铸坯铸造设备和用于运行铸坯铸造设备的方法与流程
1.本发明涉及一种铸坯铸造设备和一种用于运行铸坯铸造设备的方法。
背景技术:
2.在铸坯铸造设备中,金属熔液(通常钢熔液)从铸造钢包通过冷却的结晶器被铸造,在结晶器中开始熔液的固化。在结晶器内,熔液的区域固化,以形成铸坯壳,铸坯壳包围大多还液态的金属芯。至少部分固化的金属铸坯从结晶器输出到铸坯引导件,并且在铸坯引导件中进一步被冷却。
3.铸坯铸造设备可以构造为竖直设备或弯曲设备。竖直设备具有竖直结晶器和竖直延伸的铸坯引导件。在竖直设备上通常铸造具有大的横截面、例如具有大于800mm的厚度的圆形的或多边形的横截面的铸坯。弯曲设备理解为具有弯曲形的铸坯引导件的铸坯铸造设备。弯曲设备的结晶器可以是竖直结晶器或弯曲结晶器。在弯曲设备上通常铸造很小的或中等大小的具有例如带有高达400mm的厚度的矩形或环形横截面的铸坯。
4.此外,竖直设备可以连续或半连续地运行。连续运行的竖直设备铸造无端头的铸坯,从其固化的端部切割出子铸坯。相反地,在半连续地运行的竖直设备上铸造特定的长度或特定的重量的铸坯,其在充分固化之后被运输走。
技术实现要素:
5.本发明的任务在于,说明一种在各种可铸造的铸坯和铸坯规格方面得到改进的铸坯铸造设备。铸坯铸造设备应该仍然是简单的和廉价的。
6.根据本发明,该任务通过具有权利要求1的特征的铸坯铸造设备和具有权利要求10的特征的用于运行铸坯铸造设备的方法解决。
7.本发明的有利的设计方案是从属权利要求的主题。
8.根据本发明的铸坯铸造设备包括第一子设备、第二子设备、可转动的钢包转塔和液压供应装置。第一子设备设定用于产生竖直延伸的竖直铸坯,并且包括第一结晶器、第一铸坯引导件和第一液压单元,第一液压单元设定用于使第一结晶器振动。第二子设备设定用于产生弯曲延伸的弯曲铸坯,并且包括第二结晶器、第二铸坯引导件和第二液压单元,第二液压单元设定用于使第二结晶器振动并且将第二铸坯引导件的铸坯引导元件调节到弯曲铸坯上。钢包转塔设定用于在两个结晶器上方承载至少两个铸造钢包。液压供应装置可以选择性地给第一液压单元或第二液压单元供应压力液体。
9.根据本发明的铸坯铸造设备因此能够实现竖直铸造运行和弯曲铸造运行,在竖直铸造运行中,利用第一子设备铸造竖直铸坯;在弯曲铸造运行中,利用第二子设备铸造弯曲铸坯。由此有利地,可以利用铸坯铸造设备铸造具有不同的规格的铸坯。例如,利用第一子设备铸造具有大的例如具有厚度为大于800mm的横截面的铸坯,并且利用第二子设备铸造具有很小的或中等大小的例如具有厚度为高达400或600mm的横截面的铸坯。第一子设备此外首先适用于半连续的铸坯铸造,第二子设备也适用于连续的铸坯铸造。此外,针对两个子
设备设置共同的钢包转塔和共同的液压供应装置,也就是说,铸坯铸造设备的这些单元有利地用于两个子设备,从而减少用于铸坯铸造设备的部件数量和成本。实现根据本发明的铸坯铸造设备例如可以在两个连续的阶段中进行,其中在第一阶段中建造第二子设备、钢包转塔和液压供应装置,并且已经采取了结构上的预防措施,以便能够在随后的第二阶段中对第一子设备进行加装。
10.液压供应装置优选在其功率和运输量方面设计为,使得要么第一要么第二子设备可以被供应以压力液体(通常液压油)。由此,对于第一和第二子设备来说共同的液压供应装置比两个单独的液压供应装置更紧凑和更廉价。换言之,液压供应装置没有设计为,能够实现两个子设备的在时间上平行的运行。
11.自然可能的是,第一子设备不仅具有一个第一液压单元,而且具有多个第一液压单元(除了液压振动单元以外,例如还有用于将铸坯从第一结晶器拉出和/或用于将铸坯引导元件调节到竖直铸坯上的液压单元)。在该情况下,液压供应装置设定用于,可以在第一子设备运行期间供应所有第一液压单元。
12.根据本发明的铸坯铸造设备的设计方案具有冷却水供应装置,利用冷却水供应装置可以选择性地将冷却水输送至第一子设备或第二子设备,其中每个子设备设定用于利用其由冷却水供应装置输送的冷却水来冷却其结晶器,并且将其由冷却水供应装置输送的冷却水输出到由其产生的铸坯(通常在次级冷却中)上。根据本发明的该设计方案,铸坯铸造设备因此针对两个子设备具有共同的冷却水供应装置,也就是说,冷却水供应装置也有利地用于两个子设备,从而进一步减少用于铸坯铸造设备的部件数量和成本。
13.根据本发明的铸坯铸造设备的另外的设计方案具有第一分配器,第一分配器设定用于容纳从布置在钢包转塔上的铸造钢包输送给它的熔液,并且将其进一步传导至第一结晶器。
14.根据本发明的铸坯铸造设备的另外的设计方案具有第二分配器,第二分配器设定用于容纳从布置在钢包转塔上的铸造钢包输送给它的熔液,并且将其进一步传导至第二结晶器。
15.根据本发明的铸坯铸造设备的相对于两个前述的设计方案备选的设计方案具有在第一位置和第二位置之间可移动的分配器,该分配器设定用于容纳从布置在钢包转塔上的铸造钢包输送给它的熔液,并且在第一位置中将其进一步传导至第一结晶器,并且在第二位置中将其进一步传导至第二结晶器。
16.有利地,通过一个或多个分配器可以缓冲熔液,例如用以在排空铸造钢包后更换铸造钢包。可移动的分配器有利地进一步减少用于铸坯铸造设备的部件数量和成本。
17.根据本发明的铸坯铸造设备的另外的设计方案具有倾斜机构,倾斜机构设定用于,使由第一子设备产生的竖直铸坯倾斜到水平位置,以将其运输走。在此,倾斜机构可以设定用于,使竖直铸坯朝以下方向倾斜,第二子设备的铸坯引导件从第二结晶器沿该方向延伸出。由此有利地,竖直铸坯的运输变得容易。竖直铸坯朝第二铸坯引导件的走向的方向的倾斜有利地减少空间需求,因为竖直和弯曲铸坯沿该方向被输出。
18.在根据本发明的铸坯铸造设备的另外的设计方案中,第一结晶器和第二结晶器布置在相同的高度上。此外,铸坯铸造设备可以具有布置在结晶器的高度上的铸造平台,从铸造平台可以到达两个结晶器。由此有利地,在相同的高度上的两个结晶器尤其可从共同的
铸造平台接近,这例如使竖直和弯曲铸造运行之间的切换变得容易。
19.在根据本发明的用于运行根据本发明的铸坯铸造设备的方法中,在每个时间点,最多运行两个子设备中的一个,并且对于运行的子设备的切换来说,液压供应装置与迄今运行的子设备的液压单元分离,并且与其他的子设备的液压单元耦合。这尤其能够实现具有共同的钢包转塔和共同的液压供应装置的铸坯铸造设备的运行。
20.线路的分离或耦合优选通过分离所谓的快速离合器进行。由此减少用于从第一子设备切换到第二子设备或相反的时间耗费。
21.在根据本发明的方法的设计方案中,在利用两个子设备中的一个进行铸坯铸造时,熔液从布置在钢包转塔上的铸造钢包导入该子设备的结晶器中。为了连续的铸坯铸造,在排空用于铸坯铸造的第一铸造钢包之前或之后,第二铸造钢包尤其可以布置在钢包转塔上,在排空第一铸造钢包之后,钢包转塔转动,直到第二铸造钢包占据第一铸造钢包的位置,并且随后,第二铸造钢包用于铸坯铸造。
22.在根据本发明的方法的另外的设计方案中,仅相应运行的子设备被供应以来自共同的冷却水供应装置的冷却水。
23.优选地,以下适用于液压供应装置的最大的运输量q
hydmax
:q
hydmax ≥ q
hyd1
并且q
hydmax ≥ q
hyd2
,但q
hydmax
< q
hyd1 + q
hyd2
,其中q
hyd1
是用于供应第一子设备的液压单元的最大的运输量,并且q
hyd2
是用于供应第二子设备的液压单元的最大的运输量。
24.优选地,以下适用于冷却水供应装置的最大的运输量q
k
ü
hlmax
:q
k
ü
hlmax ≥ q
k
ü
hl1
并且q
k
ü
hlmax ≥ q
k
ü
hl2
,但q
k
ü
hlmax
< q
k
ü
hl1 + q
k
ü
hl2
,其中q
k
ü
hl1
是用于供应第一子设备的冷却水供应装置的最大的运输量,并且q
k
ü
hl2
是用于供应第二子设备的冷却水供应装置的最大的运输量。
25.两个前述的段落也适用于替代最大的运输量q的驱动功率p。
附图说明
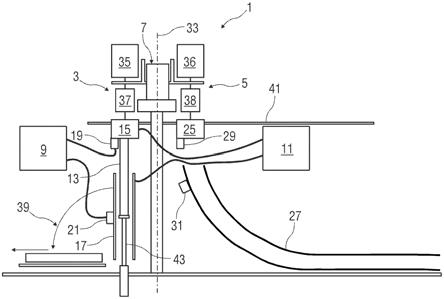
26.本发明的上述特性、特征和优点以及其如何实现这些特性、特征和优点的方式和方法结合随后对非限制性的实施例的描述变得更清楚和更容易理解,结合附图详细阐述实施例。在此:图1示意性示出了在竖直铸造运行中的根据本发明的铸坯铸造设备的实施例;图2示意性示出了在弯曲铸造运行中的图1所示的铸坯铸造设备;图3示出了铸坯铸造设备的实施例的液压供应装置的框图;并且图4示出了铸坯铸造设备的实施例的冷却水供应装置的框图;彼此相应的部分在附图中设有相同的附图标记。
具体实施方式
27.图1和2(图1和图2)示意性示出了在两个不同的运行模式中的根据本发明的铸坯铸造设备1的实施例。图1示出了在被称为竖直铸造运行的第一运行模式中的铸坯铸造设备1。图2示出了在被称为弯曲铸造运行的第二运行模式中的铸坯铸造设备1。
28.铸坯铸造设备1包括第一子设备3、第二子设备5、钢包转塔7、液压供应装置9和冷却水供应装置11。
29.第一子设备3设定用于在竖直铸造运行中产生竖直延伸的竖直铸坯13。针对该目的,第一子设备3包括第一结晶器15、第一铸坯引导件17和第一液压单元19、21,第一液压单元设定用于使第一结晶器15振动,并且将第一铸坯引导件17的(未详细示出的)铸坯引导元件、例如铸坯引导滚子调节到竖直铸坯13上。第一铸坯引导件17在第一结晶器15下方竖直地延伸。
30.第二子设备5设定用于在弯曲铸造运行中产生弯曲延伸的弯曲铸坯23。针对该目的,第二子设备5包括第二结晶器25、第二铸坯引导件27和第二液压单元29、31,第二液压单元设定用于使第二结晶器25振动,并且将第二铸坯引导件27的(未详细示出的)铸坯引导元件、例如布置在铸坯引导部段中的铸坯引导滚子调节到弯曲铸坯23上。第二铸坯引导件27从第二结晶器25的下侧附近、从近似的竖直线朝水平方向弯曲地延伸。
31.钢包转塔7可以围绕竖直的转动轴线33转动,并且设定用于在两个结晶器15、25的上方承载至少两个铸造钢包35、36。
32.利用液压供应装置9可以选择性地驱动第一液压单元19、21或第二液压单元29、31。液压供应装置9仅示意性地示出,并且在下面借助图3详细描述。
33.利用冷却水供应装置11可以选择性地将冷却水输送至第一子设备3或第二子设备5。每个子设备3、5设定用于利用其由冷却水供应装置11输送的冷却水来冷却其结晶器15、25,并且将其由冷却水供应装置11输送的冷却水输出到由其产生的铸坯13、23上。冷却水供应装置11仅示意性地示出,并且在下面借助图4详细描述。
34.铸坯铸造设备1此外具有第一分配器37和第二分配器38。第一分配器37设定用于容纳从布置在钢包转塔7上的铸造钢包35、36输送给它的熔液,并且将其进一步传导至第一结晶器15。第二分配器38设定用于容纳从布置在钢包转塔7上的铸造钢包35、36输送给它的熔液,并且将其进一步传导至第二结晶器25。第一分配器37布置在第一结晶器15的上方。第二分配器38布置在第二结晶器25的上方。
35.此外,铸坯铸造设备1包括倾斜机构39,倾斜机构设定用于,使由第一子设备3产生的竖直铸坯13倾斜到水平位置,以将其运输走。
36.两个结晶器15、25布置在相同的高度上。铸坯铸造设备1此外包括布置在结晶器15、25的高度上的铸造平台41,从铸造平台可以到达两个结晶器15、25。铸坯铸造设备1的操作人员例如可以在铸造平台41上运动,在那里可以存放或停放材料(例如铸造粉)和/或用于铸坯铸造的机构,和/或在那里可以布置铸坯铸造设备1的控制台。
37.在竖直铸造运行中,熔液从布置在第一分配器37上方的钢包转塔7上的铸造钢包35、36导入第一分配器37中。熔液从第一分配器37进一步导入第一结晶器15。在第一结晶器15内,熔液的区域固化,以形成竖直铸坯13的铸坯壳。竖直铸坯13利用第一拉出机构43从第一结晶器15被拉入第一铸坯引导件17中,在那里,竖直铸坯进一步被冷却并且固化。第一拉出机构43例如具有可竖直运动的冲头,冲头首先在其下侧封闭第一结晶器15,并且随后向下运动。在充分固化之后,竖直铸坯13通过倾斜机构39从竖直线倾斜到水平位置,并且随后被运输走。在竖直铸造运行中,第一子设备3的液压单元19、21耦合至液压供应装置9,并且通过液压供应装置9驱动,以便使第一结晶器15振动,并且将第一铸坯引导件17的铸坯引导元件调节到竖直铸坯13上。此外,在竖直铸造运行中,第一子设备3被供应以来自冷却水供应装置11的冷却水,以便冷却第一结晶器15(并且必要时第一子设备3的另外的部件),并且
例如通过喷嘴将第一铸坯引导件17中的冷却水输出到竖直铸坯13上,用以对其进行冷却。
38.在弯曲铸造运行中,熔液从布置在第二分配器38上方的钢包转塔7上的铸造钢包35、36导入第二分配器38中。熔液从第二分配器38进一步导入第二结晶器25。在第二结晶器25内,熔液的区域固化,以形成弯曲铸坯23的铸坯壳。弯曲铸坯23利用第二拉出机构45从第二结晶器25被拉入第二铸坯引导件27中,在那里,弯曲铸坯进一步被冷却并且固化。第二拉出机构45例如具有冷铸坯,冷铸坯首先在其下侧封闭第二结晶器25,并且随后引导通过第二铸坯引导件27。冷铸坯或弯曲铸坯23例如通过可液压驱动的驱动滚子被驱动。在弯曲铸造运行中,第二子设备5的液压单元29、31耦合至液压供应装置9,并且通过液压供应装置9驱动,以便使第二结晶器25振动,并且将第二铸坯引导件27的铸坯引导元件调节到弯曲铸坯23上。此外,在弯曲铸造运行中,第二子设备5被供应以来自冷却水供应装置11的冷却水,以便冷却第二结晶器25(并且必要时第二子设备5的另外的部件),并且例如通过喷嘴将第二铸坯引导件27中的冷却水输出到弯曲铸坯23上,用以对其进行冷却。
39.在两个子设备3、5中的一个的铸坯13、23的连续的铸坯铸造中,在排空用于铸坯铸造的第一铸造钢包35之前或之后,第二铸造钢包36布置在钢包转塔7上。在排空第一铸造钢包35之后,钢包转塔7转动,直到第二铸造钢包36占据第一铸造钢包35的位置,并且随后,第二铸造钢包36用于铸坯铸造。连续的铸坯铸造首先实施有第二子设备5,而第一子设备3首先用于不连续的铸坯铸造。然而,在第一子设备3的适当的设计中,第一子设备3也可以用于连续的铸坯铸造。用于两个子设备3、5的连续的运行的分离装置在附图中未示出。
40.利用铸坯铸造设备1相互交替实施竖直铸造运行和弯曲制造运行,也就是说,两个子设备3、5没有同时运行。对于运行的子设备3、5的切换来说,液压供应装置9和冷却水供应装置11与迄今运行的子设备3、5分离,并且与其他的子设备3、5耦合。
41.铸坯铸造设备1的在图1和2中示意性示出的实施例可以以不同的方式改变为另外的实施例。替代两个分配器37、38,例如可以设置仅一个可在第一位置和第二位置之间移动的分配器37,该分配器设定用于容纳从布置在钢包转塔7上的铸造钢包35、36输送给它的熔液,并且在第一位置中将其进一步传导至第一结晶器15,并且在第二位置中将其进一步传导至第二结晶器25。此外,倾斜机构39可以设定用于,使竖直铸坯13朝以下方向倾斜,第二子设备5的铸坯引导件27从第二结晶器25沿该方向延伸出。此外,替代倾斜机构39可以设置取出机构,取出机构设定用于,在充分固化之后将竖直铸坯13从第一铸坯引导件17取出。取出机构例如可以为此具有龙头。
42.图3(图3)示出了铸坯铸造设备1的实施例的液压供应装置9的框图。液压供应装置9包括用于提供液压液体的液压罐47和用于产生液压液体的高的压力的高压泵49。液压液体被输送至相应运行的子设备3、5的液压单元19、21、29、31。除了用于使相应的结晶器15、25振动并且将相应的铸坯引导件17、27的铸坯引导元件调节到相应的铸坯13、23上的液压单元19、21、29、31以外,相应运行的子设备3、5的另外的液压单元、例如用于运行相应的拉出机构43、45的液压单元可以由液压供应装置9供应。
43.图4(图4)示出了铸坯铸造设备1的实施例的冷却水供应装置11的框图。冷却水供应装置11包括结晶器冷却水输送装置51、机器冷却水输送装置53、紧急冷却水输送装置55、辅助冷却水输送装置57、水
‑
空气输送装置59、铸坯冷却水输送装置61和铸坯紧急冷却水输送装置63。利用结晶器冷却水输送装置51,可以给相应运行的子设备3、5的结晶器15、25输
送冷却水,用于冷却结晶器15、25。利用机器冷却水输送装置53可以给相应运行的子设备3、5的机器部件65、66(例如滚子)输送冷却水,用于冷却机器部件65、66。在紧急情况下,例如在结晶器冷却水输送装置51或机器冷却水输送装置53故障时,利用紧急冷却水输送装置55可以给相应运行的子设备3、5的结晶器15、25和机器部件65、66输送冷却水,用于冷却结晶器15、25和/或机器部件65、66。利用辅助冷却水输送装置57可以给相应运行的子设备3、5的辅助机组67、68(例如阀)输送冷却水,用于冷却辅助机组67、68。利用水
‑
空气输送装置59可以给相应运行的子设备3、5的铸坯引导件17、27输送水
‑
空气混合物,用于相应的铸坯13、23的铸坯冷却。利用铸坯冷却水输送装置61可以给相应运行的子设备3、5的铸坯引导件17、27输送冷却水,用于铸坯冷却。在紧急情况下,例如在铸坯冷却水输送装置61故障时,利用铸坯紧急冷却水输送装置63可以给相应运行的子设备3、5的铸坯引导件17、27输送冷却水,用于铸坯冷却。由结晶器冷却水输送装置51、机器冷却水输送装置53、紧急冷却水输送装置55和辅助冷却水输送装置57输送的冷却水在冷却水回路中被再次使用。由水
‑
空气输送装置59、铸坯冷却水输送装置61和铸坯紧急冷却水输送装置63输送的冷却水一部分通过与铸坯13、23的接触而蒸发,并且另一部分被接收在轧屑通道69中,收集在轧屑井70中,并且被粗略地清洁,并且在水制备装置71中被制备,用于再次使用。在输送装置51
…
57、61和63之前的主水泵没有示出。
44.附图标记列表1铸坯铸造设备3第一子设备5第二子设备7钢包转塔9液压供应装置11冷却水供应装置13竖直铸坯15第一结晶器17第一铸坯引导件19、21第一液压单元23弯曲铸坯25第二结晶器27第二铸坯引导件29、31第二液压单元33转动轴线35、36铸造钢包37第一分配器38第二分配器39倾斜机构41铸造平台43第一拉出机构45第二拉出机构
47液压罐49高压泵51结晶器冷却水输送装置53机器冷却水输送装置55紧急冷却水输送装置57辅助冷却水输送装置59水
‑
空气输送装置61铸坯冷却水输送装置63铸坯紧急冷却水输送装置65、66机器部件67、68辅助机组69轧屑通道70轧屑井71水制备装置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1