的截面图。如图64所示,横条42的第1横条421可以包括横条42的宽度wa3随着在横条42的厚度方向上越接近横条第2面42b而越减小的部分。横条42在横条第1面42a中的宽度wa31可以大于横条42在横条第2面42b中的宽度wa32。
492.根据图64所示的方式,与图63所示的方式时同样地,能够在维持横条42的刚性的同时抑制在蒸镀工序时蒸镀材料附着于横条42。
493.如图65所示,框41的第1边411可以包括框第3面41h,该框第3面41h在框41的厚度方向上位于框第1面41a与框第2面41b之间、且在俯视时位于比框第1面41a更靠外侧的位置。另外,第1边411的内侧面41e可以包括随着在框41的厚度方向上越接近框第2面41b而越向外侧位移的倾斜面41g。“外侧”是指在俯视时远离框41的开口43的中心点的一侧。
494.通过使第1边411的内侧面41e包含倾斜面41g,能够抑制在蒸镀工序时蒸镀材料附着于第1边411的内侧面41e。
495.如图66所示,框41的第2边412可以包括框第3面41h,该框第3面41h在框41的厚度方向上位于框第1面41a与框第2面41b之间、且在俯视时位于比框第1面41a更靠外侧的位置。第2边412的内侧面41e可以包括随着在框41的厚度方向上越接近框第2面41b而越向外侧位移的倾斜面41g。
496.通过使第2边412的内侧面41e包含倾斜面41g,与图65所示的第1边411的情况相同,能够抑制在蒸镀工序时蒸镀材料附着于第1边411的内侧面41e。
497.图67是示出标准掩模装置15a的一例的俯视图。标准掩模装置15a可以具备框41与横条42构成为一体的上述掩模支承体40。
498.标准掩模装置15a用于评价第1蒸镀室10的特性。因此,对标准掩模装置15a的构成要素要求高精度。如上所述,相较于框41与横条42为分开的部件的情况,包括构成为一体的框41和横条42的掩模支承体40在横条42延伸的方向上具有高刚性。因此,能够抑制由于掩模支承体40从标准掩模50a受到的力而使掩模支承体40的框41在第2方向d2上变形。由此,能够抑制标准掩模50a的贯通孔56的位置从设计位置偏移。因此,能够更准确地评价第1蒸镀室10的特性。
499.在框41的框第1面41a与横条42的横条第1面42a位于同一平面上的情况下,容易控制由横条42从下方支承的标准掩模50a的面相对于框41的框第1面41a的位置。由此,在蒸镀工序中,容易控制掩模50的第1面551与基板110的第1面111之间的距离z1。因此,例如,容易抑制或调整蒸镀工序中的阴影。因此,能够更准确地评价第1蒸镀室10的特性。
500.在图67所示的示例中,标准掩模装置15a的掩模支承体40的横条42包括与第1边411的内侧面41e连接的第1横条421。虽未图示,但标准掩模装置15a的掩模支承体40的横条42可以包括与第2边412的内侧面41e连接的第2横条422。虽未图示,但标准掩模装置15a的掩模支承体40的横条42可以包括与第1边411的内侧面41e连接的第1横条421、以及与第2边412的内侧面41e连接的第2横条422。
501.接着,通过实施例更具体地对第2实施方式进行说明,只要不超出其主旨,第2实施方式并不限定于下述实施例的记载。
502.通过模拟验证了框41产生的变形。
503.如图68所示,设计出具备框41和横条42的掩模支承体40。框41的框第1面41a与横
条42的横条第1面42a位于同一平面上。构成框41和横条42的材料为包含36重量%的镍的铁合金。框41和横条42的构成、尺寸等如下所述。
504.■
第1边411的长度l1:1105mm
505.■
第2边412的长度l2:1701mm
506.■
第1横条421的根数:7根
507.■
第1横条421的宽度wa5:3mm
508.■
第2横条422的根数:22根
509.■
第2横条422的宽度wa6:5.5mm
510.■
框41的厚度t2:30mm
511.■
横条42的厚度t3:0.0mm、1.7mm、4.4mm、7.0mm、9.7mm、12.3mm、15.0mm、20.0mm、25.0mm、30.0mm
512.通过模拟计算出如图68所示在第1方向d1上对第2边412施加力tx时在第2边412产生的变形量k。力tx相当于第2边412从掩模50受到的力。力tx设定为27n。作为模拟的软件,使用adinar&d公司制作的adina。将模拟的结果示于图69。
513.图70和图71中示出横条42的厚度t3与变形量k的关系。横轴是横条42的厚度t3相对于框41的厚度t2的比例。可预测框41的变形量k为极小值min时的比例t3/t2即极小比例为0.40以上0.60以下。
514.接着,对第3实施方式进行说明。第3实施方式具备与掩模50向掩模支承体40上的固定方法相关的特征。
515.第3实施方式的目的在于提供一种能够缩短掩模相对于框的对位所要的时间的掩模装置的制造方法及有机器件的制造方法。
516.第3实施方式的掩模装置的制造方法可以具备:框准备工序、掩模准备工序、配置工序、掩模对位工序以及接合工序。在框准备工序中,可以准备下述框,其具备:框第1面;位于框第1面的相反侧的框第2面;从框第1面贯通至框第2面的开口;在俯视时位于比开口更靠外侧的位置、且从框第1面朝向框第2面延伸的框壁面,该框壁面包括位于框第1面侧的第1壁面缘、以及位于框第2面侧的第2壁面缘;以及在俯视时从第2壁面缘沿上述框第2面向外侧延伸的框第3面。在掩模准备工序中,可以准备下述掩模,其具有:位于第2方向上的一个侧缘的第1掩模缘;位于上述第2方向上的另一个侧缘的第2掩模缘;位于与第2方向正交的第1方向上的两侧的一对端部;以及位于一对端部之间的贯通孔。在配置工序中,可以按照下述方式将掩模配置于框上,即,掩模的端部在俯视时与第1壁面缘重叠,并且第1壁面缘从掩模的第1掩模缘沿第2方向呈一条直线状延伸至第2掩模缘。在掩模对位工序中,可以在配置工序后,一边通过接合张力将掩模沿第1方向牵拉并且按压于框,一边相对于框进行对位。在接合工序中,可以在掩模对位工序后,一边通过上述接合张力将掩模沿上述第1方向牵拉并且按压于上述框,一边接合到框上。
517.第3实施方式的有机器件的制造方法可以具备:通过上述掩模装置的制造方法准备掩模装置的装置准备工序、密合工序以及蒸镀工序。在密合工序中,可以使掩模装置的掩模与基板密合。在蒸镀工序中,可以通过掩模的贯通孔使蒸镀材料蒸镀于基板上而形成蒸镀层。
518.第3实施方式的掩模装置可以具备框、以及设置于框上的掩模。框可以具有框第1
面;位于框第1面的相反侧的框第2面;从框第1面贯通至框第2面的开口;在俯视时位于比开口更靠外侧的位置且从框第1面朝向框第2面延伸的框壁面,该框壁面包括位于框第1面侧的第1壁面缘、以及位于框第2面侧的第2壁面缘;以及在俯视时从第2壁面缘沿框第2面向外侧延伸的框第3面。掩模可以具有:位于第2方向上的一个侧缘的第1掩模缘;位于上述第2方向上的另一个侧缘的第2掩模缘;位于与第2方向正交的第1方向上的两侧且与框第1面重叠的一对端部;以及位于一对端部之间的贯通孔。掩模具有位于第1方向上的两侧且比第1壁面缘更靠内侧的一对掩模端。第1壁面缘可以从掩模的第1掩模缘的延长线沿第1方向呈一条直线状延伸至第2掩模缘的延长线。
519.第3实施方式的掩模装置的中间体具备框、以及设置于框上的掩模。框可以具有:框第1面;位于框第1面的相反侧的框第2面;从框第1面贯通至框第2面的开口;在俯视时位于比开口更靠外侧的位置、且从框第1面朝向框第2面延伸的框壁面,该框壁面包括位于框第1面侧的第1壁面缘、以及位于框第2面侧的第2壁面缘;以及在俯视时从第2壁面缘沿框第2面向外侧延伸的框第3面。掩模可以具有:位于第2方向上的一个侧缘的第1掩模缘;位于上述第2方向上的另一个侧缘的第2掩模缘;位于与第2方向正交的第1方向上的两侧且与框第1面重叠的一对端部;以及位于一对端部之间的贯通孔。第1壁面缘可以在俯视时与掩模的端部重叠、且从掩模的第1掩模缘沿第1方向呈一条直线状延伸至第2掩模缘。
520.根据第3实施方式,能够缩短掩模相对于框的对位所要的时间。
521.第3实施方式的第1方式涉及一种掩模装置的制造方法,其具备下述工序:
522.框准备工序,准备下述框,该框具备:框第1面;位于上述框第1面的相反侧的框第2面;从上述框第1面贯通至上述框第2面的开口;在俯视时位于比上述开口更靠外侧的位置、且从上述框第1面朝向上述框第2面延伸的框壁面,该框壁面包括位于上述框第1面侧的第1壁面缘、以及位于上述框第2面侧的第2壁面缘;以及在俯视时从上述第2壁面缘沿上述框第2面向外侧延伸的框第3面;
523.掩模准备工序,准备下述掩模,该掩模具有:位于第2方向上的一个侧缘的第1掩模缘;位于上述第2方向上的另一个侧缘的第2掩模缘;位于与上述第2方向正交的第1方向上的两侧的一对端部;以及位于一对上述端部之间的贯通孔;
524.配置工序,按照下述方式将上述掩模配置于上述框上,即,上述掩模的上述端部在俯视时与上述第1壁面缘重叠,并且该第1壁面缘从上述掩模的上述第1掩模缘沿上述第2方向呈一条直线状延伸至上述第2掩模缘;
525.掩模对位工序,在上述配置工序后,一边通过接合张力将上述掩模沿上述第1方向牵拉并且按压于上述框,一边相对于上述框进行对位;以及
526.接合工序,在上述掩模对位工序后,一边通过上述接合张力将上述掩模沿上述第1方向牵拉并且按压于上述框,一边接合到上述框上。
527.第3实施方式的第2方式中,在上述第1方式的掩模装置的制造方法中,上述掩模对位工序可以具有第1确认工序,该第1确认工序中,一边对上述掩模赋予上述接合张力并且将上述掩模按压于上述框,一边确认上述贯通孔相对于上述框的位置。
528.第3实施方式的第3方式中,在上述第2方式的掩模装置的制造方法中,上述掩模对位工序可以具有移动工序,该移动工序中,一边基于上述第1确认工序中的上述贯通孔的位置确认结果对上述掩模赋予上述接合张力并且将上述掩模按压于上述框,一边使上述掩模
在由上述第2方向和上述第1方向划定的二维平面内的任一方向上移动。
529.第3实施方式的第4方式中,在上述第1方式至上述第3方式的各掩模装置的制造方法中,上述掩模对位工序可以具有第2确认工序,该第2确认工序中,在上述移动工序后,一边对上述掩模赋予接合张力并且将上述掩模按压于上述框,一边确认上述贯通孔相对于上述框的位置。
530.第3实施方式的第5方式中,在上述第1方式的掩模装置的制造方法中,上述掩模对位工序可以具有:第3确认工序,一边将上述掩模按压于上述框,一边确认上述贯通孔相对于上述框的位置;张力调整工序,基于上述第3确认工序中的上述贯通孔的位置确认结果,调整对上述掩模赋予的张力;第4确认工序,在上述张力调整工序后,一边对上述掩模赋予上述接合张力并且将上述掩模按压于上述框,一边确认上述贯通孔相对于上述框的位置。
531.第3实施方式的第6方式中,在上述第1方式至上述第5方式的各掩模装置的制造方法中,可以在上述接合工序后进一步具备将上述掩模的上述端部切断的切断工序。在上述接合工序中,可以形成从上述掩模的上述端部延伸至上述框的接合部。在上述切断工序中,可以在上述掩模的上述端部中比上述接合部更靠上述第1方向的外侧的位置将上述掩模切断,除去比切断位置更靠外侧的部分。
532.第3实施方式的第7方式中,在上述第6方式的掩模装置的制造方法中,可以在上述框的上述框第1面设置沿上述第2方向延伸的框槽。在上述切断工序中,可以沿上述框槽将上述掩模切断。
533.第3实施方式的第8方式中,在上述第1方式至上述第7方式的各掩模装置的制造方法中,在上述框上接合有沿上述第2方向排列的2个以上的上述掩模的情况下,上述框的上述第1壁面缘可以从一个上述掩模沿上述第2方向呈一条直线状延伸至另一个上述掩模。
534.第3实施方式的第9方式中,在上述第8方式的掩模装置的制造方法中,上述框的上述第1壁面缘可以从在上述第2方向上最靠一侧的位置的上述掩模沿上述第2方向呈一条直线状延伸至位于该掩模的最相反侧的上述掩模。
535.上述第1方式至上述第9方式可以分别是通过第1方式至第9方式的各掩模装置的制造方法制造的掩模装置。
536.第3实施方式的第10方式涉及一种有机器件的制造方法,其具备下述工序:
537.装置准备工序,通过上述第1方式至第9方式的各掩模装置的制造方法准备上述掩模装置;
538.密合工序,使上述掩模装置的上述掩模与基板密合;以及
539.蒸镀工序,通过上述掩模的上述贯通孔使蒸镀材料蒸镀于上述基板而形成蒸镀层。
540.作为第3实施方式的第11方式,在上述第10方式的有机器件的制造方法的上述密合工序中,上述基板可以从上方用静电吸盘来保持。
541.上述第10方式至上述第11方式可以分别是通过第10方式至第11方式的各有机器件的制造方法制造的有机器件。
542.第3实施方式的第12方式涉及一种掩模装置,其具备框以及设置于上述框上的掩模,
543.该框具有:框第1面;位于上述框第1面的相反侧的框第2面;从上述框第1面贯通至
上述框第2面的开口;在俯视时位于比上述开口更靠外侧的位置、且从上述框第1面朝向上述框第2面延伸的框壁面,该框壁面包括位于上述框第1面侧的第1壁面缘、以及位于上述框第2面侧的第2壁面缘;以及在俯视时从上述第2壁面缘沿上述框第2面向外侧延伸的框第3面,
544.该掩模具有:位于第2方向上的一个侧缘的第1掩模缘;位于上述第2方向上的另一个侧缘的第2掩模缘;位于与上述第2方向正交的第1方向上的两侧、且与上述框第1面重叠的一对端部;以及位于一对上述端部之间的贯通孔,
545.上述掩模具有位于上述第1方向上的两侧且比上述第1壁面缘更靠内侧的一对掩模端,
546.上述第1壁面缘从上述掩模的上述第1掩模缘的延长线沿上述第1方向呈一条直线状延伸至上述第2掩模缘的延长线。
547.第3实施方式的第13方式中,在上述第12方式的掩模装置中,可以具备沿上述第2方向排列的2个以上的上述掩模。上述第1壁面缘可以从上述掩模沿上述第2方向呈一条直线状延伸至另一个上述掩模。
548.第3实施方式的第14方式中,在上述第13方式的掩模装置中,上述第1壁面缘可以从在上述第2方向上最靠一侧的位置的上述掩模沿上述第2方向呈一条直线状延伸至位于该掩模的最相反侧的上述掩模。
549.第3实施方式的第15方式中,在上述第12方式至上述第14方式的各掩模装置中,可以在上述框的上述框第1面设置有沿上述第2方向延伸的框槽。
550.第3实施方式的第16方式涉及一种掩模装置的中间体,其具备框以及设置于上述框上的掩模,
551.该框具有:框第1面;位于上述框第1面的相反侧的框第2面;从上述框第1面贯通至上述框第2面的开口;在俯视时位于比上述开口更靠外侧的位置、且从上述框第1面朝向上述框第2面延伸的框壁面,该框壁面包括位于上述框第1面侧的第1壁面缘、以及位于上述框第2面侧的第2壁面缘;以及在俯视时从上述第2壁面缘沿上述框第2面向外侧延伸的框第3面,
552.该掩模具有:位于第2方向上的一个侧缘的第1掩模缘;位于上述第2方向上的另一个侧缘的第2掩模缘;位于与上述第2方向正交的第1方向上的两侧、且与上述框第1面重叠的一对端部;以及位于一对上述端部之间的贯通孔,
553.上述第1壁面缘在俯视时与上述掩模的上述端部重叠,并且从上述掩模的上述第1掩模缘沿上述第1方向呈一条直线状延伸至上述第2掩模缘。
554.以下,参照附图对第3实施方式进行详细说明。需要说明的是,以下所示的方式为第3实施方式的一例,第3实施方式并不仅限于这些方式来解释。在以下的说明和以下的说明所使用的附图中,对于可与上述实施方式同样地构成的部分,使用与对上述实施方式中的对应的部分所使用的符号相同的符号。省略重复的说明。另外,在上述实施方式中得到的作用效果在下述实施方式中显然也能得到的情况下,有时省略其说明。
555.在下述实施方式中,对掩模装置为具备掩模支承体40和掩模50的掩模装置15的示例进行说明。虽未图示,但掩模装置也可以为具备掩模支承体40和标准掩模50a的标准掩模装置15a。即,本实施方式的技术构思可以应用于标准掩模装置15a、标准掩模装置15a的制
造方法、以及使用标准掩模装置15a的蒸镀方法。
556.图72是示出蒸镀室10的一例的纵截面图。如图72所示,基板110可以由利用静电力的静电吸盘9进行保持。静电吸盘9配置于基板110的上方。蒸镀室10可以具备配置于静电吸盘9的上方的磁铁5。在静电吸盘9与磁铁5之间,可以夹设有在蒸镀时对基板110进行冷却的冷却板(未图示)。需要说明的是,蒸镀室10也可以不具备这样的磁铁5。这种情况下,可以利用上述静电吸盘9的静电力使掩模50与基板110密合。
557.图73是示出掩模装置15的一例的俯视图。掩模装置15可以具备包括框41的掩模支承体40、以及设置于框41上的掩模50。在框41上可以设置有沿第2方向d2排列的2个以上的掩模50。掩模50可以按照与第2方向d2正交的第1方向d1为长度方向的方式形成为细长状。掩模50可以具有在第1方向d1上配置成一列状的多个贯通孔组56a(或多个有效区域53,均在下文中记述)。
558.为了抑制掩模50的挠曲,框41在将掩模50沿平面方向牵拉的状态下进行支承。
559.如图74所示,框41可以具有位于掩模50侧的框第1面41a、以及位于框第1面41a的相反侧的框第2面41b。在框第1面41a接合有掩模50的第2面552(后述)。需要说明的是,图74是示意性地示出图73的a
‑
a线截面的图,为了使附图清楚,减少了后述贯通孔组56a的个数和贯通孔56的个数。
560.如图73所示,框41可以形成为在俯视时呈矩形的框的形状。例如,框41可以包括沿第1方向d1延伸的一对第1边411、以及沿第2方向d2延伸的一对第2边412。另外,框41可以具有从框第1面41a延伸贯通至框第2面41b的开口43。开口43位于一对第1边411之间、且位于一对第2边412之间。开口43在俯视时与掩模50的贯通孔组56a重叠,且使贯通孔组56a露出于框第2面41b侧。在图73所示的示例中,开口43在俯视时沿着第2方向d2和第1方向d1形成为矩形的形状。此处,“俯视”是表示在掩模50的厚度方向d3上观察的用语,例如,表示在与图73的纸面垂直的方向上观察。厚度方向d3是与第2方向d2正交并且与第1方向d1正交的方向。在掩模50沿水平方向铺展的情况下,厚度方向d3为上下方向d3。
561.如图73和图74所示,框41可以具有从框第1面41a朝向框第2面41b延伸的4个框壁面44a~44d、以及框第3面41c。框壁面44a、44b在俯视时位于第1方向d1上的开口43的两侧且外侧。换言之,在第1方向d1上,开口43位于框壁面44a与框壁面44b之间。另外,框壁面44c、44d在第2方向d2上位于开口43的两侧且外侧。换言之,在第2方向d2上,开口43位于框壁面44c与框壁面44d之间。4个框壁面44a~44d在俯视时沿着开口43形成为矩形的形状。框第1面41a形成为在俯视时呈矩形的框的形状。此处,“外侧”是指在俯视时与开口43的中心侧(内侧)相反的一侧。例如,第2方向d2上的外侧是指图73中的左侧或右侧,第1方向d1上的外侧是指图73中的上侧或下侧。
562.框壁面44a~44d与框第1面41a连接,但未与框第2面41b连接。如图74和图75a所示,在沿着厚度方向d3的截面上观察时,框壁面44a~44d沿与框第1面41a交叉的方向延伸。作为代表,图74中示出了一对框壁面44a、44b,图75a示出了框壁面44a。虽然示出了框壁面44a、44b与框第1面41a垂直地形成的示例,但框壁面44a、44b也可以相对于框第1面41a以随着朝向框第2面41b行进而逐渐位于外侧的方式倾斜。对于框壁面44c、44d也是同样的。
563.框壁面44a、44b包括位于框第1面41a侧的缘的第1壁面缘44e。在后述切断工序前,第1壁面缘44e在俯视时与掩模50的对应的重叠部51(后述)重叠。也将重叠部51称为端部
51。另外,如图76所示,框壁面44a、44b的第1壁面缘44e从切断工序后的掩模50的第1掩模缘50c(后述)的第1延长线50e沿第2方向d2呈一条直线状延伸至第2掩模缘50d的第2延长线50f。此处,第1壁面缘44e呈一条直线状延伸的用语是指第1壁面缘44e在俯视时形成了1条直线,但并不限定于严格的意义。例如,在后述掩模对位工序中,该用语作为包括下述情况的概念来使用:在能够抑制因掩模50从框41受到的反作用力而产生于掩模50的应力集中的范围内,将第1壁面缘44e形成为非直线状。
564.如上所述,在框41上接合有多个掩模50。由此,如图73和图76所示,框壁面44a、44b的第1壁面缘44e可以从一个掩模50沿第2方向d2呈一条直线状延伸至另一个掩模50。另外,如图73所示,框壁面44a、44b的第1壁面缘44e可以从在第2方向d2上最靠一侧的掩模50沿第2方向d2呈一条直线状延伸至位于该掩模50的最相反侧的掩模50。
565.如图74所示,框壁面44a、44b包括位于框第2面41b侧的缘的第2壁面缘44f。框第3面41c从第2壁面缘44f向外侧延伸,延伸至后述外侧面41f。框第3面41c沿框第2面41b延伸。在图74和图75a中,示出了框第3面41c与框第2面41b平行地形成的示例。虽未图示,但框第3面41c也可以相对于框第2面41b以随着朝向外侧行进而逐渐接近框第2面41b的方式倾斜。
566.与框壁面44a、44b同样,框壁面44c、44d也可以包括第1壁面缘44e和第2壁面缘44f。框第3面41c可以从框壁面44c、44d的第2壁面缘44f向外侧延伸。框第3面41c可以延伸至后述外侧面41f。即,如图73所示,框第3面41c可以形成为在俯视时呈矩形的框的形状。
567.如图75b所示,在沿着厚度方向d3的截面中,框壁面44a可以包含位于框第1面41a侧的部分的弯曲部44h。弯曲部44h可以具有弯曲的形状。上述第1壁面缘44e位于弯曲部44h中的框第1面41a侧的缘。换言之,第1壁面缘44e位于弯曲部44h与框第1面41a相交的位置。弯曲部44h例如可以以构成圆弧的一部分的形状形成。这种情况下,弯曲部44h在沿着厚度方向d3且垂直于框壁面44a的截面中例如可以具有0.3mm以上的半径。该情况下的弯曲部44h的半径的上限值可以为框壁面44a在厚度方向d3上的尺寸以下。其他框壁面44b~44d也同样可以包含弯曲部44h。需要说明的是,框壁面44a也可以不包含弯曲部44h。这种情况下,第1壁面缘44e位于框壁面44a与框第1面41a相交的位置。
568.如图75a所示,在框第1面41a可以设置有沿第2方向d2延伸的框槽44k。框槽44k可以位于比框壁面44a、44b更靠第1方向d1的内侧的位置。框槽44k可以按照能够插入将掩模50切断的切割手段(例如切割刀具72)的方式构成。框槽44k在俯视时位于开口43与框壁面44a、44b之间。框槽44k可以沿第2方向d2呈直线状延伸。框槽44k可以从在第2方向上最靠一侧(例如图73中的最左侧)的掩模50沿第2方向d2呈一条直线状延伸至位于该掩模50的最相反侧(例如图73中的最右侧)的掩模50。
569.只要能够插入上述切割刀具72,框槽44k的横截面可以为任意的形状。在图75a中,作为一例,示出了框槽44k的横截面形成为矩形形状的示例。
570.如图73~图75a所示,开口43由4个内侧面41e划定。内侧面41e从框第1面41a延伸至框第2面41b。内侧面41e可以垂直于框第1面41a和框第2面41b而形成。
571.如图73~图75a所示,俯视时的框41的外周缘由4个外侧面41f划定。外侧面41f从框第3面41c延伸至框第2面41b。外侧面41f可以垂直于框第3面41c和框第2面41b而形成。
572.如图73所示,在框41的框第1面41a可以设置有框对准标记48。框对准标记48用于后述对准掩模80的对位等。例如,如图73所示,框对准标记48可以设置有4个。框对准标记48
可以位于开口43的角部附近。在照射光来进行与掩模对准标记81的对位的情况下,框对准标记48可以贯通框41。但是,只要能够进行与掩模对准标记81的对位,框对准标记48也可以不贯通框41。框对准标记48的平面形状是任意的,在图73中,作为一例设为圆形的形状。
573.接着,参照图73、图74、图76和图77对本公开的一个实施方式的掩模50进行说明。掩模50可以通过任意的制造方法来制造。例如,可以通过对轧制材进行蚀刻来制造,或者也可以通过镀覆处理来制造。在通过镀覆处理来制造的情况下,掩模50可以由2个以上的层构成。这种情况下,后述贯通孔56以贯通这些层的方式形成。
574.如图73和图76所示,掩模50可以具有在俯视时位于第2方向d2(掩模50的宽度方向)上的两侧的第1掩模缘50c和第2掩模缘50d。第1掩模缘50c位于第2方向d2上的一个(图73中的左侧)侧缘,从后述的第1掩模端50g延伸至第2掩模端50h。第2掩模缘50d位于第2方向d2上的另一个(图73中的右侧)侧缘,从第1掩模端50g延伸至第2掩模端50h。各掩模缘20c、20d沿第1方向d1延伸。在图76中,示出了延长第1掩模缘50c而得到的第1延长线50e,并且示出了延长第2掩模缘50d而得到的第2延长线50f。各延长线20e、20f是从后述的掩模端50g、50h向第1方向d1的外侧延伸的线,也可以是从对应的掩模缘20c、20d呈一条直线状延伸的线。
575.掩模50可以具有位于与第2方向d2正交的第1方向d1上的两侧的第1掩模端50g和第2掩模端50h。第1掩模端50g位于第1方向d1上的一个(图73中的上侧)端,从上述第1掩模缘50c延伸至第2掩模缘50d。第2掩模端50h位于第1方向d1上的另一个(图73中的下侧)端,从上述第1掩模缘50c延伸至第2掩模缘50d。各掩模端50g、50h沿第2方向d2延伸。各掩模端50g、50h在俯视时位于比框41的对应的框壁面44a、44b的第1壁面缘44e更靠第1方向d1的内侧的位置。更具体而言,第1掩模端50g位于比框壁面44a的第1壁面缘44e更靠第1方向d1的内侧(图73中的下侧)的位置,第2掩模端50h位于比框壁面44b的第1壁面缘44e更靠第1方向d1的内侧(图73中的上侧)的位置。各掩模端50g、50h通过利用后述切割刀具72将掩模50切断而形成,位于在俯视时与对应的框槽44k重叠的位置。
576.如图74和图76所示,掩模50可以具有位于第1方向d1上的两侧且与框第1面41a重叠的一对端部51。端部51是位于第1掩模缘50c与第2掩模缘50d之间、并且在俯视时位于在第1方向d1上比后述贯通孔组56a更靠外侧的位置的部分。端部51的一部分在后述切断工序中被切断除去。更具体而言,端部51包括:与框41焊接而形成焊接部46(后述)的掩模焊接部51a;以及在俯视时位于在第1方向d1上比掩模焊接部51a更靠外侧的位置、且在切断工序中被切断除去的除去部59。除去部59由在后述掩模对位工序中与掩模焊接部51a一起被按压于框41的按压部分59a、以及被后述的掩模用夹具70保持的保持部59b所构成。在图76中,除去部59由双点划线表示。
577.如图74所示,掩模50可以具有2个以上的贯通孔56。掩模50也可以具有由2个以上的贯通孔56构成的贯通孔组56a。在本实施方式中,如图73所示,各掩模50具有沿第1方向d1排列的2个以上的贯通孔组56a。贯通孔组56a在第2方向d2上位于第1掩模缘50c与第2掩模缘50d之间,在第1方向d1上位于一对端部51之间。
578.如图74所示,贯通孔56从第1面551延伸至第2面552,并贯通掩模50。在图74中,为了简化附图,示出了贯通孔56的壁面相对于中心轴线cl以从第1面551朝向第2面552远离中心轴线cl的方式呈直线状倾斜的示例。这样,贯通孔56的壁面可以形成为在第1面551中的
开口尺寸小于在第2面552中的开口尺寸。
579.如图77所示,贯通孔56也可以呈上述贯通孔组56a。贯通孔组56a与上述框41的开口43(参照图73和图74)重叠,并从开口43露出。可以使所有的贯通孔组56a与开口43重叠。如图77所示,贯通孔组56a可以按照2个以上的贯通孔56成组的方式构成。贯通孔组56a作为表示规则排列的多个贯通孔56的集合体的用语来使用。构成1个贯通孔组56a的外缘的贯通孔56是同样规则排列的多个贯通孔56中位于最外侧的贯通孔56。在外缘的贯通孔56的外侧,可以不存在同样规则排列、意在使蒸镀材料7通过的贯通孔56。但是,在外缘的贯通孔56的外侧,可以形成有其他用途的贯通孔或凹部(均未图示)。这些其他用途的贯通孔或凹部可以形成为不具有贯通孔56的排列规则性,可以认为其不属于贯通孔组56a。
580.如图73所示,多个贯通孔组56a可以隔开规定的间隔(以规定的间距)排列。贯通孔组56a可以在第1方向d1上隔开规定的间隔排列。需要说明的是,虽未图示,但贯通孔组56a也可以在第2方向d2和第1方向d1上分别排列、并列排列。即,构成沿第2方向d2的一列的各贯通孔组56a与构成在第1方向d1上同该列相邻的其他列的各贯通孔组56a可以在第1方向d1上对齐排列。
581.如图77所示,在一个贯通孔组56a中,多个贯通孔56可以隔开规定的间隔(以规定的间距)排列。贯通孔56可以在第2方向d2上隔开规定的间隔(图77所示的符号c2)排列,并且在第1方向d1上隔开规定的间隔(图77所示的符号c1)排列。贯通孔56的排列间距c1、c2在第2方向d2和第1方向d1上可以不同,也可以相等。在图77中,示出了第2方向d2的排列间距c2与第1方向d1的排列间距c1相等的示例。如图77所示,贯通孔56可以并列排列。更具体而言,构成沿第2方向d2的一列的各贯通孔56与构成在第1方向d1上同该列相邻的其他列的各贯通孔56可以在第1方向d1上对齐排列。贯通孔56的排列间距c1、c2可以根据显示装置或投影装置的像素密度,例如如下设定。
582.■
像素密度为600ppi以上的情况:间距为42.3μm以下
583.■
像素密度为1200ppi以上的情况:间距为21.2μm以下
584.■
像素密度为3000ppi以上的情况:间距为8.5μm以下
585.■
像素密度为5000ppi以上的情况:间距为5.1μm以下
586.像素密度为600ppi的显示装置或投影装置可以用于在距离眼球15cm左右处显示图像或影像,例如可以用作智能手机用的有机器件。像素密度为1200ppi的显示装置或投影装置可以用于在距离眼球8cm左右处显示图像或影像,例如可以用于显示或投影用于表现虚拟现实(所谓的vr)的图像或影像。像素密度为3000ppi的显示装置或投影装置可以用于在距离眼球3cm左右处显示图像或影像,例如可以用于显示或投影用于表现增强现实(所谓的ar)的图像或影像。像素密度为5000ppi的显示装置或投影装置可以用于在距离眼球2cm左右处显示图像或影像,例如可以用于显示或投影用于表现增强现实的图像或影像。
587.需要说明的是,一个贯通孔组56a中的贯通孔56也可以不是并列排列,而是交错排列(未图示)。即,构成沿第2方向d2的一列的各贯通孔56与构成在第1方向d1上同该列相邻的其他列的各贯通孔56可以在第1方向d1上不对齐排列。构成一列的各贯通孔56与构成相邻的其他列的贯通孔56可以在第2方向d2上错开排列。该错开的量可以是第2方向d2上的排列间距c2的一半,但错开的量是任意的。
588.如图77所示,贯通孔56在俯视时可以具有大致矩形形状的轮廓。这种情况下,贯通
孔56的轮廓中的四角可以弯曲。需要说明的是,轮廓的形状可以根据像素的形状任意地决定。例如,可以具有六边形、八边形等其他多边形的形状,也可以具有圆形的形状。另外,轮廓的形状可以为多个形状的组合。另外,贯通孔56可以分别具有相互不同的轮廓的形状。在贯通孔56具有多边形形状的轮廓的情况下,如图77所示,贯通孔56的开口尺寸可以设为多边形中对置的一对边的间隔。
589.在图74和图77中,掩模50的第1面551中的贯通孔56的开口尺寸用符号q1表示。另外,掩模50的第2面552中的贯通孔56的开口尺寸用符号q2表示。另外,符号q3表示第1面551中的相互相邻的贯通孔56彼此之间的距离。在图77中,贯通孔56的平面形状为正方形,因此贯通孔56在第2方向d2上的开口尺寸与贯通孔56在第1方向d1上的开口尺寸相等。代表性地,用符号q1、q2表示贯通孔56在第1方向d1上的尺寸。
590.尺寸q1、尺寸q2和尺寸q3根据显示装置或投影装置的像素密度例如按下述表1决定。
591.[表1]
[0592][0593]
贯通孔组56a有时被称为有效区域53。位于有效区域53的周围的区域有时被称为周围区域54。在本实施方式中,周围区域54包围1个有效区域53。
[0594]
有效区域53的轮廓可以由从外侧与对应的贯通孔组56a中位于最外侧的贯通孔56相切的线来划定。更详细而言,有效区域53的轮廓可以由与贯通孔56的开口相切的线来划定。在图77所示的示例中,贯通孔56并列排列,因此有效区域53的轮廓形成近似矩形形状的轮廓。需要说明的是,虽未图示,但各有效区域53可以根据有机器件的显示区域的形状具有各种形状的轮廓。例如各有效区域53可以具有圆形形状的轮廓。
[0595]
如图74所示,掩模50可以具有从第1面551到第2面552的厚度t。厚度t例如可以为2μm以上,可以为5μm以上,可以为10μm以上,可以为15μm以上。通过使厚度t为2μm以上,能够确保掩模50的机械强度。另外,厚度t例如可以为20μm以下,可以为30μm以下,可以为40μm以下,可以为50μm以下。通过使厚度t为50μm以下,能够抑制阴影产生。厚度t的范围可以由2μm、5μm、10μm和15μm所组成的第1组和/或20μm、30μm、40μm和50μm所组成的第2组来规定。厚度t的范围可以由上述第1组所包含的值中的任意1个与上述第2组所包含的值中的任意1个的组合来规定。厚度t的范围可以由上述第1组所包含的值中的任意2个的组合来规定。厚度t的范围可以由上述第2组所包含的值中的任意2个的组合来规定。例如,可以为2μm以上50μm以下,可以为2μm以上40μm以下,可以为2μm以上30μm以下,可以为2μm以上20μm以下,可以为2μm以上15μm以下,可以为2μm以上10μm以下,可以为2μm以上5μm以下,可以为5μm以上50μ
m以下,可以为5μm以上40μm以下,可以为5μm以上30μm以下,可以为5μm以上20μm以下,可以为5μm以上15μm以下,可以为5μm以上10μm以下,可以为10μm以上50μm以下,可以为10μm以上40μm以下,可以为10μm以上30μm以下,可以为10μm以上20μm以下,可以为10μm以上15μm以下,可以为15μm以上50μm以下,可以为15μm以上40μm以下,可以为15μm以上30μm以下,可以为15μm以上20μm以下,可以为20μm以上50μm以下,可以为20μm以上40μm以下,可以为20μm以上30μm以下,可以为30μm以上50μm以下,可以为30μm以上40μm以下,可以为40μm以上50μm以下。
[0596]
如图74和图75a所示,各掩模50接合并固定于框41。例如,掩模50可以通过焊接接合于框41。例如,可以通过由点焊形成的焊接部46将掩模50接合于框41。如图76所示,焊接部46可以形成在开口43与框槽44k之间的位置。如图73所示,1个掩模50可以通过点状的多个焊接部46接合于框41。这种情况下,多个焊接部46可以沿第2方向d2排列。或者,虽未图示,但也可以按照在第2方向d2上连续状延伸的方式形成焊接部46。
[0597]
如图73所示,可以在框41上设置有2个对准掩模80。一个对准掩模80相对于位于最靠框壁面44d侧的掩模50,位于框壁面44d侧。另一个对准掩模80相对于位于最靠框壁面44c侧的掩模50,位于框壁面44c侧。在图73中,在位于最左侧的掩模50的左侧设置有一个对准掩模80,在位于最右侧的掩模50的右侧设置有另一个对准掩模80。对准掩模80接合于框41的框第1面41a。对准掩模80可以架设并固定于框41上。
[0598]
各对准掩模80包含2个掩模对准标记81。各掩模对准标记81位于在俯视时与对应的框对准标记48重叠的位置。在照射光来进行与框对准标记48的对位的情况下,掩模对准标记81可以贯通对准掩模80。但是,只要能够进行与框对准标记48的对位,掩模对准标记81也可以不贯通对准掩模80。掩模对准标记81的平面形状是任意的,在图73中,作为一例设为圆形的形状。掩模对准标记81的直径可以小于框对准标记48的直径。
[0599]
接着,参照图78~图89对包含这样的构成的本实施方式的掩模装置15的制造方法进行说明。本实施方式的掩模装置15的制造方法可以具备:框准备工序、掩模准备工序、保持工序、配置工序、掩模对位工序、接合工序、拆卸工序以及切断工序。
[0600]
首先,作为框准备工序,准备上述框41。框41可以通过任意的制造方法来制造。例如,图73~图75b所示的框41可以通过对板材、锻造材等进行机械加工来制造。框41可以安装在未图示的张紧装置上。张紧装置是一边对掩模50施加张力一边将掩模50固定于框41的装置。之后,可以在框41上接合对准掩模80(参照图73)。此时,对准掩模80的掩模对准标记81相对于框41的框对准标记48进行对位。
[0601]
另外,作为掩模准备工序,准备上述掩模50。如上所述,掩模50可以通过轧制材的蚀刻处理、镀覆处理等任意的制造方法来制造。
[0602]
接着,作为保持工序,用机械式的掩模用夹具70保持掩模50。这种情况下,如图78所示,可以用掩模用夹具70把持位于掩模50的第1方向d1上的两端部的除去部59的保持部59b(参照图81)。一个保持部59b可以由2个掩模用夹具70在第2方向d2上的不同位置保持。各掩模用夹具70上可以连结有驱动部70d。驱动部70d可以按照能够分别牵拉各掩模用夹具70的方式构成。驱动部70d可以通过沿第1方向d1牵拉各掩模用夹具70,从而对掩模50赋予第1方向d1的第1张力ta。第1张力ta是在保持工序中对掩模50赋予的张力。第1张力ta可以是能够抑制掩模50大幅挠曲的程度的比较小的值。此处,对掩模50赋予的张力是指由掩模
用夹具70对掩模50赋予的张力,可以是作为各掩模用夹具70牵拉掩模50的结果而对掩模50赋予的张力。对掩模50赋予的张力可以通过驱动部70d的显示部(未图示)等进行确认。在将掩模50向框41按压的情况下,掩模50的有效区域53中的张力小于由掩模用夹具70对掩模50赋予的张力。
[0603]
接着,作为配置工序,如图79所示,在框41上配置掩模50。更具体而言,首先,将掩模50配置在框41的上方,然后,使掩模50下降,使其与框41接触。这种情况下,如图81所示,掩模50的端部51在俯视时与框壁面44a、44b的第1壁面缘44e重叠,并且与框第1面41a重叠。另外,第1壁面缘44e按照从掩模50的第1掩模缘50c沿第2方向d2呈一条直线状延伸至第2掩模缘50d的方式配置。掩模50按照与第1壁面缘44e和框槽44k垂直的方向为长度方向的方式配置。在配置工序中,掩模50可以在保持工序后继续处于被赋予了上述第1张力ta的状态。
[0604]
接着,作为掩模对位工序,如图80a和图80b所示,使掩模50相对于框41进行对位。在掩模对位工序中,掩模50被第2张力tb沿第1方向d1牵拉,并且掩模50被按压于框41。第2张力tb是在掩模对位工序中对掩模50赋予的张力。第2张力tb可以为比上述第1张力ta大的值。
[0605]
掩模对位工序可以具有:张力增大工序、第1贯通孔确认工序、移动工序、第2贯通孔确认工序、张力调整工序以及第3贯通孔确认工序。第1贯通孔确认工序是第1确认工序的一例。第2贯通孔确认工序是第2确认工序的一例,也是第3确认工序的一例。第3贯通孔确认工序是第4确认工序的一例。
[0606]
在张力增大工序中,增大对掩模50赋予的张力。更具体而言,上述驱动部70d(参照图78)使各掩模用夹具70的牵拉力增大。由此,对掩模50赋予的张力从第1张力ta增大至第2张力tb。
[0607]
在第1贯通孔确认工序中,如图80a所示,确认贯通孔56相对于框41的位置。更具体而言,可以确认贯通孔56的位置相对于期望位置是否定位于容许范围内。例如,可以测定贯通孔56相对于任意设定的原点的坐标,将该测定的坐标与该贯通孔56的目标坐标进行比较。例如,可以以4个掩模对准标记81(参照图73)的中心为原点来测定贯通孔56的坐标。例如,也可以将通过位于对角线上的2个掩模对准标记81的中心的2个直线的交点作为原点。掩模对准标记81的中心可以通过用相机71从对准掩模80的下方拍摄并进行图像分析来测定。贯通孔56的坐标可以为俯视时的贯通孔56的中心点。贯通孔56的坐标可以通过用相机71从掩模50的下方拍摄并进行图像分析来测定。可以在多个贯通孔56进行坐标的测定,确认多个贯通孔56的位置。可以基于这些贯通孔56的位置的确认结果,求出位置偏移量和位置偏移的方向。在第1贯通孔确认工序中,可以对掩模50赋予上述第2张力tb,并且将掩模50按压于框41。
[0608]
在第1贯通孔确认工序中的贯通孔56的位置确认的结果是贯通孔56相对于期望位置定位于容许范围内的情况下,可以结束掩模对位工序,转移至接合工序。这种情况下,可以不需要后述移动工序等。在贯通孔56定位于容许范围内的情况下,在第1贯通孔确认工序中对掩模50赋予的第2张力tb与后述的接合张力td相等。另一方面,在贯通孔56的位置相对于期望位置未定位于容许范围内的情况下,进行移动工序。
[0609]
在移动工序中,如图80b所示,使掩模50在由第2方向d2和第1方向d1划定的二维平面内的任一方向上移动。例如,可以使掩模50在图81中的第2方向d2上移动,也可以使掩模
50在第1方向d1上移动。或者,可以使掩模50在俯视时转动。此处,可以通过移动各掩模用夹具70而使掩模50相对于框41移动。在移动工序中,可以基于上述第1贯通孔确认工序中的贯通孔56的位置确认结果使掩模50移动。掩模50的移动量可以是与在第1贯通孔确认工序中求出的位置偏移量对应的值。掩模50的移动方向可以是与在第1贯通孔确认工序中求出的位置偏移方向对应的方向。在移动工序中,在不使掩模50上升的情况下,一边将其按压于框41,一边使其相对于框41移动。由此,可以不需要为了使掩模50移动而上升和下降,能够缩短掩模对位工序所要的时间。在移动工序中,可以对掩模50赋予上述第2张力tb。
[0610]
在第2贯通孔确认工序中,确认贯通孔56相对于框41的位置。第2贯通孔确认工序可以与第1贯通孔确认工序同样地进行。
[0611]
在第2贯通孔确认工序中的贯通孔56的位置确认的结果是贯通孔56相对于期望位置定位于容许范围内的情况下,结束掩模对位工序,转移至接合工序。这种情况下,可以不需要后述张力调整工序。在贯通孔56定位于容许范围内的情况下,在第2贯通孔确认工序中对掩模50赋予的第2张力tb与后述的接合张力td相等。另一方面,在贯通孔56的位置相对于期望位置未定位于容许范围内的情况下,进行张力调整工序。
[0612]
在张力调整工序中,如图80c所示,基于第2贯通孔确认工序中的贯通孔56的位置确认结果,调整对掩模50赋予的第2张力tb。更具体而言,驱动部70d调整牵拉各掩模用夹具70的力,以使各贯通孔56相对于期望位置定位于容许范围内。由此,能够调整贯通孔56的位置,使对应的贯通孔56在后述密合工序中与基板110的各第1电极层120对位。另外,还能够将掩模50的挠曲量调整为期望的挠曲量。通过分别调整各掩模用夹具70的牵拉力,能够调整掩模50的全部贯通孔56中的一部分贯通孔56的位置,能够将各贯通孔56定位于容许范围内。在张力调整工序中,可以通过在不移动各掩模用夹具70的情况下改变张力来调整贯通孔56的位置。分别调整各掩模用夹具70的牵拉力,其结果,可调整对掩模50赋予的张力。将调整后的张力作为第3张力tc。在张力调整工序中,也可以将掩模50按压于框41。第3张力tc与第2张力tb之差可以小于第1张力ta与第2张力tb之差。
[0613]
然后,进行第3贯通孔确认工序。在第3贯通孔确认工序中,与上述第1贯通孔确认工序同样地确认贯通孔56相对于框41的位置。在第3贯通孔确认工序中,可以对掩模50赋予上述第3张力tc,并且将掩模50按压于框41。
[0614]
在第3贯通孔确认工序中的贯通孔56的位置确认的结果是贯通孔56相对于期望位置定位于容许范围内的情况下,结束掩模对位工序,转移至接合工序。这种情况下,在第3贯通孔确认工序中对掩模50赋予的第3张力tc与后述的接合张力td相等。另一方面,在贯通孔56的位置相对于期望位置未定位于容许范围内的情况下,可以再次进行张力调整工序和第3贯通孔确认工序。可以重复进行张力调整工序和第3贯通孔确认工序,直至贯通孔56相对于期望位置定位于容许范围内为止。可以将在最后的第3贯通孔确认工序中对掩模50赋予的张力作为第3张力tc。需要说明的是,根据由第2贯通孔确认工序得到的位置确认结果,也可以再次进行移动工序,使掩模50相对于框41移动。根据由第3贯通孔确认工序得到的位置确认结果,也可以再次进行移动工序,使掩模50相对于框41移动。
[0615]
根据由第1贯通孔确认工序得到的位置确认结果,也可以省略移动工序和第2贯通孔确认工序而进行张力调整工序。换言之,作为对位工序,可以省略第1贯通孔确认工序和移动工序而进行第2贯通孔确认工序。
[0616]
如上所述,在掩模对位工序中,掩模50被按压于框41。该按压力可以是能够抑制掩模50从框41浮起的程度的力。例如,如图81所示,对于用2个掩模用夹具70保持位于掩模50的第2方向d2上的两侧的各保持部59b的情况进行说明。在掩模对位工序中,对一个保持部59b赋予的第1方向d1的张力为上述第2张力。对另一个保持部59b赋予的张力也同样。在赋予了该张力的状态下,使掩模用夹具70相对下降,由此将张力转换为按压力,将掩模50按压于框41。例如,可以使由掩模用夹具70保持的保持部59b的第2面552从框第1面41a开始在0.25mm以上且1.00mm以下的范围内下降。这种情况下,可以是掩模50的厚度为20μm、像素密度为600ppi(相当于全高清)、与5.5英寸的显示区域对应的有效区域53。通过使掩模用夹具70向下方位移,对掩模50赋予按压力。因此,掩模50从框壁面44a、44b的第1壁面缘44e受到反作用力。但是,如图81所示,掩模50按照第1壁面缘44e从掩模50的第1掩模缘50c沿第2方向d2呈一条直线状延伸至第2掩模缘50d的方式配置于框41上。由此,能够使从第1壁面缘44e受到的反作用力在掩模50的整个宽度方向均等。
[0617]
此处,参照图82~图84对在后述蒸镀工序中构成有机器件100的基板110由机械式的基板用夹具73(参照图84)保持的情况进行说明。这种情况下,基板110在由基板用夹具73保持的状态下与掩模装置15的掩模50密合。由于掩模50接合并固定于框41,因此在框41的框第1面41a形成有用于避免与基板用夹具73的干扰的框凹部45。如图82所示,该框凹部45以在俯视时从框壁面44a、44b进入内侧的方式形成为矩形形状。框凹部45的框第1面41a侧的凹部端缘45a也同样地以在俯视时进入内侧的方式形成为矩形形状。固定于框41的掩模50的端部51配置为与该框凹部45部分重叠。图82所示的框41除了具有框凹部45这点以外,具有与图73~图75a等所示的框41同样的形状,因此为了方便起见,使用同一符号进行说明。
[0618]
将掩模50按压于设置有这样的框凹部45的框第1面41a时,掩模50从框壁面44a、44b的第1壁面缘44e受到反作用力,并且还从框凹部45的凹部端缘45a受到反作用力。第1壁面缘44e在第1方向d1上的位置位于比凹部端缘45a在第1方向d1上的位置更靠外侧的位置。即,如图83所示,从第1壁面缘44e受到反作用力的位置在第1方向d1上位于比较外侧(图83中的左侧)的位置。另一方面,如图84所示,从凹部端缘45a受到反作用力的位置在第1方向d1上位于比较内侧(图84中的右侧)的位置。这样,从第1壁面缘44e受到反作用力的位置与从凹部端缘45a受到反作用力的位置在第1方向d1上不同。因此,掩模50从框41受到的反作用力具有在掩模50的宽度方向上不均的倾向。
[0619]
即,从框壁面44a、44b的第1壁面缘44e受到反作用力的位置(参照图83)比从框凹部45的凹部端缘45a受到反作用力的位置(参照图84)更靠近掩模用夹具70。因此,从框壁面44a、44b的第1壁面缘44e受到的反作用力大于从框凹部45的凹部端缘45a受到的反作用力。特别是在框壁面44a、44b的第1壁面缘44e与框凹部45的凹部端缘45a的交点的附近(俯视时的框第1面41a的角部41j),反作用力会变大。因此,具有在该角部41j产生于掩模50中的应力集中的倾向。在该状态下,若一边将掩模50按压于框41一边使其移动,认为可能在该角部41j产生掩模50的变形或破损。
[0620]
因此,在为了使掩模50与图82所示的框41对位而使掩模50移动的情况下,不是一边将掩模50按压于框41一边使其移动,而是在使掩模50上升而从框第1面41a离开的状态下使掩模50移动。并且,在掩模50的移动工序结束时,使掩模50下降并再次按压于框41,进行
确认工序。这样,在掩模对位工序中,由于追加了掩模50的上升工序和下降工序,因此掩模50的掩模对位工序耗费较多的时间。
[0621]
与此相对,在本实施方式中,如后述图91所示,不使用机械式的基板用夹具73而用静电吸盘9保持基板110。静电吸盘9位于基板110的上方,因此不存在突出到基板110的下方或侧方的部分。由此,可以不需要在框41上形成图82所示的框凹部45。因此,能够将与掩模50的端部51重叠的第1壁面缘44e形成为从掩模50的第1掩模缘50c沿第2方向d2呈一条直线状延伸至第2掩模缘50d。因此,掩模50从框41受到的反作用力从第1壁面缘44e被赋予至掩模50,能够使从第1壁面缘44e受到的反作用力在宽度方向上均等。因此,能够抑制由于掩模50从框41受到的反作用力而产生在掩模50中的应力集中。
[0622]
在该状态下,即使一边将掩模50按压于框41一边使其移动,也能够抑制掩模50产生变形或破损。因此,能够一边将掩模50按压于框41一边使其移动,在掩模对位工序中,可以不需要如图82~图84所示的示例那样的掩模50的上升工序和下降工序。因此,能够缩短掩模50的掩模对位工序的时间。
[0623]
在掩模对位工序后,作为接合工序,如图85所示,将掩模50接合于框41。在接合工序中,可以通过接合张力td将掩模50沿第1方向d1牵拉并且按压于框41。接合张力td是在接合工序中对掩模50赋予的张力。接合张力td也可以是在掩模对位工序中对掩模50赋予的张力。即,从掩模对位工序结束时到接合工序,对掩模50赋予的张力可以不变。换言之,在掩模对位工序中,在赋予了接合张力td的状态下进行掩模50的对位。另外,从掩模对位工序结束时到接合工序,掩模50对框41的按压力可以不变。
[0624]
例如,接合张力td可以是在上述第1贯通孔确认工序中对掩模50赋予的第2张力tb。更具体而言,在上述第1贯通孔确认工序中的贯通孔56的位置确认的结果是贯通孔56的位置相对于期望位置定位于容许范围内的情况下,掩模对位工序结束。这种情况下,可以维持在第1贯通孔确认工序中对掩模50赋予了第2张力tb的状态而进行接合工序。即,从第1贯通孔确认工序结束时到接合工序,对掩模50赋予的张力不变。换言之,在第1贯通孔确认工序中,对掩模50赋予接合张力td,确认贯通孔56相对于框41的位置。另外,从第1贯通孔确认工序结束时到接合工序,掩模50对框41的按压力不变。
[0625]
或者,例如,接合张力td可以是在上述第2贯通孔确认工序中对掩模50赋予的第2张力tb。更具体而言,在上述第2贯通孔确认工序中的贯通孔56的位置确认的结果是贯通孔56的位置相对于期望位置定位于容许范围内的情况下,掩模对位工序结束。这种情况下,可以维持在第2贯通孔确认工序中对掩模50赋予了第2张力tb的状态而进行接合工序。即,从第2贯通孔确认工序结束时到接合工序,对掩模50赋予的张力不变。换言之,在第2贯通孔确认工序中,对掩模50赋予接合张力td,确认贯通孔56相对于框41的位置。另外,从第2贯通孔确认工序结束时到接合工序,掩模50对框41的按压力可以不变。
[0626]
或者,例如,接合张力td可以是上述第3张力tc。更具体而言,在进行了上述张力调整工序的情况下,对掩模50赋予的张力为从第2张力tb调整得到的第3张力tc。可以维持在第3贯通孔确认工序中对掩模50赋予了第3张力tc的状态而进行接合工序。即,从第3贯通孔确认工序结束时到接合工序,对掩模50赋予的张力不变。换言之,在第3贯通孔确认工序中,对掩模50赋予接合张力td,确认贯通孔56相对于框41的位置。另外,从第3贯通孔确认工序结束时到接合工序,掩模50对框41的按压力可以不变。
[0627]
在接合工序中,在赋予了上述接合张力td的状态下,形成从掩模50的端部51延伸至框41的焊接部46(接合部的一例)。例如,可以通过利用激光l的点焊将掩模50接合于框41。这种情况下,如图85所示,可以对掩模50的第1面551照射激光l,在照射了激光l的区域中的从第1面551越过第2面552而到达框41的区域形成熔融部。激光l的照射结束时,可以将熔融部冷却固化,形成图85所示的焊接部46。这样,将掩模50接合固定于框41。
[0628]
在接合工序后,作为拆卸工序,如图86所示,从掩模50上拆卸掩模用夹具70。这样,如图87所示,将1个掩模50固定于框41。
[0629]
被拆卸的掩模用夹具70接下来迎接并保持接合于框41的掩模50。然后,进行上述各工序,由此将该掩模50接合于框41(参照图87的双点划线所示的掩模50)。然后,同样地重复各工序,由此如图88所示,将期望个数的掩模50接合于框41。
[0630]
这样,得到图88所示的中间体16。中间体16具备框41、以及接合于框41且处于后述切断工序前的阶段的掩模50。因此,构成掩模装置的中间体16的掩模50处于残留有在切断工序中被切断除去的除去部59的状态。在这一点上,可以区分掩模装置的中间体16与掩模装置15。
[0631]
然后,作为切断工序,如图89所示,将各掩模50的端部51切断(也称为修整)。这种情况下,在掩模50的端部51中比焊接部46更靠第1方向d1的外侧的位置将掩模50切断,除去切断位置的外侧的部分即除去部59。切断掩模50的切割刀具72一边部分插入到设置于框41的框第1面41a的框槽44k中,一边将掩模50切断。然后,如图90所示,一边沿框槽44k在第2方向d2上行进,一边将掩模50依次切断。由此,沿框槽44k将各掩模50切断。掩模50的2个端部51可以被1个切割刀具72分别切断(参照图90),也可以被2个切割刀具72同时切断。
[0632]
这样,得到图73所示的掩模装置15。
[0633]
接着,对使用本实施方式的掩模装置15的有机器件100的制造方法进行说明。制造方法可以具备使用掩模装置15使蒸镀材料7附着于基板110而形成第1蒸镀层130的工序。更具体而言,本实施方式的有机器件的制造方法可以具备基板准备工序、装置准备工序、装置对位工序、密合工序以及蒸镀工序。
[0634]
作为基板准备工序,可以准备上述基板110。作为装置准备工序,可以准备上述掩模装置15。
[0635]
在装置准备工序后,作为装置对位工序,使掩模装置15相对于基板110进行对位。在装置对位工序中,确认掩模装置15相对于基板110的位置。例如,可以调整框41相对于基板110的位置,以使对准掩模80的掩模对准标记81与基板110的对应的对准标记(未图示)对位。由此,能调整掩模50相对于基板110的位置。
[0636]
在装置对位工序后,作为密合工序,如图91所示,可以使掩模装置15的掩模50与基板110密合。可以使掩模50的第1面551与基板110密合。更具体而言,首先,以掩模50的第1面551配置于上方的方式将掩模装置15配置于蒸镀室10内。另外,基板110由静电吸盘9从上方保持。接着,基板110在由静电吸盘9保持的状态下被配置于掩模50的上方。接着,使基板110的下表面(被蒸镀面)与掩模50的第1面551对接。此时,将基板110与掩模50进行对位。
[0637]
接着,在静电吸盘9的上面配置磁铁5,利用磁铁5的磁力将掩模50向基板110吸引。由此,使基板110与掩模50的第1面551密合(参照图92)。需要说明的是,在第1电极层120为阳极的情况下,在使掩模50密合前,可以在基板110上形成第1电极层120、空穴注入层、空穴
传输层等。
[0638]
也可以不利用磁铁5而利用静电吸盘9使掩模50与基板110密合。这种情况下,在进行基板110与掩模50的对位后,增强静电吸盘9的静电力,利用静电吸盘9的静电力将掩模50向基板110吸引。这样,可以使基板110与掩模50的第1面551密合。
[0639]
在密合工序后,作为蒸镀工序,如图92所示,可以通过掩模50的贯通孔56使蒸镀材料7蒸镀于基板110而形成第1蒸镀层130。第1蒸镀层130可以形成在对应的空穴传输层上。第1蒸镀层130以与贯通孔56的图案对应的图案形成。
[0640]
然后,可以在第1蒸镀层130上形成电子传输层、电子注入层、第2电极层141等。这样,得到有机器件100。
[0641]
根据本实施方式,在使掩模50相对于框41进行对位的掩模对位工序中,掩模50被按压于框41。在此期间,按照掩模50的端部51在俯视时与框41的框壁面44a、44b的框第1面41a侧的第1壁面缘44e重叠、并且第1壁面缘44e从掩模50的第1掩模缘50c沿第2方向d2呈一条直线状延伸至第2掩模缘50d的方式配置。由此,掩模50从框41受到的反作用力从第1壁面缘44e被赋予至掩模50,能够使从第1壁面缘44e受到的反作用力在掩模50的宽度方向上均等。这种情况下,能够抑制由于掩模50从框41受到的反作用力而使产生在掩模50中的应力在局部集中。因此,能够一边将掩模50按压于框41一边使其移动,能够缩短掩模50的掩模对位工序所要的时间。
[0642]
根据本实施方式,在接合工序中,一边通过接合张力td将掩模50沿第1方向d1牵拉并且将其按压于框41上,一边与框41接合。在掩模对位工序中,对掩模50赋予该接合张力td。由此,能够以与在接合工序中对掩模50赋予的张力相等的张力进行掩模50的对位。因此,能够提高贯通孔56的位置精度。
[0643]
根据本实施方式,掩模对位工序具有第1贯通孔确认工序,该第1贯通孔确认工序中,一边将掩模50按压于框41,一边确认贯通孔56相对于框41的位置。由此,能够在将掩模50按压于框41的状态下确认贯通孔56的位置,能够高效地进行掩模50的对位。因此,能够进一步缩短掩模50的掩模对位工序所要的时间。另外,在第1贯通孔确认工序中,对掩模50赋予接合张力td。由此,能够以与在接合工序中对掩模50赋予的张力相等的张力确认贯通孔56的位置。因此,能够提高贯通孔56的位置精度。
[0644]
根据本实施方式,掩模对位工序具有移动工序,该移动工序中,一边将掩模50按压于框41,一边使其在由第2方向d2和第1方向d1划定的二维平面内的任一方向上移动。由此,能够一边将掩模50按压于框41一边使其二维移动,能够高效地进行掩模50的对位。因此,能够进一步缩短掩模50的掩模对位工序所要的时间。另外,能够基于第1贯通孔确认工序中的贯通孔56的位置确认结果使掩模50移动。由此,能够有效地消除贯通孔56的位置偏移。从这一点来说,也能够高效地进行掩模50的对位。另外,在移动工序中,对掩模50赋予接合张力td。由此,能够以与在接合工序中对掩模50赋予的张力相等的张力使掩模50移动。因此,能够提高贯通孔56的位置精度。
[0645]
根据本实施方式,掩模对位工序中在移动工序后具有第2贯通孔确认工序,该第2贯通孔确认工序中,一边将掩模50按压于框41,一边确认贯通孔56相对于框41的位置。由此,能够在将掩模50按压于框41的状态下确认贯通孔56的位置,能够高效地进行掩模50的对位。因此,能够进一步缩短掩模50的掩模对位工序所要的时间。另外,在第2贯通孔确认工
序中,对掩模50赋予接合张力td。由此,能够以与在接合工序中对掩模50赋予的张力相等的张力确认贯通孔56的位置。因此,能够提高贯通孔56的位置精度。
[0646]
根据本实施方式,在第2贯通孔确认工序中确认了贯通孔56的位置后,在调整了对掩模50赋予的张力的情况下,之后作为第3贯通孔确认工序,确认贯通孔56的位置。并且,在第3贯通孔确认工序中,对掩模50赋予接合张力td。由此,在调整了对掩模50赋予的张力的情况下,之后能够以与在接合工序中对掩模50赋予的张力相等的张力确认贯通孔56的位置。因此,能够提高贯通孔56的位置精度。
[0647]
根据本实施方式,在形成将掩模50接合于框41的焊接部46后,在掩模50的端部51中比焊接部46更靠第1方向d1的外侧的位置将掩模50切断。由此,能够在使掩模50相对于框41进行了对位的状态下将掩模50接合于框41,即使在切断掩模50后,也能够维持对位的状态。因此,能够提高贯通孔56的位置精度。
[0648]
根据本实施方式,在框41的框第1面41a设置沿第2方向d2延伸的框槽44k,沿该框槽44k将掩模50切断。由此,即使在掩模50接合于框41后,也能够使用切割刀具72等切割手段将掩模50切断。因此,能够高效地切断掩模50。另外,由于框槽44k设置于框第1面41a,因此能够在比框壁面44a、44b的第1壁面缘44e更靠第1方向d1上的内侧的位置将掩模50切断。由此,能够缩短残留在比焊接部46更靠第1方向d1的外侧的位置的掩模50的长度。因此,缩短残留掩模50中与框41接合后卸除了张力的部分。这种情况下,能够抑制在清洗掩模装置15时清洗液残留,能够抑制因清洗液残留而产生不良情况。
[0649]
根据本实施方式,框41的框壁面44a、44b的第1壁面缘44e从一个掩模50沿第2方向d2呈一条直线状延伸至另一个掩模50。由此,能够使从第1壁面缘44e受到的反作用力的影响在各掩模50中相同。因此,能够使各掩模50的对位变得容易,能够提高各掩模50的贯通孔56的位置精度。尤其是,根据本实施方式,第1壁面缘44e从在第2方向d2上最靠一侧的掩模50沿第2方向d2呈一条直线状延伸至位于该掩模50的相反侧的掩模50。因此,能够使全部掩模50的对位变得容易,能够进一步提高各掩模50的贯通孔56的位置精度。
[0650]
根据本实施方式,在使掩模装置15的掩模50与基板110密合时,基板110由静电吸盘9从上方保持。由此,能够避免形成从基板110突出到下方或侧方而干扰框41的障碍物。因此,能够将与掩模50的端部51重叠的第1壁面缘44e形成为沿第2方向d2呈一条直线状延伸。
[0651]
在上述本实施方式中,对框壁面44a、44b的第1壁面缘44e从在第2方向d2上最靠一侧的掩模50沿第2方向d2呈一条直线状延伸至位于该掩模50的最相反侧的掩模50的示例进行了说明。但是,并不限定于此。只要对于与框41接合的多个掩模50中的至少1个掩模50来说,框壁面44a、44b的第1壁面缘44e从切断工序后的掩模50的第1掩模缘50c的第1延长线50e沿第2方向d2呈一条直线状延伸至第2掩模缘50d的第2延长线50f即可。另外,第1壁面缘44e只要在每个掩模50中呈一条直线状延伸即可,也可以不从一个掩模50呈一条直线状延伸至相邻的其他掩模50。
[0652]
可以基于本实施方式的上述掩模装置的制造方法,制造具备标准掩模50a和掩模支承体40的标准掩模装置15a。标准掩模装置15a用于评价蒸镀室10的特性。因此,对于标准掩模装置15a的构成要素要求高精度。根据本实施方式,能够提高标准掩模50a的贯通孔56的位置精度。因此,能够更准确地评价蒸镀室10的特性。
[0653]
虽未图示,但本实施方式的掩模支承体40也可以与上述实施方式同样地具备与框
41连接的横条42。与上述第2实施方式同样地,横条42可以与框41构成为一体。如上所述,与框41和横条42为分开的部件的情况相比,包含构成为一体的框41和横条42的掩模支承体40在横条42延伸的方向上具有高刚性。因此,能够抑制由于掩模支承体40从掩模50或标准掩模50a受到的力而使掩模支承体40的框41在第2方向d2上变形。由此,能够抑制贯通孔56的位置从设计位置偏移。
[0654]
横条42的横条第1面42a可以与框41的框第1面41a位于同一平面上。由此,容易控制由横条42从下方支承的掩模50或标准掩模50a的面相对于框41的框第1面41a的位置。因此,能够提高贯通孔56的位置精度。
[0655]
可以根据需要将上述实施方式和变形例中公开的多个构成要素适当组合。或者,可以从上述实施方式和变形例所示的全部构成要素中删除若干构成要素。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1