1.本发明涉及加工和铸造技术领域,具体涉及一种熔模铸造模壳、模壳制备方法、熔模铸造方法及零件制造方法。
背景技术:2.航空发动机经济效益是航空发动机的一项重要指标,提高航空发动机涡轮前温度,是提高航空发动机涡轮效率的一项主要手段。随着航空发动机尺寸越来越大或为了匹配冷热态结构收缩,航空发动机的机匣越来越多的采用分段结构,具有大尺寸的缘板结构的叶片类零件在航空发动机的涡轮部件中发挥着越来越重要的作用。该叶片类零件1的结构如图1所示,包括大尺寸的缘板结构11和叶身结构12,该类零件的例子包括整流叶片铸件、机匣支板铸件及相关高温合金结构铸件等,该类零件采用三维气动设计,结构复杂,且外形为曲面结构,多采用熔模精密铸造后对铸造毛坯进行加工的方法来制造。
3.具有大尺寸的缘板结构11的叶片类零件1的铸造的主要难点在于厚薄变化的结构引起的缩松等冶金缺陷,以及铸造应力等导致大尺寸的缘板结构11变形引起的型面轮廓度超差。其中冶金缺陷可用通过优化浇铸和增加补缩解决,而铸造应力等导致的尺寸结构的变化一般对于具有大尺寸的缘板结构11的叶片类零件1没有一定的变形规律,难以通过模具调整解决,通常通过后期冷或热矫形解决,但是矫形将影响铸件的尺寸一致性和服役可靠性。
4.具有大尺寸的缘板结构的叶片类零件1的加工的主要难点在于零件的准确定位。由于叶片类零件1的外形结构复杂,难以利用原有零件结构特征直接建立三维基准,目前多采用六点定位原理进行零件定位及加工制造。但由于设计六点位于铸件理论模型的型面上,而熔模铸造过程中由于受铸造应力、模壳膨胀等因素影响会导致零件毛坯的实际六点位置偏离理论点,当零件的尺寸跨度较大时,六点的位置偏差会导致零件毛坯无法与六点中的部分点接触,或者即便零件毛坯与六点全部接触,但远离六点位置的位置度偏差被累积放大,导致零件加工尺寸超差,因此需要根据零件毛坯的实际尺寸与铸件理论模型之间的偏移量,对定位基准进行调整。
5.例如授权公告号为cn105423970b的专利文献公开了一种机匣支板制造的定位方法,在机匣支板叶身的一面设置a1、a2、a3三个定位凸台,a1、a2、a3三个定位凸台以三点定位方式布置;叶身的一侧安装边上部选择定位点b1设置定位凸台,叶身的一侧安装边下部选择定位点b2设置定位凸台,在机匣支板的法兰背部选择定位点c1设置定位凸台;以a1、a2、a3三个定位凸台为主基准,实现叶型定位;以定位凸台b1、b2为辅助定位点,定位轴向高度尺寸;以定位凸台c1为辅助基准定位,定位周向尺寸;定位凸台通过铸造的方法形成于机匣支板上,并在加工过程中通过打磨调整凸台高度来调整铸件加工位置。该方法在零件本体上铸造出多个定位凸台,增加了铸件的结构复杂性,通过打磨凸台调整加工位置,零件加工完成后还需将凸台切除,操作效率低,且影响零件的表面质量。
技术实现要素:6.本发明的一个目的是提供一种熔模铸造模壳,可以减少铸件的变形和缩松等铸造缺陷。
7.为实现所述目的的熔模铸造模壳,包括内侧面和外侧面,所述外侧面包括网状凸起。
8.在所述的熔模铸造模壳的一个或多个实施方式中,所述网状凸起通过制壳过程中在模壳厚度的中间位置添加网状结构的陶瓷生坯而形成。
9.在所述的熔模铸造模壳的一个或多个实施方式中,所述熔模铸造模壳用于铸造叶片类零件,所述叶片类零件包括缘板结构和叶身结构,所述网状凸起的位置及尺寸对应所述缘板结构的非流道侧表面。
10.在所述的熔模铸造模壳的一个或多个实施方式中,所述网状凸起的中心的网格密度高于边缘的网格密度。
11.在所述的熔模铸造模壳的一个或多个实施方式中,所述网状凸起的中心的厚度高于边缘的厚度。
12.该熔模铸造模壳通过设置网状凸起可以提高模壳的刚度,从而提高铸件凝固过程中的刚性,减少铸件的变形,避免铸件的型面轮廓度超差,此外,该网状凸起的网线位置的模壳比网眼位置的模壳更厚,因此网线位置的模壳和铸件上对应位置的冷却速度较慢,可以形成网状热节,以便于金属液沿网状通道对铸件进行补缩,从而减少缩松等铸造缺陷。
13.本发明的另一个目的是提供一种模壳制备方法,采用该方法制备的模壳可以减少铸件的变形和缩松等铸造缺陷。
14.为实现所述目的的模壳制备方法,用于制备熔模铸造用的模壳,包括:制备面层和第1层至第n层背层;在第n+1层背层添加网状结构的陶瓷生坯;制备剩余的背层,其中从第n+2层开始,每次淋砂均要去除堆积在所述网状结构的网眼内的部分砂子。
15.在所述的模壳制备方法的一个或多个实施方式中,n=2或3或4。
16.在所述的模壳制备方法的一个或多个实施方式中,所述模壳用于铸造叶片类零件,所述叶片类零件包括缘板结构和叶身结构,所述网状结构的位置及尺寸对应所述缘板结构的非流道侧表面。
17.在所述的模壳制备方法的一个或多个实施方式中,所述网状结构的中心的网格密度高于边缘的网格密度。
18.在所述的模壳制备方法的一个或多个实施方式中,所述网状结构的中心的厚度高于边缘的厚度。
19.采用该方法制备熔模铸造用的模壳,可以有效地获得前述的外侧面包括网状凸起的模壳,通过在模壳中添加该网状结构,可以提高模壳的刚度,从而提高铸件凝固过程中的刚性,减少铸件的变形,避免铸件的型面轮廓度超差,此外,该网状结构的网线位置的模壳比网眼位置的模壳更厚,因此网线位置的模壳和铸件上对应位置的冷却速度较慢,可以形成网状热节,以便于金属液沿网状通道对铸件进行补缩,从而减少缩松等铸造缺陷。
20.本发明的再一个目的是提供一种熔模铸造方法,可以减少铸件的变形和缩松等铸造缺陷。
21.为实现所述目的的熔模铸造方法,包括采用前述的模壳制备方法制备模壳,通过
在模壳中添加网状结构以提高铸件凝固过程中的刚性,并形成网状热节以便于金属液沿网状通道对所述铸件进行补缩。
22.本发明的又一个目的是提供一种零件制造方法,可以提高零件的铸造质量和加工质量。
23.为实现所述目的的零件制造方法,包括采用前述的熔模铸造方法制备零件毛坯和对所述零件毛坯进行加工,其中对所述零件毛坯进行加工包括:检测所述零件毛坯的实际尺寸;求解所述实际尺寸与铸件理论模型之间的偏移量;根据所述偏移量调节所述零件毛坯的定位基准。
24.在所述的零件制造方法的一个或多个实施方式中,采用三坐标测量或光学三维扫描检测所述实际尺寸。
25.在所述的零件制造方法的一个或多个实施方式中,通过最佳拟合求解所述偏移量。
26.在所述的零件制造方法的一个或多个实施方式中,采用可调定位工装调节所述零件毛坯的定位基准,所述可调定位工装根据六点定位原理设置六个定位件,所述六个定位件中的部分或全部可调整位置。
27.在所述的零件制造方法的一个或多个实施方式中,所述零件为叶片类零件,包括缘板结构和叶身结构。
28.在所述的零件制造方法的一个或多个实施方式中,采用可调定位工装调节所述零件毛坯的定位基准,所述可调定位工装根据六点定位原理设置六个定位件,所述六个定位件的位置均可调,所述六个定位件中的其中三个与所述叶身结构的其中一面为点接触,所述六个定位件中的其中两个与所述叶身结构的其中一个侧边为线接触,所述六个定位件中的其余一个与所述缘板结构的非流道侧表面为点接触。
29.采用该零件制造方法可以减少零件毛坯的变形和缩松等铸造缺陷,提高铸造的质量,根据零件毛坯的实际尺寸与铸件理论模型之间的偏移量调节零件毛坯的定位基准,可以实现零件毛坯在变形情况下的准确定位,可以提高零件的加工质量。
附图说明
30.本发明的上述的以及其他的特征、性质和优势将通过下面结合附图和实施例的描述而变得更加明显,其中:
31.图1是叶片类零件的示意图。
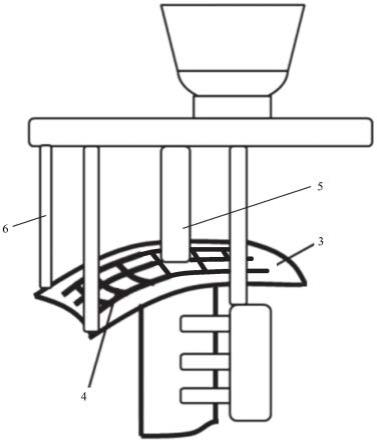
32.图2是模壳制备过程中添加网状结构的示意图。
33.图3是叶片类零件的六点定位方案示意图。
34.图4是可调定位工装的省略辅助夹持件的示意图。
具体实施方式
35.下述公开了多种不同的实施所述的主题技术方案的实施方式或者实施例。为简化公开内容,下面描述了各元件和排列的具体实例,当然,这些仅仅为例子而已,并非是对本发明的保护范围进行限制。需要注意的是,附图均仅作为示例,其并非是按照等比例的条件绘制的,并且不应该以此对本发明实际要求的保护范围构成限制。此外,本技术的一个或多
个实施方式中的某些特征、结构或特点可以进行适当的组合。
36.根据本发明实施方式的熔模铸造模壳包括内侧面和外侧面,内侧面即铸造时朝向铸件的一侧,外侧面包括网状凸起。通过设置该网状凸起可以提高模壳的刚度,从而提高铸件凝固过程中的刚性,减少铸件的变形,避免铸件的型面轮廓度超差,此外,该网状凸起的网线位置的模壳比网眼位置的模壳更厚,因此网线位置的模壳和铸件上对应位置的冷却速度较慢,可以形成网状热节,以便于金属液沿网状通道对铸件进行补缩,从而减少缩松等铸造缺陷。
37.该网状凸起通过制壳过程中在模壳厚度的中间位置添加网状结构的陶瓷生坯而形成,详见后述。
38.该熔模铸造模壳可以用于铸造如图1所示的叶片类零件1,该叶片类零件1包括大尺寸的缘板结构11和叶身结构12,网状凸起的位置及尺寸对应缘板结构11的非流道侧表面111,即网状凸起的位置可以覆盖非流道侧表面111的中心和大部分或全部表面,以提高对应缘板结构11位置的模壳的刚度,并形成网状热节,以便于金属液沿网状通道对缘板结构11进行补缩,从而减少缘板结构11的变形和缩松等铸造缺陷,提高铸造质量。可选地,可以在该熔模铸造模壳的其他部位也设置网状凸起,以进一步提高该叶片类零件1的铸造质量。
39.可选地,该网状凸起的中心的网格密度高于边缘的网格密度。由于铸件的中心部分凝固较晚,受铸造应力影响较大,更容易出现变形,将该网状凸起的中心的网格密度设置为较高,可以进一步提高模壳的刚度,减少铸件中心部分的变形,并可以起到顺序补缩的作用,减少缩松等铸造缺陷。
40.可选地,该网状凸起的中心的厚度高于边缘的厚度,从而可以进一步提高模壳的刚度,减少铸件中心部分的变形,并可以起到顺序补缩的作用,减少缩松等铸造缺陷。
41.根据本发明实施方式的模壳制备方法用于制备熔模铸造用的模壳,包括以下步骤:
42.1、制备面层和第1层至第n层背层;
43.2、参照图2,将已干燥的第n层背层3的表面沾浆后,添加网状结构的陶瓷生坯4,形成第n+1层背层,第n+1层背层可以不进行淋砂;
44.3、制备剩余的背层,其中从第n+2层开始,每次淋砂均要去除网状结构的网眼内的部分砂子,例如通过压缩空气吹扫,以避免过多的砂子堆积在网眼内,导致网眼部分的模壳过厚;
45.4、进行后续的脱蜡、模壳焙烧等工序。
46.采用该方法制备熔模铸造用的模壳,可以有效地获得前述的外侧面包括网状凸起的模壳,通过在模壳中添加该网状结构,可以提高模壳的刚度,从而提高铸件凝固过程中的刚性,减少铸件的变形,避免铸件的型面轮廓度超差,此外,该网状结构的网线位置的模壳比网眼位置的模壳更厚,因此网线位置的模壳和铸件上对应位置的冷却速度较慢,可以形成网状热节,以便于金属液沿网状通道对铸件进行补缩,从而减少缩松等铸造缺陷。
47.该模壳的面层和背层的总层数为10层左右,例如7-15层,网状结构的陶瓷生坯4添加在模壳厚度的中间位置,例如n=2或3或4,从而即可以避免影响面层,又可以保证网状结构与其他背层的良好结合。
48.该网状结构的陶瓷生坯4可以采用压制或其他本领域常用的方法来制备,可以采
用整片的生坯,也可以采用多片生坯拼接而成,可以根据需要在模壳的不同位置设置多处网状结构的陶瓷生坯4。
49.陶瓷生坯4的材料可以采用氧化物、或氮化物、或碳化物、或铝硅酸盐、或其他本领域常用的材料,可以采用以上材料中的一种,也可以采用多种材料的混合物。
50.可选地,网状结构的陶瓷生坯4可以采用模壳淋砂用的材料来制备,从而简化模壳制备方法,且可以获得与其他背层相同的热膨胀系数等性质,或者,网状结构的陶瓷生坯4也可以采用与其他背层不同的材料来制备,从而获得与其他背层不同的性质,例如获得更高的刚度。
51.采用该模壳制备方法制备的模壳可以用于铸造前述的叶片类零件1,网状结构的位置及尺寸对应缘板结构11的非流道侧表面111,即网状结构的位置可以覆盖非流道侧表面111的中心和大部分或全部表面,以提高对应缘板结构11位置的模壳的刚度,并形成网状热节,以便于金属液沿网状通道对缘板结构11进行补缩,从而减少缘板结构11的变形和缩松等铸造缺陷,提高铸造质量。可选地,可以在该熔模铸造模壳的其他部位也设置网状结构,以进一步提高该叶片类零件1的铸造质量。
52.可选地,该网状结构的中心的网格密度高于边缘的网格密度。由于铸件的中心部分凝固较晚,受铸造应力影响较大,更容易出现变形,将该网状结构的中心的网格密度设置为较高,可以进一步提高模壳的刚度,减少铸件中心部分的变形,并可以起到顺序补缩的作用,减少缩松等铸造缺陷。
53.可选地,该网状结构的中心的厚度高于边缘的厚度,从而可以进一步提高模壳的刚度,减少铸件中心部分的变形,并可以起到顺序补缩的作用,减少缩松等铸造缺陷。
54.根据本发明实施方式的熔模铸造方法包括采用前述的模壳制备方法制备模壳,通过在模壳中添加网状结构以提高模壳的刚度,从而提高铸件凝固过程中的刚性,减少铸件的变形,避免铸件的型面轮廓度超差,并形成网状热节,以便于金属液沿网状通道对铸件进行补缩,从而减少缩松等铸造缺陷。
55.参照图2,可选地,通过采用不同直径的蜡膜浇棒进行蜡模组树,使模壳在缘板结构11的非流道侧表面111的中心附近的浇道5的直径大于在非流道侧表面111的边缘附近的浇道6的直径,由此,可以起到顺序补缩的作用,减少缩松等铸造缺陷。
56.根据本发明实施方式的零件制造方法包括采用前述的熔模铸造方法制备零件毛坯以及对零件毛坯进行加工,其中对零件毛坯进行加工的步骤包括:
57.s1、检测零件毛坯的实际尺寸;
58.s2、求解零件毛坯的实际尺寸与铸件理论模型之间的偏移量;
59.s3、根据前述偏移量调节零件毛坯的定位基准;
60.s4、对零件毛坯进行加工。
61.采用该零件制造方法可以减少零件毛坯的变形和缩松等铸造缺陷,提高铸造的质量,根据零件毛坯的实际尺寸与铸件理论模型之间的偏移量调节零件毛坯的定位基准,可以实现零件毛坯在变形情况下的准确定位,提高零件的加工质量。
62.零件毛坯的实际尺寸可以采用三坐标测量仪测量,或采用光学三维扫描仪测量,例如采用蓝光扫描仪、或白光扫描仪、或激光扫描仪,从而可以便捷可靠地获得零件毛坯的实际尺寸数据。
63.前述实际尺寸与铸件理论模型之间的偏移量可以通过最佳拟合进行求解,可以采用现有的商业计算软件所提供的算法,从而可以便捷可靠地获得所需的偏移量。
64.参照图3和图4,在一个实施方式中,该零件制造方法用于制造前述的叶片类零件1,并采用可调定位工装2调节零件毛坯的定位基准。可调定位工装2包括支座20,支座20上安装有根据六点定位原理设置的六个定位件:第一定位件21、第二定位件22、第三定位件23、第四定位件24、第五定位件25和第六定位件26。此外,该可调定位工装2还包括辅助夹持装置(未图示),辅助夹持装置仅用于防止零件在加工中发生偏转而不影响零件的定位。
65.第一定位件21、第二定位件22、第三定位件23分别对应点a1、a2、a3,用于与叶身结构12的其中一面121相接触,第四定位件24和第五定位件25分别对应点b1、b2,用于与叶身结构12的其中一个侧边122相接触,第六定位件26对应点c1,用于与缘板结构11的非流道侧表面111相接触。
66.可调定位工装2的每个定位件包括可轴向移动的销轴27和位于销轴27一端的支撑头28。通过求解获得零件毛坯的实际尺寸与铸件理论模型之间的偏移量a1z、a2z、a3z、b1y、b2y、c1x(其中a1z标识零件毛坯的a1点相对于铸件理论模型的a1点在z轴上的偏移量,其余依次类推),即可分别调整每个销轴27在可调定位工装2上的位置,以调节a1、a2、a3、b1、b2、c1六个点在相应轴上的偏移,通过六点在空间上的变化,实现零件毛坯在变形情况下的六点修正,保证零件毛坯的准确定位,从而提高零件的加工质量。
67.其中第一定位件21、第二定位件22、第三定位件23和第六定位件26的支撑头28为顶针设计,与叶片类零件1之间为点接触,第四定位件24和第五定位件25的支撑头28为刃口设计,与叶片类零件1之间为线接触,以便在z轴上调节时能够对叶片类零件1进行限位。
68.在另一些实施方式中,该可调定位工装2也可以用于其他类型零件的定位,六个定位件可以全部可调,或只有部分定位件的位置可调整。
69.本发明虽然以较佳实施例公开如上,但其并不是用来限定本发明,任何本领域技术人员在不脱离本发明的精神和范围内,都可以做出可能的变动和修改。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何修改、等同变化及修饰,均落入本发明权利要求所界定的保护范围之内。