一种半固态铝合金加工用大件成型机的制作方法
1.本发明涉及一种成型机技术领域,具体为一种半固态铝合金加工用大件成型机。
背景技术:
2.以铝为基添加一定量其他合金化元素的合金,是轻金属材料之一。以铝为基添加一定量其他合金化元素的合金,是轻金属材料之一。铝合金除具有铝的一般特性外,由于添加合金化元素的种类和数量的不同又具有一些合金的具体特性。铝合金的密度为2.63~2.85g/cm,有较高的强度(σb为110~650mpa),比强度接近高合金钢,比刚度超过钢,有良好的铸造性能和塑性加工性能,良好的导电、导热性能,良好的耐蚀性和可焊性,可作结构材料使用,在航天、航空、交通运输、建筑、机电、轻化和日用品中有着广泛的应用。
3.目前铝合金的成型机大多采用铝棒压制成需要形状,在对半固态铝合金状态的成型工序较为麻烦,且通常采用人工输送铝合金溶液,大大降低了工作效率,而且在对其投入熔化铝制废品时,若将溶液溅到人工身上,将会产生不必要的麻烦。因此我们对此做出改进,提出一种半固态铝合金加工用大件成型机。
技术实现要素:
4.为了解决上述技术问题,本发明提供了如下的技术方案:
5.本发明一种半固态铝合金加工用大件成型机,包括工作台,所述工作台顶部的一侧设置有电磁感应熔化炉,所述电磁感应熔化炉的顶部位于进料口的一侧设置有进料滑槽,所述进料口的顶端设置有进料盖,所述电磁感应熔化炉的顶部设置有输送管,所述输送管的一端设置有成型槽,所述成型槽两侧的两端均设置有支撑柱,四个所述支撑柱的顶部设置有顶板,所述顶板的顶部设置有两个液压缸,所述顶板的底部位于成型槽的顶部设置有下压板,所述成型槽的底部设置有冷却装置,所述冷却装置的一侧位于工作台顶部一侧的边角安装有控制台。
6.作为本发明的一种优选技术方案,所述电磁感应熔化炉固定安装在工作台顶部的一侧,所述电磁感应熔化炉与控制台电性连接。
7.作为本发明的一种优选技术方案,所述进料滑槽通过支撑架安装在进料口的一侧,所述进料盖的顶部设置有伸缩杆,所述伸缩杆通过支撑件固定在电磁感应熔化炉顶部的另一侧,伸缩杆的活塞杆通过连接件与进料盖的顶部固定连接,所述伸缩杆与控制台电性连接。
8.作为本发明的一种优选技术方案,所述输送管的内部分别与电磁感应熔化炉和成型槽的内部相连通,且其内部固定安装有电磁阀,所述电磁阀与控制台电性连接。
9.作为本发明的一种优选技术方案,所述冷却装置固定安装在成型槽的底部,所述冷却装置与控制台电性连接。
10.作为本发明的一种优选技术方案,四个所述支撑柱的底部分别与成型槽两侧的两端固定焊接,所述顶板底部分别与四个支撑柱的顶部固定连接。
11.作为本发明的一种优选技术方案,两个所述液压缸的活塞杆均贯穿顶板的两侧与下压板的顶部固定焊接,两个所述液压缸均与控制台电性连接。
12.本发明的有益效果是:该种半固态铝合金加工用大件成型机,通过将电磁感应熔化炉安装在成型槽的一侧,电磁感应熔化炉将铝制废品熔化成溶液,通过输送管在电磁阀的作用下,将其输送到成型槽的内部,在冷却装置的作用下冷却成半固态铝合金,通过输送管的输送,取代人工输送,大大提高了工作效率。通过在电磁感应炉进料口一侧设有的进料滑槽,使其通过其将铝制废品投入电磁感应熔化炉的内部,壳避免将溶液溅到人工上,从而避免不必要麻烦的产生。此种半固态铝合金加工用大件成型机,成型工序简单,使用方便。
附图说明
13.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
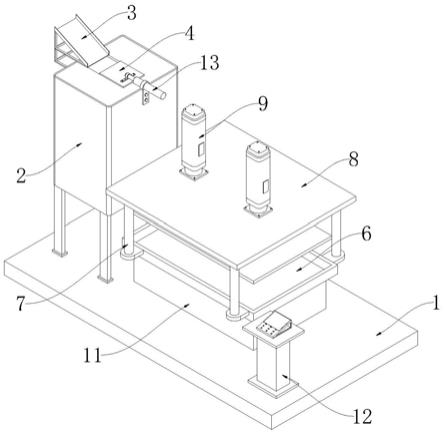
14.图1是本发明一种半固态铝合金加工用大件成型机的结构示意图;
15.图2是本发明一种半固态铝合金加工用大件成型机的电磁感应熔化炉结构示意图;
16.图3是本发明一种半固态铝合金加工用大件成型机的部分分解结构示意图。
17.图中:1、工作台;2、电磁感应熔化炉;3、进料滑槽;4、进料盖;5、输送管;6、成型槽;7、支撑柱;8、顶板;9、液压缸;10、下压板;11、冷却装置;12、控制台;13、伸缩杆;14、电磁阀。
具体实施方式
18.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
19.实施例:如图1
‑
图3所示,本发明一种半固态铝合金加工用大件成型机,包括工作台1,工作台1顶部的一侧设置有电磁感应熔化炉2,电磁感应熔化炉2的顶部位于进料口的一侧设置有进料滑槽3,进料口的顶端设置有进料盖 4,电磁感应熔化炉2的顶部设置有输送管5,输送管5的一端设置有成型槽 6,成型槽6两侧的两端均设置有支撑柱7,四个支撑柱7的顶部设置有顶板 8,顶板8的顶部设置有两个液压缸9,顶板8的底部位于成型槽6的顶部设置有下压板10,成型槽6的底部设置有冷却装置11,冷却装置11的一侧位于工作台1顶部一侧的边角安装有控制台12。
20.其中,电磁感应熔化炉2固定安装在工作台1顶部的一侧,电磁感应熔化炉2与控制台12电性连接,通过电磁感应熔化炉2设置,使其将铝制废品熔化成铝液。
21.其中,进料滑槽3通过支撑架安装在进料口的一侧,进料盖4的顶部设置有伸缩杆13,伸缩杆13通过支撑件固定在电磁感应熔化炉2顶部的另一侧,伸缩杆13的活塞杆通过连接件与进料盖4的顶部固定连接,伸缩杆13与控制台12电性连接,通过在电磁感应熔化炉2一侧进料滑槽3的设置,使其通过其将铝制废品投入电磁感应熔化炉2的内部,可避免将溶液溅到人工上,从而避免不必要麻烦的产生。
22.其中,输送管5的内部分别与电磁感应熔化炉2和成型槽6的内部相连通,且其内部固定安装有电磁阀14,电磁阀14与控制台12电性连接,通过输送管5的设置,使其输送管5在电磁阀14的作用下,将其输送到成型槽6 的内部,从而取代人工输送,大大提高了工作效
率。
23.其中,冷却装置11固定安装在成型槽6的底部,冷却装置11与控制台 12电性连接,通过在成型槽6底部冷却装置11的设置,使其输送到成型槽6 的内部,在冷却装置11的作用下冷却成半固态铝合金。
24.其中,四个支撑柱7的底部分别与成型槽6两侧的两端固定焊接,顶板8 底部分别与四个支撑柱7的顶部固定连接,通过四个支撑柱7及其顶部顶板8 的设置,使其为承载安装两个液压缸9的作用。
25.其中,两个液压缸9的活塞杆均贯穿顶板8的两侧与下压板10的顶部固定焊接,两个液压缸9均与控制台12电性连接,通过两个液压缸9的活塞杆均贯穿顶板8的两侧与下压板10的顶部固定焊接,使其两个液压缸9的活塞杆推动下压板10对成型槽6内半固态铝合金压制成型,使其成型后的铝合金成品无压痕,质量大大提高。
26.工作时,通过电磁感应熔化炉2设置,使其将铝制废品熔化成铝液;通过在电磁感应熔化炉2一侧进料滑槽3的设置,使其通过其将铝制废品投入电磁感应熔化炉2的内部,可避免将溶液溅到人工上,从而避免不必要麻烦的产生;通过输送管5的设置,使其输送管5在电磁阀14的作用下,将其输送到成型槽6的内部,从而取代人工输送,大大提高了工作效率;通过在成型槽6底部冷却装置11的设置,使其输送到成型槽6的内部,在冷却装置11 的作用下冷却成半固态铝合金;通过两个液压缸9的活塞杆均贯穿顶板8的两侧与下压板10的顶部固定焊接,使其两个液压缸9的活塞杆推动下压板10 对成型槽6内半固态铝合金压制成型,使其成型后的铝合金成品无压痕,质量大大提高。
27.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1