金属3D打印设备跟随风场系统的制作方法
金属3d打印设备跟随风场系统
技术领域
1.本技术涉及3d打印领域,具体涉及一种金属3d打印设备跟随风场系统。
背景技术:
2.目前在激光金属3d打印过程中,金属粉末在吸收激光能量后会产生大量烟尘,烟尘会部分聚集在粉床表面,甚至可能到达成型舱室顶部的激光窗口,当这种情况发生时,烟尘与激光相互作用可能导致激光束的折射和吸收,并因此导致到达粉床表面的激光功率降低以及光束形状失真。
3.因此需要在成型舱室内设计风场,通过风场将烟尘顺利带走。风场优化难度大,干扰因素多,比如体现在吹粉、落粉导致的打印区域质量不一致情况。故风场的好坏直接影响着制件的质量,特别是大尺寸成型范围的风场对打印制件品质起到决定性因素。但目前大尺寸设备中的风场,在设备中进行小范围打印状态下能够实现颗粒顺利带走,而在大范围长距离打印状态下几乎不可能实现颗粒顺利带走,导致大尺寸成型质量差的问题。
技术实现要素:
4.有鉴于此,有必要提供一种能够提高成型质量的金属3d打印设备跟随风场系统。
5.本技术一实施例中提供一种金属3d打印设备跟随风场系统,包括成型台、围壁、吹风件及收风件。成型台用于承载打印制件。围壁罩住所述成型台,所述成型台与所述围壁包围形成舱室,所述舱室用于收容所述打印制件。吹风件设于所述围壁的一侧,所述吹风件包括第一伸缩部,所述第一伸缩部设有吹风口。收风件设于所述围壁与所述吹风件相对的一侧,所述收风件包括第二伸缩部,所述第二伸缩部设有收风口。所述第一伸缩部及所述第二伸缩部能够伸缩并使所述吹风口及所述收风口靠近所述打印制件,所述吹风件通过所述吹风口向所述打印制件吹气以带走烟尘,所述收风件通过所述收风口吸收所述烟尘。
6.在一些实施例中,所述第一伸缩部及所述第二伸缩部沿第一方向伸缩,所述第一方向为所述吹风件指向所述收风件的方向,或所述收风件指向所述吹风件的方向。
7.在一些实施例中,所述吹风口及所述收风口沿所述第一方向相对设置,以使风向为所述吹风件指向所述收风件的方向。
8.在一些实施例中,所述第一伸缩部及所述第二伸缩部的伸缩距离范围均小于或等于所述成型台的长度的1/2。
9.在一些实施例中,所述吹风件包括多个所述第一伸缩部,所述收风件包括多个所述第二伸缩部,且每个所述第一伸缩部对应一所述第二伸缩部,并对应所述打印制件的不同部位。
10.在一些实施例中,所述金属3d打印设备跟随风场系统还包括铺粉管,所述铺粉管移动后能够扫掠所述成型台,用于在所述成型台上铺粉以成型所述打印制件。
11.在一些实施例中,所述铺粉管的移动方向垂直于所述第一方向。
12.在一些实施例中,所述金属3d打印设备跟随风场系统还包括控制器,所述控制器
通讯连接所述第一伸缩部及所述第二伸缩部,所述控制器用于在所述打印制件成型过程中根据所述打印制件的尺寸变化来控制所述第一伸缩部及所述第二伸缩部伸缩,以使所述第一伸缩部及所述第二伸缩部根据所述打印制件的尺寸变化实时靠近或远离所述打印制件。
13.在一些实施例中,所述第一伸缩部及所述第二伸缩部伸缩后能够使所述吹风口及所述收风口与所述围壁的内表面平齐,以最大化所述成型台的使用面积。
14.在一些实施例中,所述金属3d打印设备跟随风场系统还包括激光器,所述激光器用于发射激光至所述成型台的粉末,以使粉末固化形成所述打印制件。
15.上述金属3d打印设备跟随风场系统通过第一伸缩部及第二伸缩部伸缩直至吹风口及收风口靠近打印制件,再通过吹风口向打印制件吹气以带走烟尘以及收风口同时吸收烟尘,实现了吹风口与收风口之间距离可调,从而有效缩小成型台实际打印所需的风场范围,实现了风场顺利带走舱室内的颗粒,进而提高成型质量的目的。
附图说明
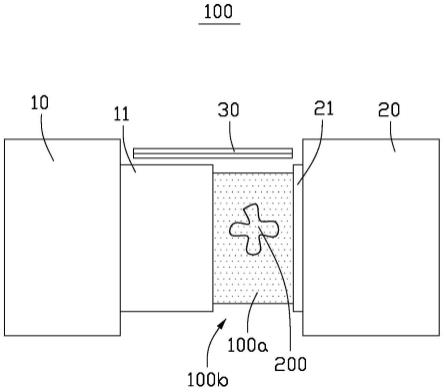
16.图1为本技术一实施例中金属3d打印设备跟随风场系统的结构示意图。
17.图2为图1中金属3d打印设备跟随风场系统另一状态的结构示意图。
18.图3为图1中金属3d打印设备跟随风场系统再一状态的结构示意图。
19.图4为另一实施例中金属3d打印设备跟随风场系统的结构示意图。
20.主要元件符号说明
21.金属3d打印设备跟随风场系统
ꢀꢀ
100
22.打印制件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200
23.成型台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100a
24.舱室
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100b
25.吹风件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
26.第一伸缩部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
27.收风件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
28.第二伸缩部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21
29.铺粉管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
具体实施方式
30.下面将结合本技术实施方式中的附图,对本技术的技术方案进行描述,显然,所描述的实施方式仅仅是本技术一部分实施方式,而不是全部的实施方式。
31.需要说明的是,当组件被称为
″
固定于
″
另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是
″
连接
″
另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是
″
设置于
″
另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语
″
垂直的
″
、
″
水平的
″
、
″
左
″
、
″
右
″
以及类似的表述只是为了说明的目的。
32.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术。本文所使用的术语
″
或/及
″
包括一个或多个
相关的所列项目的任意的和所有的组合。
33.下面结合附图,对本技术的一些实施方式作详细说明。在不冲突的情况下,下述的实施方式及实施方式中的特征可以相互组合。
34.请参阅图1,本技术一实施例中提供了一种金属3d打印设备跟随风场系统100,包括成型台100a、围壁、吹风件10及收风件20。成型台100a用于在打印时承载打印制件200。围壁用于罩住成型台100a,且成型台100a与围壁包围形成舱室100b。舱室100b用于在打印时提供密闭空间以便成型打印制件200。吹风件10设于围壁的一侧。吹风件10包括第一伸缩部11。第一伸缩部11设有吹风口,且吹风口连通吹风件10与舱室100b。吹风件10用于通过吹风口向舱室100b内鼓风。收风件20设于围壁与吹风件10相对的一侧。收风件20包括第二伸缩部21。第二伸缩部21设有收风口,且收风口连通收风件20与舱室100b。收风件20用于通过收风口从舱室100b内抽风。作为示范性举例,在一实施例中,金属3d打印设备跟随风场系统100的成型方式为金属粉末激光3d打印,在其他实施例中,金属3d打印设备跟随风场系统100也可以为其他成型方式的3d打印。
35.第一伸缩部11能够带动吹风口向靠近或远离收风件20的方向伸缩移动。第二伸缩部21能够带动收风口向靠近或远离吹风件10的方向伸缩移动。第一伸缩部11及第二伸缩部21伸缩移动后,用于使吹风口及收风口分别从两侧靠近成型台100a上打印成型中的打印制件200,靠近后,吹风口向打印制件200吹气以带走打印过程中产生的烟尘,且吹气方向为朝向收风件20的方向,同时收风口吸收迎面飘散的烟尘,使得烟尘颗粒不会聚集在成型台100a及打印制件200的表面,也不会到达舱室100b顶部的激光窗口,进而有效地去除烟尘,防止烟尘在舱室100b中扩散并对激光构成持续威胁,提高打印制件200的成型质量。
36.在一实施例中,第一伸缩部11及第二伸缩部21仅能够沿第一方向伸缩。第一方向为吹风件10指向收风件20的方向,或收风件20指向吹风件10的方向,使得金属3d打印设备跟随风场系统100更为简化并便于控制第一伸缩部11及第二伸缩部21的移动。在其他实施例中,第一伸缩部11及第二伸缩部21也可以在空间内任意方向及角度伸缩移动。
37.在一实施例中,吹风口及收风口沿第一方向相对设置,以使形成的风向为吹风件10指向收风件20的方向,进而使得舱室100b中的气流方向从一侧向另一侧均匀设置,消除反向流动导致的回流现象,保证了气流流速,同时避免了烟尘不会因回流上升到舱室100b的其他区域,实现了高效带走烟尘并提高了打印制件200的成型质量。
38.请参阅图1及图2,第一伸缩部11及第二伸缩部21的伸缩距离范围均小于或等于成型台100a的长度的1/2。当打印制件200所需的成型面积仅为成型台100a总面积的1/2时,第一伸缩部11可以朝收风件20的方向全部伸出,同时第二伸缩部21完全缩回,如图1所示,使得成型台100a的可成型区域仅为靠近收风件20一侧的总面积的1/2;或如图2所示,第二伸缩部21朝吹风件10的方向全部伸出,同时第一伸缩部11完全缩回,同样使得成型台100a的可成型区域仅为靠近收风件20一侧的总面积的1/2。在其他实施例中,当打印制件200所需的成型面积大于成型台100a总面积的1/2时,如1/3,第一伸缩部11及第二伸缩部21可以仅伸出一部分距离,使得成型台100a的可成型面积足够打印制件200成型。可以理解的是,第一伸缩部11及第二伸缩部21的伸缩距离范围也可以为其他值,如成型台100a长度的1/3、1/4或整个成型台100a的长度。
39.请参阅图3,第一伸缩部11及第二伸缩部21伸缩后能够使吹风口及收风口与围壁
的内表面平齐,以最大化成型台100a的使用面积。
40.请参阅图4,吹风件10包括多个第一伸缩部11。收风件20包括多个第二伸缩部21,且每个第一伸缩部11沿第一方向对应一个第二伸缩部21。在打印制件200形状不规则的情况下,每两个第一伸缩部11及第二伸缩部21能够相对伸缩移动后对应打印制件200的不同部位,实现依据打印制件200的形状吸附打印制件200不同部位产生的烟尘,防止由于打印制件200形状不规则导致成型台100a存在大量的无效区域,减少了打印制件200不同部位两侧第一伸缩部11及第二伸缩部21的距离,进而提升了烟尘的吸附效果。
41.金属3d打印设备跟随风场系统100还包括控制器。控制器通讯连接多个第一伸缩部11及第二伸缩部21。打印制件200在3d打印过程中由于逐层打印,在不同高度会产生形状及尺寸变化。控制器用于在打印制件200成型过程中根据打印制件200的形状及尺寸变化来控制第一伸缩部11及第二伸缩部21伸缩,以使第一伸缩部11及第二伸缩部21根据打印制件200的尺寸变化实时靠近或远离打印制件200的对应部位,进而提升了烟尘的吸附效果及打印制件200成型的质量。
42.请参阅图1至图4,金属3d打印设备跟随风场系统100还包括铺粉管30。铺粉管30移动后能够扫掠成型台100a的面积。在扫掠过程中铺粉管30用于在成型台100a的打印制件200上逐层铺粉以成型打印制件200。
43.在一实施例中,铺粉管30的移动方向垂直于第一方向,使得金属3d打印设备跟随风场系统100的结构更加简洁。
44.金属3d打印设备跟随风场系统100还包括激光器,激光器置于舱室100b的顶部,用于发射激光至成型台100a的粉末,以使粉末固化形成打印制件200。
45.上述金属3d打印设备跟随风场系统100通过第一伸缩部11及第二伸缩部21伸缩直至吹风口及收风口靠近打印制件200,再通过吹风口向打印制件吹气以带走烟尘以及收风口同时吸收烟尘,实现了吹风口与收风口之间距离可调,从而有效缩小成型台100a实际打印所需的风场范围,实现了风场顺利带走舱室100b内的颗粒,进而提高成型质量的目的。
46.另外,本技术领域的普通技术人员应当认识到,以上的实施方式仅是用来说明本技术,而并非用作为对本技术的限定,只要在本技术的实质精神范围之内,对以上实施例所作的适当改变和变化都落在本技术的公开范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1