金属3D打印装置的制作方法
金属3d打印装置
技术领域
1.本技术涉及3d打印技术领域,尤其涉及一种金属3d打印装置。
背景技术:
2.3d打印技术中,激光选区熔化(slm)成型技术是增材制造技术的一种,该技术基于“离散—堆积”原理,依据数字化三维模型的切片数据,采用激光束对原材料粉末逐点、逐线、逐层熔化直接制造出功能零件。相比其它金属增材制造技术,激光选区熔化技术具有更高的成形精度,可成形复杂精细零件,它以结构功能一体化设计制造、短周期、近终形、无模具、无刀具等技术优势成为快速制造复杂构件的先进制造手段,是金属增材制造技术最有发展前景的技术之一。但激光选区熔化技术的成型效率不高,严重限制了激光选区熔化技术的应用的发展。
技术实现要素:
3.为了解决现有技术中的问题,本技术提供一种金属3d打印装置,用于打印成型打印件,包括:
4.成型模块,至少包括间隔设置的第一成型缸及第二成型缸;
5.激光预热模块,所述激光预热模块包括第一激光发射单元及第一反射镜,所述第一反射镜用于改变所述第一激光发射单元的光路,使所述第一激光发射单元至少分别照射所述第一成型缸及所述第二成型缸;
6.激光加工模块,所述激光加工模块包括第二激光发射单元及第三激光发射单元,所述第二激光发射单元及所述第三激光发射单元分别照射所述第一成型缸及所述第二成型缸中的一个;以及
7.光路模块,包括第一合束镜、第二合束镜、第一振镜以及第二振镜,所述第一合束镜用于将所述第一激光发射单元及所述第二激光发射单元发出的激光转移至所述第一振镜,并通过所述第一振镜将所述激光照射于所述第一成型缸,所述第二合束镜用于将所述第一激光发射单元及所述第三激光发射单元发出的激光转移至所述第二振镜,并通过所述第二振镜将所述激光照射于所述第二成型缸。
8.进一步的,通过所述第一反射镜改变所述第一激光发射单元的光路,实现所述第一激光发射单元同时对不同成型腔体的照射,以实现大面积辐照。且,通过所述第一合束镜与所述第一振镜配合,使所述第一激光发射单元及所述第二激光发射单元发出的激光对所述第一成型缸的打印区域实现准确预热及打印,同样的,通过所述第二合束镜与所述第二振镜配合,使所述第一激光发射单元及所述第三激光发射单元发出的激光对所述第二成型缸的打印区域实现准确预热及打印。进而,提高所述光路模块以及应用所述光路模块的金属3d打印装置的打印效率及打印质量。
9.于一实施例中,所述第一反射镜可活动地连接于一移动平台,所述移动平台用于控制所述第一反射镜在一第一位置与一第二位置之间切换,所述第一位置为不改变所述第
一激光发射单元的光路的位置,所述第二位置为改变所述第一激光发射单元的光路的位置。
10.进一步的,通过所述第一反射镜在所述第一位置及所述第二位置之间切换以改变所述第一激光发射单元的光路,在不移动所述第一激光发射单元及成型模块的情况下实现一个第一激光发射单元对间隔设置的所述第一成型缸及所述第二成型缸的照射,显著提升所述第一激光发射单元的辐照效率。
11.于一实施例中,所述第一激光发射单元包括用于射出激光的第一出光端,所述第二激光发射单元包括用于射出激光的第二出光端,所述第一出光端及所述第二出光端朝向所述第一合束镜发射激光。
12.进一步的,使所述第一出光端朝向所述第一合束镜,当第一反射镜不介入所述第一激光发射单元的光路传播时,使所述第一激光发射单元发出的激光可直接照射于所述第一合束镜,提升光传播效率。使所述第二出光端朝向所述第一合束镜,可提升光传播效率。
13.于一实施例中,所述第一振镜和所述第二振镜分设于所述第二激光发射单元和所述第三激光发射单元的光路两侧。
14.于一实施例中,所述第一反射镜位于所述第一位置,所述第一激光发射单元发出的激光经由所述第一合束镜反射后照射于所述第一振镜,所述第二激光发射单元发出的激光经由所述第一合束镜透射后照射于所述第一振镜。
15.进一步的,使所述第一合束镜位于所述第二激光发射单元与所述第一振镜之间,使得所述第二激光发射单元发出的激光可经由所述第一合束镜透射后照射于所述第一振镜,而使所述第一合束镜可通过反射等其他手段将所述第一激光发射单元发出的激光投射于所述第一振镜,进而实现所述第一合束镜的多光路转换。
16.于一实施例中,所述光路模块还包括第二反射镜,所述第一反射镜位于所述第二位置时,所述第一反射镜与所述第二反射镜相对设置,所述第一激光发射单元发出的激光依次经由所述第一反射镜及所述第二反射镜的反射后照射于所述第二合束镜。
17.进一步的,所述第二反射镜用于与所述第一反射镜配合以改变所述第一激光发射单元的光路,使所述第一激光发射单元除可用于预热位于所述第一成型缸的所述粉体材料外,还可用于预热位于所述第二成型缸的所述粉体材料,提升所述金属3d打印装置的打印效率。
18.于一实施例中,所述第三激光发射单元包括用于射出激光的第三出光端,所述第三出光端朝向所述第二合束镜发射激光。
19.于一实施例中,所述第一激光发射单元发出的激光经由所述第二合束镜反射后照射于所述第二振镜,所述第三激光发射单元发出的激光经由所述第二合束镜透射后照射于所述第二振镜。
20.进一步的,使所述第二合束镜位于所述第三激光发射单元与所述第二振镜之间,使得所述第三激光发射单元发出的激光可经由所述第二合束镜射后照射于所述第二振镜,而使所述第二合束镜可通过反射等其他手段将所述第一激光发射单元发出的激光投射于所述第二振镜,进而实现所述第二合束镜的多光路转换。
21.于一实施例中,保持所述第一激光发射单元开启,当所述第一反射镜运动至所述第一位置,使所述第二激光发射单元关闭,当所述第一反射镜运动至所述第二位置,使所述
第三激光发射单元关闭。
22.进一步的,使所述第一成型缸及所述第二成型缸中的打印过程同时处于连续工作状态,需要使共用一个所述第一激光发射单元进行预热的所述第一成型缸及所述第二成型缸处于不同的工作状态。当所述第一反射镜运动至所述第一位置,通过所述第一激光发射单元发射的激光对所述第一成型缸的粉体材料进行预热,此时所述第二激光发射单元关闭,所述第三激光发射单元开启,使所述第一成型缸处于预热的工作状态,使所述第二成型缸处于加工的工作状态。当所述第一反射镜运动至所述第二位置,通过所述第一激光发射单元发射的激光对所述第二成型缸的粉体材料进行预热,此时所述第三激光发射单元关闭,所述第二激光发射单元开启,使所述第一成型缸处于加工的工作状态,使所述第一成型缸处于预热的工作状态。进而,提升所述金属3d打印装置的打印效率。
23.于一实施例中,所述光路模块还包括间隔设置的第一透镜及第二透镜;激光经由所述第一振镜反射至所述第一透镜,并经由所述第一透镜透射至所述第一成型缸;激光经由所述第二振镜反射至所述第二透镜,并经由所述第二透镜透射至所述第二成型缸。
24.相比于现有技术,本技术的金属3d打印装置,通过所述第一反射镜改变所述第一激光发射单元的光路,实现所述第一激光发射单元同时对不同成型腔体的照射,以实现大面积辐照。且,通过所述第一合束镜与所述第一振镜配合,使所述第一激光发射单元及所述第二激光发射单元发出的激光对所述第一成型缸的打印区域实现准确预热及打印,同样的,通过所述第二合束镜与所述第二振镜配合,使所述第一激光发射单元及所述第三激光发射单元发出的激光对所述第二成型缸的打印区域实现准确预热及打印。进而,提高所述光路模块以及应用所述光路模块的金属3d打印装置的打印效率及打印质量。
附图说明
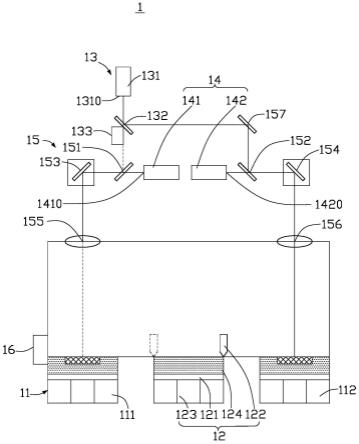
25.图1为本技术一实施例的金属3d打印装置的示意图。
26.主要元件符号说明
27.金属3d打印装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ128.成型模块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
29.第一成型缸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
111
30.第二成型缸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
112
31.铺粉模块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
32.铺粉缸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
121
33.刮刀单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
122
34.第三活塞
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
123
35.储粉腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
124
36.激光预热模块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13
37.第一激光发射单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
131
38.第一出光端
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1310
39.第一反射镜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
132
40.移动平台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
133
41.激光加工模块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14
42.第二激光发射单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
141
43.第二出光端
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1410
44.第三激光发射单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
142
45.第三出光端
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1420
46.光路模块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15
47.第一合束镜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
151
48.第二合束镜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
152
49.第一振镜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
153
50.第二振镜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
154
51.第一透镜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
155
52.第二透镜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
156
53.第二反射镜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
157
54.控制器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
16
55.如下具体实施方式将结合上述附图进一步说明本技术。
具体实施方式
56.以下描述将参考附图以更全面地描述本技术内容。附图中所示为本技术的示例性实施例。然而,本技术可以以许多不同的形式来实施,并且不应该被解释为限于在此阐述的示例性实施例。提供这些示例性实施例是为了使本技术透彻和完整,并且将本技术的范围充分地传达给本领域技术人员。类似的附图标记表示相同或类似的组件。
57.本文使用的术语仅用于描述特定示例性实施例的目的,而不意图限制本技术。如本文所使用的,除非上下文另外清楚地指出,否则单数形式“一”,“一个”和“该”旨在也包括复数形式。此外,当在本文中使用时,“包括”和/或“包含”和/或“具有”,整数,步骤,操作,组件和/或组件,但不排除存在或添加一个或多个其它特征,区域,整数,步骤,操作,组件,组件和/或其群组。
58.除非另外定义,否则本文使用的所有术语(包括技术和科学术语)具有与本技术所属领域的普通技术人员通常理解的相同的含义。此外,除非文中明确定义,诸如在通用字典中定义的那些术语应该被解释为具有与其在相关技术和本技术内容中的含义一致的含义,并且将不被解释为理想化或过于正式的含义。
59.以下内容将结合附图对示例性实施例进行描述。须注意的是,参考附图中所描绘的组件不一定按比例显示;而相同或类似的组件将被赋予相同或相似的附图标记表示或类似的技术用语。
60.下面参照附图,对本技术的具体实施方式作进一步的详细描述。
61.如图1所示,本技术实施例用于一种金属3d打印装置1,用于打印成型打印件。金属3d打印装置1包括成成型模块11、铺粉模块12、激光预热模块13、激光加工模块14以及光路模块15。
62.成型模块11至少包括间隔设置的第一成型缸111及第二成型缸112,成型模块11用于成型所述打印件。
63.铺粉模块12用于向成型模块11输送粉体材料。铺粉模块12包括铺粉缸121及刮刀
单元122,铺粉缸121设于第一成型缸111及第二成型缸112之间,铺粉缸121用于储存所述粉体材料,刮刀单元122用于将铺粉缸121中的所述粉体分别输送至第一成型缸111及第二成型缸112。进一步的,铺粉缸121包括第三活塞123,铺粉缸121内设有储粉腔124,储粉腔124用于储存所述粉体材料,第三活塞123用于推动所述粉体材料向储粉腔124外部运动,以使刮刀单元122向将所述粉体材料输送至第一成型缸111及第二成型缸112。
64.激光预热模块13用于预热所述粉体材料,激光预热模块13包括第一激光发射单元131及第一反射镜132,第一反射镜132用于改变第一激光发射单元131的光路,使第一激光发射单元131至少分别照射第一成型缸111及第二成型缸112。激光加工模块14用于在所述粉体材料被预热后加工所述粉体材料,激光加工模块14包括第二激光发射单元141及第三激光发射单元142,第二激光发射单元141及第三激光发射单元142分别照射第一成型缸111及第二成型缸112中的一个以加工所述粉体材料。第一激光发射单元131为半导体激光发射器,第一激光发射单元131所发出的预热激光照射于第一成型缸111或第二成型缸112的整个成型区域以进行预热。第二激光发射单元141及第三激光发射单元142为光纤激光发射器,第二激光发射单元141及第三激光发射单元142分别照射所述粉体以进行加工。
65.光路模块15包括第一合束镜151、第二合束镜152、第一振镜153以及第二振镜154,第一合束镜151用于将第一激光发射单元131及第二激光发射单元141发出的激光转移至第一振镜153,并通过第一振镜153将所述激光照射于第一成型缸111。第二合束镜152用于将第一激光发射单元131及第三激光发射单元142发出的激光转移至第二振镜154,并通过第二振镜154将所述激光照射于第二成型缸112。
66.第二激光发射单元141与第一合束镜151及第三激光发射单元142与第二合束镜152间可设置一动态聚焦镜,用于改变激光的聚焦状态,使金属3d打印装置1可选择更合适的工作参数,提升金属3d打印装置1的工作效率。
67.通过第一反射镜132改变第一激光发射单元131的光路,实现第一激光发射单元131同时对不同成型腔体的照射,以实现大面积辐照。且,通过第一合束镜151与第一振镜153配合,使第一激光发射单元131及第二激光发射单元141发出的激光对第一成型缸111的打印区域实现准确预热及打印,同样的,通过第二合束镜152与第二振镜154配合,使第一激光发射单元131及第三激光发射单元142发出的激光对第二成型缸112的打印区域实现准确预热及打印。进而,提高光路模块15以及应用光路模块15的金属3d打印装置1的打印效率及打印质量。
68.第一反射镜132可活动地连接于一移动平台133。移动平台133用于控制第一反射镜132在第一位置与第二位置之间切换,所述第一位置为不改变第一激光发射单元131的光路的位置,所述第二位置为改变第一激光发射单元131的光路的位置。移动平台133用于改变第一反射镜132朝向第一激光发射单元131的角度,以使第一反射镜132改变第一激光发射单元131所发出的预热激光的光路,使所述预热激光可投射于第一成型缸111及第二成型缸112的至少一个。在本实施例中,移动平台133可以为转动式的结构件,移动平台133通过转动使第一反射镜132在所述第一位置与所述第二位置之间切换。在其他实施例中,移动平台133还可以为其他类型的可活动单元,例如升降式或摆动式。
69.进一步的,通过第一反射镜132改变第一激光发射单元131的光路,在不移动第一激光发射单元131及成型模块11的情况下实现一个第一激光发射单元131对间隔设置的第
一成型缸111及第二成型缸112的照射,显著提升第一激光发射单元131的辐照效率。
70.第一激光发射单元131包括用于射出激光的第一出光端1310,第二激光发射单元141包括用于射出激光的第二出光端1410,第一出光端1310及第二出光端1410朝向第一合束镜151发射激光。
71.使第一出光端1310朝向第一合束镜151,当第一反射镜132不介入第一激光发射单元131的光路传播时,使第一激光发射单元131发出的激光可直接照射于第一合束镜151,提升光传播效率。使第二出光端1410朝向第一合束镜151,可提升光传播效率。
72.第一振镜153和第二振镜154分设于第二激光发射单元141和第三激光发射单元142的光路两侧。第一反射镜132位于所述第一位置,第一激光发射单元131发出的激光经由第一合束镜151反射后照射于第一振镜153,第二激光发射单元141发出的激光经由第一合束镜151透射后照射于第一振镜153。
73.使第一合束镜151位于第二激光发射单元141与第一振镜153之间,使得第二激光发射单元141发出的激光可经由第一合束镜151透射后照射于第一振镜153,而使第一合束镜151可通过反射等其他手段将第一激光发射单元131发出的激光投射于第一振镜153,进而实现第一合束镜151的多光路转换。
74.光路模块15还包括第二反射镜157,第一反射镜132位于所述第二位置时,第一反射镜132与第二反射镜157相对设置,第一激光发射单元131发出的激光依次经由第一反射镜132及第二反射镜157的反射后照射于第二合束镜152。
75.第二反射镜157用于与第一反射镜132配合以改变第一激光发射单元131的光路,使第一激光发射单元131除可用于预热位于第一成型缸111的所述粉体材料外,还可用于预热位于第二成型缸112的所述粉体材料,提升金属3d打印装置1的打印效率。
76.第三激光发射单元142包括用于射出激光的第三出光端1420,第三出光端1420朝向第二合束镜152发射激光。第一激光发射单元131发出的激光经由第二合束镜152反射后照射于第二振镜154,第三激光发射单元142发出的激光经由第二合束镜152透射后照射于第二振镜154。
77.使第二合束镜152位于第三激光发射单元142与第二振镜154之间,使得第三激光发射单元142发出的激光可经由第二合束镜152透射后照射于第二振镜154,而使第二合束镜152可通过反射等其他手段将第一激光发射单元131发出的激光投射于第二振镜154,进而实现第二合束镜152的多光路转换。
78.保持第一激光发射单元131开启,当第一反射镜132运动至所述第一位置,使第二激光发射单元141关闭,当第一反射镜132运动至所述第二位置,使第三激光发射单元142关闭。
79.使第一成型缸111及第二成型缸112中的打印过程同时处于连续工作状态,需要使共用一个第一激光发射单元131进行预热的第一成型缸111及第二成型缸112处于不同的工作状态。当第一反射镜132运动至所述第一位置,通过第一激光发射单元131发射的激光对第一成型缸111的粉体材料进行预热,此时第二激光发射单元141关闭,第三激光发射单元142开启,使第一成型缸111处于预热的工作状态,使第二成型缸112处于加工的工作状态。当第一反射镜132运动至所述第二位置,通过第一激光发射单元131发射的激光对第二成型缸112的粉体材料进行预热,此时第三激光发射单元142关闭,第二激光发射单元141开启,
使第一成型缸111处于加工的工作状态,使第一成型缸111处于预热的工作状态。进而,提升金属3d打印装置1的打印效率。
80.光路模块15还包括间隔设置的第一透镜155及第二透镜156。激光经由第一振镜153反射至第一透镜155,并经由第一透镜155透射至第一成型缸111。激光经由第二振镜154反射至第二透镜156,并经由第二透镜156透射至第二成型缸112。
81.金属3d打印装置1还包括控制器16,控制器16用于控制铺粉模块12向成型模块11输送粉体,随后控制激光预热模块13预热设于成型模块11的所述粉体,随后控制激光加工模块14加热预热后的所述粉体材料以成型所述打印件。
82.上文中,参照附图描述了本技术的具体实施方式。但是,本领域中的普通技术人员能够理解,在不偏离本技术的范围的情况下,还可以对本技术的具体实施方式作各种变更和替换。这些变更和替换都落在本技术所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1