歧管铸造加工用模具的制作方法
1.本发明属于铸造模具技术领域,具体涉及一种歧管铸造加工用模具。
背景技术:
2.对于化油器式或节气门体汽油喷射式发动机,进气歧管指的是化油器或节气门体之后到气缸盖进气道之前的进气管路,它的功用是将空气、燃油混合气由化油器或节气门体分配到各缸进气道。歧管的结构相对复杂,目前大多是通过铸造的方式加工歧管,铸造的过程中会用到铸造模具。现有的歧管铸造加工用模具主要存在以下缺陷:歧管结构复杂,歧管铸造完成后分模时,铸造后的歧管不易从模具中取出,取出的效率低而且在这个过程中歧管容易被划损。
技术实现要素:
3.本发明意在提供一种歧管铸造加工用模具,以解决铸造后的歧管不易从模具中取出的问题。
4.为了达到上述目的,本发明的方案为:歧管铸造加工用模具,包括机架、固定模座、砂芯、左模、右模以及用于驱动左模和右模反向运动的动力机构,固定模座位于左模和右模的下方并固定在机架上;砂芯与待铸造歧管的内部结构相同,砂芯的下部开有固定孔,固定模座上设有与固定孔配合的定位柱;左模上开有左模腔、与左模腔连通的左模分液道和与左模分液道连通的浇道;右模上开有右模腔和与右模腔连通的右模分液道;左模和右模合模时,左模腔和右模腔共同拼合构成用于使歧管铸件成型的成型模腔,左模分液道和右模分液道合并为分液道,砂芯位于成型模腔内。
5.本方案的工作原理及有益效果在于:铸造歧管时,使砂芯上的固定孔卡合在定位柱上,将砂芯初步固定在固定模座上。操作动力机构,通过动力机构驱使左模和右模相互靠近直到两者合模,此时左模腔和右模腔共同拼合为成型模腔,左模分液道和右模分液道合并为分液道。通过浇道加入熔融金属液,熔融金属液依次进入分液道、成型模腔,熔融金属液在成型模腔中冷却成型,最后得到歧管铸件。歧管铸件冷却成型后,通过动力机构驱使左模和右模分模,左模和右模分模后,歧管铸件卡合在固定模座上,将歧管铸件从固定模座上取下即可。
6.在本方案中,将模具分割为三部分:左模、右模和固定模座,固定模座主要起固定砂芯的作用,确保砂芯位于合适的位置并使砂芯在浇筑熔融金属液时保持稳定的状态。歧管成型后,左模、右模分开即可使铸造完成的歧管留在固定模座上,此时将歧管向上拔起即可,歧管能够容易的从模具中取出,能够有效避免取出过程中歧管受到划损。
7.可选地,动力机构包括活塞筒、连通筒和动力部,活塞筒与连通筒之间连接有第一管道;活塞筒和连通筒内填充有传动介质;活塞筒内滑动连接有活塞,动力部用于驱动活塞沿活塞筒往复运动;连通筒的一侧内滑动连接有与左模连接的第一柱塞,连通筒的另一侧内滑动连接有与右模连接的第二柱塞。需要驱使左模和右模相互靠近时,操作动力部,通过
动力部驱使活塞向第一管道一侧运动,在活塞的作用下,活塞筒内的传动介质通过第一管道进入连通筒内,在传动介质的作用下第一柱塞、第二柱塞别带动左模、右模相互靠近;当需要使左模和右模分离时,通过动力部使活塞往相反方向运动即可。
8.可选地,固定模座上开有第一冷却腔,左模和右模上均开有能与第一冷却腔连通的第二冷却腔;固定模座上设有用于往第一冷却腔通入冷却液的储液箱。设置储液箱,当通入熔融金属液后,使储液箱中的冷却液依次流入第一冷却腔、第二冷却腔内,利用冷却液加快歧管铸件的冷却成型。
9.可选地,储液箱内开有储液腔,储液腔内滑动且密封连接有将储液腔分隔为上腔和下腔的推板,上腔内装有冷却液,储液箱内开有连通上腔和第一冷却腔的通道;活塞筒与下腔之间连接有第二管道,第二管道内设有密封板,密封板上设有压力阀和单向进水阀;活塞上设有用于封堵第一管道与活塞筒连通处的堵板;活塞向第二管道一侧运动时,活塞先带动堵板运动到第一管道处再带动堵板向第二管道一侧靠近,当左模和右模合模时,堵板恰好将第一管道与活塞筒的连通处封堵。
10.操作动力部使左模和右模恰好合模完成时,停止操作动力部,此时堵板恰好将第一管道与活塞筒的连通处封堵。通过浇道注入熔融金属液后继续控制动力部,使动力部带动活塞继续往同一方向(朝向第二管道一侧)运动,由于第一管道与活塞筒的连通处被封堵,传动介质不能通过第一管道排出,活塞筒内的压强逐渐增大,当压强增大到压力阀的预设值时,压力阀自动打开,活塞筒内的传动介质通过第二管道进入下腔中,该传动介质推动推板向上挤压上腔中的冷却液,冷却液通过通道进入第一冷却腔、第二冷却腔中对模具中初步成型的歧管进行冷却。停止操作动力部,保持一段时间,使歧管尽可能冷却然后继续操作动力部,通过动力部使活塞往相反方向运动,此时活塞筒内的压强减少,单向进水阀打开,下腔中的传动介质通过第二管道回流至活塞筒内,此时推板向下运动,上腔内的压强减少,第一冷却腔、第二冷却腔中的冷却液通过通道回流至上腔中。当活塞运动到带动堵板打开第一管道与活塞筒的连通处时,推板恰好运动到储液箱的底部,活塞继续运动时,连通筒内的传动介质通过第一管道回流至活塞筒内,此时第一柱塞、第二柱塞分别带动左模、右模相互远离,最后将歧管铸件从固定模座上取下即可。在本方案中,通过巧妙的设计利用同一动力源即可使左模、右模、推板等结构在合适的时机发生需要的运动,仅需操作动力源(动力部)即可使得注入熔融金属液、冷却歧管能够先后有序连贯的进行,操作简单,而且生产效率高。
11.可选地,动力部为气缸或液压缸。气缸或液压缸来源广泛,操作简单,用作驱动活塞运动的动力部较为合适。
12.可选地,储液箱的外壁上设有散热翅片。设置散热翅片有助于加快储液箱内冷却液的散热。
13.可选地,浇道内设有过滤网。过滤网能够过滤熔融金属液中的杂质,避免杂质进入铸件,提高铸件的产品质量。
附图说明
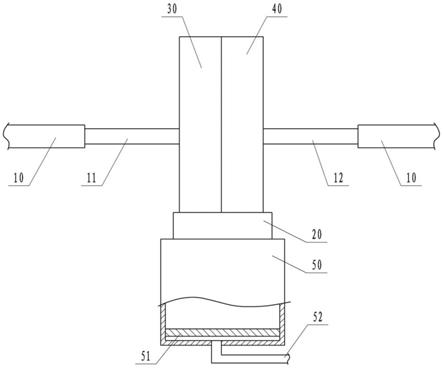
14.图1为本发明歧管铸造加工用模具的主视图;
15.图2为本发明歧管铸造加工用模具的俯视图;
16.图3为左模和固定模座的剖视图;
17.图4为待铸造歧管的结构示意图。
具体实施方式
18.下面通过具体实施方式进一步详细说明:
19.说明书附图中的附图标记包括:连通筒10、第一柱塞11、第二柱塞12、第一管道13、固定模座20、左模30、浇道31、左模分液道32、左模腔33、右模40、储液箱50、推板51,第二管道52、活塞筒60、动力部61、歧管70、砂芯80。
20.本实施例基本如图1
‑
图4所示:歧管铸造加工用模具,包括机架、固定模座20、砂芯80、左模30、右模40以及用于驱动左模30和右模40反向运动的动力机构,固定模座20固定安装在机架上,固定模座20位于左模30和右模40的下方并能与左模30和右模40的下表面接触。砂芯80与待铸造歧管70的内部结构相同,砂芯80的下部开有固定孔,固定模座20上一体设置有与固定孔配合的定位柱,砂芯80通过将固定孔卡合在定位柱上能够固定在固定模座20上。左模30与右模40相对设置,左模30上开有左模腔33、左模分液道32和浇道31,左模腔33与左模分液道32连通,浇道31与左模分液道32连通,浇道31内安装有过滤网。右模40上开有右模腔和与右模腔连通的右模分液道。左模30和右模40合模时,左模30、右模40和固定模座20围合构成一个整体,此时左模腔33和右模腔共同拼合构成用于使歧管铸件成型的成型模腔,左模分液道32和右模分液道合并为分液道,砂芯80位于成型模腔内。
21.动力机构包括活塞筒60、连通筒10和动力部61,活塞筒60与连通筒10中部的侧壁之间连接有第一管道13,活塞筒60和连通筒10内填充有传动介质,在本实施例中,传动介质为液压油。活塞筒60一端开口,活塞筒60内滑动且密封连接有活塞,动力部61用于驱动活塞沿活塞筒60往复运动,动力部61可为气缸或液压缸,在本实施例中,动力部61为液压缸,液压缸的活塞杆焊接在活塞上。连通筒10的一侧内滑动且密封连接有第一柱塞11,第一柱塞11焊接在左模30上,连通筒10的另一侧内滑动且密封连接有第二柱塞12,第二柱塞12焊接在右模40上。
22.固定模座20上开有第一冷却腔,左模30和右模40上均开有能与第一冷却腔连通的第二冷却腔(左模30和右模40合模时,第一冷却腔与第二冷却腔连通)。固定模座20的下方连接有储液箱50,储液箱50的外壁上设有散热翅片。储液箱50内开有储液腔,储液腔内滑动且密封连接有推板51,推板51将储液腔分隔为上腔和下腔。上腔内装有冷却液(冷却液为冷却水),储液箱50内开有连通上腔和第一冷却腔的通道。活塞筒60与下腔之间连接有第二管道52,第二管道52内安装有密封板,密封板上安装有压力阀和单向进水阀,当活塞筒60内的压力大于压力阀的预设值时,压力阀打开;当活塞筒60内的压强减少时,单向进水阀打开。活塞上连接有用于封堵第一管道13与活塞筒60连通处的堵板,活塞向第二管道52一侧运动时,活塞先带动堵板运动到第一管道13处再带动堵板向第二管道52一侧靠近。
23.需要铸造歧管70时,使砂芯80上的固定孔卡合在定位柱上,将砂芯80初步固定在固定模座20上。操作液压缸,使活塞向第一管道13一侧运动,在活塞的作用下,活塞筒60内的液压油通过第一管道13进入连通筒10内,在液压油的作用下第一柱塞11、第二柱塞12分别带动左模30、右模40相互靠近,当左模30和右模40合模时,堵板恰好将第一管道13与活塞筒60连通处连通,此时关闭液压缸。左模30和右模40合模后,左模腔33和右模腔共同拼合为
成型模腔,左模分液道32和右模分液道合并为分液道。通过浇道31加入熔融金属液,熔融金属液依次进入分液道、成型模腔,熔融金属液在成型模腔中逐渐冷却成型。使液压缸带动活塞继续往同一方向(朝向第二管道52一侧)运动,由于第一管道13与活塞筒60的连通处被封堵,传动介质不能通过第一管道13排出,活塞筒60内的压强逐渐增大,当压强增大到压力阀的预设值时,压力阀自动打开,活塞筒60内的传动介质通过第二管道52进入下腔中,该传动介质推动推板51向上挤压上腔中的冷却液,冷却液通过通道进入第一冷却腔、第二冷却腔中对模具中初步成型的歧管70进行冷却。停止操作液压缸,保持一段时间,使歧管70尽可能冷却然后继续操作液压缸,通过液压缸使活塞往相反方向运动,此时活塞筒60内的压强减少,单向进水阀打开,下腔中的传动介质通过第二管道52回流至活塞筒60内,此时推板51向下运动,上腔内的压强减少,第一冷却腔、第二冷却腔中的冷却液通过通道回流至上腔中。当活塞运动到带动堵板打开第一管道13与活塞筒60的连通处时,推板51恰好运动到储液箱50的底部,活塞继续运动时,连通筒10内的传动介质通过第一管道13回流至活塞筒60内,此时第一柱塞11、第二柱塞12分别带动左模30、右模40相互远离,歧管铸件卡合在固定模座20上,将歧管铸件从固定模座20上取下即可。
24.以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和本发明的实用性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1