通电加热丝的制造方法以及制造装置与流程
1.本发明涉及例如在催化丝化学气相沉积法中使用的通电加热丝的制造方法以及制造装置。
背景技术:
2.存在催化化学气相沉积法(cat
‑
cvd:catalytic
‑
chemical vapor deposition)这样一种成膜方法。该方法的成膜法如下:例如向加热到1500~2000℃的催化丝供给反应气体,使利用反应气体的接触反应或热分解反应生成的分解物种(淀积物种)淀积在被成膜基板上。
3.催化化学气相沉积法在使反应气体的分解物种淀积在基板上来形成膜这方面与等离子体cvd法类似。但是,催化化学气相沉积法是在高温的催化丝上生成反应气体的分解物种,因此与形成等离子体来生成反应气体的分解物种的等离子体cvd法相比,具有:没有由等离子体造成的表面损伤、原料气体的利用效率高的优点。
4.钽作为在该催化化学气相沉积法中使用的催化丝的材料被广泛使用。但是,因为金属钽自身在高温下的蠕变强度低,所以如果将金属钽直接作为催化丝使用,则在加热时会发生热伸长、熔断。因此,在将钽作为催化丝使用的情况下,可以使用通过对钽进行硼化处理或碳化处理来使钽高熔点化和硬化的方法。
5.例如在专利文献1中公开了一种通电加热丝,其通过向内部设置有钽丝的真空腔室内导入碳源气体并且对钽丝施加电压而形成,具有由钽构成的芯部和由包覆该芯部的碳化钽构成的周缘部。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2012
‑
41576号公报。
9.发明要解决的问题
10.在使用催化化学气相沉积法在基板成膜的等情况下,为了在整个基板面内形成特性均一的膜,需要一种在表面均匀地形成有碳化钽的通电加热丝。
技术实现要素:
11.鉴于如上的情况,本发明的目的在于提供一种能够在表面均匀地形成碳化钽的通电加热丝的制造方法以及制造装置。
12.用于解决问题的方案
13.为了达到上述目的,在本发明的一个方式所涉及的通电加热丝的制造方法中,
14.向设置有钽丝的腔室导入乙炔气体,上述钽丝具有两个端部,并以在垂直方向上折回的方式悬挂,
15.一边通过控制导入上述腔室内的上述乙炔气体的供给量而使上述腔室的内压变化,一边通电加热上述钽丝,对上述钽丝的表面进行碳化处理。
16.在该结构中,通过一边使腔室的内压变化一边进行碳化处理,能够在钽丝的全长度上在钽丝的表面均匀地形成碳化钽。
17.也可以反复使上述腔室的内压上升下降而使上述腔室的内压变化。
18.也可以向上述腔室内间歇性地导入上述乙炔气体。
19.除了通过控制上述乙炔气体的供给量之外,还可以通过控制上述腔室内的排气量而使上述腔室的内压变化。
20.本发明的一个实施方式所涉及的制造装置具有腔室、乙炔气体供给部、控制部以及电源。
21.上述腔室在其内部以在垂直方向上折回的方式悬挂设置有具有两个端部的钽丝;
22.上述乙炔气体供给部将乙炔气体导入上述腔室内。
23.上述控制部通过控制导入上述腔室内的上述乙炔气体的供给量而使上述腔室的内压变化的方式控制上述腔室的内压。
24.上述电源向上述钽丝供给加热上述钽丝的电力,以使在乙炔气体环境下一边使上述腔室的内压变化一边对上述钽丝的表面进行碳化处理。
25.在该结构中,因为能够一边使腔室的内压变化一边进行钽丝的碳化处理,所以能够在钽丝的全长度上在钽丝的表面均匀地形成碳化钽。
26.上述控制部除了控制上述乙炔气体的供给量之外,还可以控制上述腔室内的排气量而使上述腔室的内压变化。
27.发明效果
28.如上所述,根据本发明能够提供一种能够在钽丝的全长度上在钽丝的表面均匀地形成碳化钽的通电加热丝的制造方法以及制造装置。
附图说明
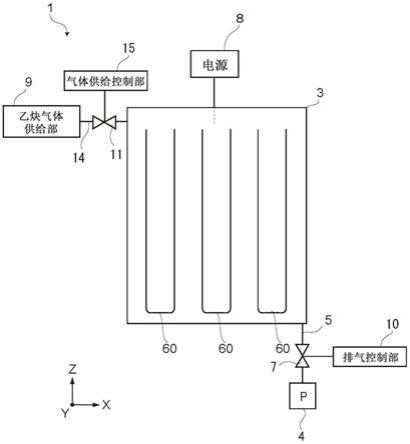
29.图1是本发明的实施方式所涉及的通电加热丝的制造装置的概略结构图。
30.图2是利用上述制造装置制造的通电加热丝的概略剖面图。
31.图3是表示通电加热丝的制造方法的流程图。
32.图4是使用上述制造装置不使真空腔室的内压变化进行碳化处理而制造的通电加热丝的示意图。
33.图5是使用上述制造装置一边使真空腔室的内压变化一边进行碳化处理而制造的通电加热丝的示意图。
34.图6是用于说明钽丝的碳化机理和发生碳化处理不均匀的机理的示意图。
35.图7是用于说明在上述制造装置内发生碳化处理不均匀的机理的示意图。
36.图8是表示将乙炔气体环境设为第一内压时的时间长度与钽丝温度之间的关系的图。
具体实施方式
37.以下,参照附图对本发明的实施方式进行说明。
38.[制造装置的结构]
[0039]
图1是本发明的实施方式所涉及的作为通电加热丝的催化丝的制造装置1的概略
结构图。通过使用制造装置1对钽丝60的表面进行碳化处理,从而能够制造催化丝6来作为在表面形成有碳化钽的通电加热丝。
[0040]
制造装置1具有真空腔室3、真空泵4、排气线路5、第一开关阀7、电源8、作为碳源供给部的乙炔气体(c2h2)供给部9、作为第一控制部的排气控制部10、第二开关阀11、气体供给线路14以及作为第二控制部的气体供给控制部15。
[0041]
真空腔室3构成为能够在内部设置多根钽丝60。
[0042]
作为排气部的真空泵4经由排气线路5与真空腔室3连接。真空泵4能够将真空腔室3真空排气至规定的真空度。
[0043]
排气线路5连接真空泵4和真空腔室3。
[0044]
第一开关阀7设置在排气线路5上。
[0045]
排气控制部10控制第一开关阀7的开关,并控制真空腔室3内的排气速度和排气时间。
[0046]
乙炔气体供给部9经由气体供给线路14向真空腔室3内供给乙炔气体。
[0047]
气体供给线路14连接乙炔气体供给部9和真空腔室3。
[0048]
第二开关阀11设置在气体供给线路14上。
[0049]
气体供给控制部15控制第二开关阀11的开关,并调整乙炔气体向真空腔室3内的导入量和导入时间。在本实施方式中,在碳化处理时,通过气体供给控制部15控制第二开关阀11的开关而控制导入至真空腔室3内的乙炔气体的供给量,以使真空腔室3的内压变化。由此,在碳化处理时使真空腔室3的内压变化。
[0050]
另外,除了通过控制乙炔气体的供给量之外,也可以通过控制真空腔室3内的排气量来调整碳化处理时的真空腔室3的内压。通过排气控制部10对第一开关阀7的开关的控制来进行排气量的控制。
[0051]
钽丝60由金属钽构成,为棒状。具有两个端部的各钽丝60以在真空腔室3内沿垂直方向(在本实施方式中为重力方向)下垂,并以在真空腔室3内的下部区域沿垂直方向折回的方式悬挂在真空腔室3内。这多根钽丝60相互隔开规定的间隔排列设置在一条直线上。另外,在以下的说明中,将多根钽丝60的排列方向称为“x轴方向”,将垂直方向称为“z轴方向”,将与它们正交的方向称为“y轴方向”。
[0052]
另外,虽然该钽丝60例如设置为8组左右,但为了便于说明,在图1中示出钽丝60排列设置为3组的情况。
[0053]
钽丝60的长度根据成膜对象的基板的尺寸而不同,其中,所述基板使用对该钽丝60的表面进行碳化处理而形成的催化丝6通过催化化学气相沉积法进行成膜。例如使用单根长度为2m~6m的催化丝6。优选催化丝6的长度为2m至5m,在本实施方式中,使用对催化丝6进行碳化处理前的长度为4.5m的钽丝60。钽丝60与对该钽丝60的表面进行碳化处理而形成的催化丝6的长度相同。
[0054]
如图1所示,在一根钽丝60中,钽丝60配置为钽丝60的两个连接端子64到折回部的长度彼此相等。更具体地,在本实施方式中,以折回部也就是在x轴方向上延伸的部分的长度为120mm、隔着折回部分别位于两侧的在z轴方向上延伸的部分的长度为2200mm的方式,将钽丝60(催化丝6)折回并配置在真空腔室3内。
[0055]
电源8向催化丝6供给电力,通过连续通电进行催化丝6的通电加热。催化丝6的两
端部与电源8连接。
[0056]
在碳化处理中,在乙炔气体环境下一边使真空腔室3的内压变化,一边加热钽丝60,对其表面进行碳化处理,从而能够得到在表面均匀地形成有碳化钽的催化丝6。详细情况将在之后叙述。
[0057]
制造装置1如上所述构成。
[0058]
[催化丝(通电加热丝)的结构]
[0059]
接下来对催化丝6的结构进行说明。图2是示意性表示催化丝6的剖面结构的剖面图。如上所述,催化丝6通过对钽丝60的表面进行碳化处理而形成。催化丝6具有芯部6a和周缘部6b。芯部6a是催化丝6的中心部分,周缘部6b是包覆芯部6a的催化丝的外周部分。芯部6a由金属钽(ta)构成,周缘部6b由碳化钽(tac
x
)构成。
[0060]
因为金属钽在高温下的蠕变强度低,所以仅由金属钽构成的催化丝在成膜时可能会发生热伸长、熔断。与此相对,因为本实施方式所涉及的催化丝6为由金属钽构成的芯部6a被由高温下的蠕变强度高且机械强度也高的碳化钽构成的周缘部6b包覆,所以能够使催化丝6的热耐久性和机械耐久性提高。具体地,仅由金属钽构成的催化丝在每次成膜时大多需要更换,但是本实施方式所涉及的催化丝6不需要更换,能够用于多次成膜。
[0061]
另一方面,碳化钽与金属钽相比导电性弱(电阻大),仅由碳化钽构成的催化丝在加热时需要大的电力。与此相对,因为在本实施方式所涉及的催化丝6中,剖面结构的内部是由金属钽构成的芯部6a,所以导电性强(电阻小),能够用与仅由金属钽构成的催化丝相同程度的施加电压进行加热。
[0062]
此外,因为碳化钽相对于化学反应的稳定性高,所以能够防止在使用催化丝的催化化学气相沉积法中的成膜步骤等中使用的硼向芯材内部的扩散。由此,能够防止钽的硼化导致的芯材的局部的高电阻化,也防止随之而来的芯材的温度上升所导致的熔断,并且能够提高芯材的耐久性。因此,能够延长催化丝的寿命。
[0063]
[催化丝(通电加热丝)的制造方法]
[0064]
使用上述制造装置1,如下述的方法所述,在乙炔气体环境下一边使真空腔室3的内压变化,一边加热钽丝60,对其表面进行碳化处理,从而能够得到在表面均匀地形成有碳化钽的催化丝6。以下,按照图3的制造流程进行说明。
[0065]
在制造装置1的真空腔室3的内部设置一根或多根作为催化丝6的原料的钽丝60(s11)。钽丝60是由金属钽构成的丝,其直径能够设为数mm,这里设为1.0mm。使真空泵4工作,对真空腔室3的内部进行真空排气,对真空腔室3内进行减压。这里减压至不足0.05pa。
[0066]
接着,从乙炔气体供给部9向真空腔室3供给乙炔气体。通过在乙炔气体环境下一边使真空腔室3的内压变化,一边从电源8向各钽丝60施加电压,从而进行钽丝60的表面的碳化处理(s12)。
[0067]
各钽丝60通过施加的电压产生的电阻加热而升温。根据期望的加热温度来调整向钽丝60供给的电力,例如能够为40a、6.8kw的直流电力。通过钽丝60的表面的乙炔(c2h2)的接触,在钽丝60的表面形成由作为反应产物的碳化钽构成的周缘部6b。即,制造具有由钽构成的丝状的芯部6a和由碳化钽构成的包覆芯部6a的周缘部6b的催化丝6。
[0068]
使用图5(a)说明碳化处理时的真空腔室3的内压的变化。
[0069]
图5(a)的上侧的图是利用本实施方式的制造方法制造的催化丝6的示意图,在下
侧所示的图表表示在制造催化丝6时的碳化处理时向作为催化丝6的原料的钽丝60供给的电力和真空腔室3的内压相对于时间的变化。
[0070]
所谓使乙炔气体环境的真空腔室3的内压变化,换言之,就是使真空腔室3内的乙炔气体浓度变化。在本实施方式中,以使乙炔气体向真空腔室3内的供给量随时间变化而反复交替地使真空腔室3的内压的上升下降的方式,使内压变化。具体地,通过反复交替地以500sccm供给1分钟和以0sccm供给1分钟的方式,使乙炔气体的供给量变化。换言之,间歇性供给乙炔气体而使内压变化。当乙炔气体的供给量为500sccm时,真空腔室3内的乙炔气体浓度升高。当供给量为0sccm时,真空腔室3内的乙炔气体浓度降低。在图5(a)的下侧的图表中,示意性示出了真空腔室3的内压的高低变化。
[0071]
以下,将碳化处理时的真空腔室3的内压较高时的内压作为第一内压,较低时的内压作为第二内压。碳化处理时,真空腔室3的内压以第一内压和第二内压反复交替的方式变化。第一内压例如是1.0pa。第二内压比1.0pa低,优选0.1pa以下,在本实施方式中设为0.01pa以下。处理时间设为20分钟。该处理时间是碳化处理时间。处理时间20分钟中的10分钟是真空腔室3的内压为第一内压的时间总和。剩下的10分钟是真空腔室3的内压为第二内压的时间总和。
[0072]
如图5(a)所示,碳化处理时,钽丝60被通电加热。碳化处理时,在真空腔室3内,第一内压时以1.0
×
10
‑5m3/s的排气速度排气,第二内压时以1.0
×
10
‑4m3/s的排气速度排气。
[0073]
在这样的乙炔气体环境下,一边使真空腔室3的内压变化,一边进行碳化处理,从而,如图5(a)的上侧的图所示,能够得到在钽丝60的全长度上在表面均匀地形成有碳化钽的催化丝6。
[0074]
钽丝60的加热温度为1000℃以上,并且在碳渗入钽丝时的碳浓度为30原子%左右以上的情况下,发生钽的碳化反应。
[0075]
例如,钽丝60的加热温度能够设定在1800℃以上2400℃以下的范围。这里,虽然将直流电流值设为40a,但不限于此,例如能够设定在10a~60a的范围。此外,虽然将直流电功率设为6.8kw,但不限于此,例如能够设定在3kw~10kw的范围。另外,这些数值只是一个例子,能够根据钽丝的粗细和长度适当地变化。
[0076]
处理时间根据钽丝60的加热温度适当地设定。在其他的条件相同的情况下,加热温度越高,越促进碳化钽的形成。此外,在其他的条件相同的情况下,加热时间越长,越促进碳化钽的形成。
[0077]
此外,在这里,虽然以将第一内压设为1.0pa为例,但不限于此,例如能够设定在1.0pa~10pa的范围。在其他的条件相同的情况下,碳环境的压力越大,越促进碳化钽的形成。
[0078]
这里,使用图4说明使真空腔室3的内压恒定而对钽丝进行碳化处理的情况。图4的(a)~(d)是作为比较例的催化丝71~74的示意图。对于图4的(a)~(d)分别表示的催化丝71~74,在其制造中使用上述的制造装置1,使碳化处理时的真空腔室3的内压恒定,使乙炔气体环境的压力、处理时间彼此不同地进行制造。无论对于哪一根催化丝71~74,都通过向钽丝60供给40a、6.8kw的直流电力来加热并进行碳化处理从而进行制造。
[0079]
图4的(a)是将乙炔气体环境设为10pa、处理时间设为30分钟而制造的催化丝71的示意图。
[0080]
图4的(b)是将乙炔气体环境设为10pa、处理时间设为5分钟而制造的催化丝72的示意图。
[0081]
图4的(c)是将乙炔气体环境设为1.0pa、处理时间设为30分钟而制造的催化丝73的示意图。
[0082]
图4的(d)是将乙炔气体环境设为1.0pa、处理时间设为5分钟而制造的催化丝74的示意图。
[0083]
在图4的各催化丝71~74中,无填充区域是形成有碳化钽的区域,呈现黄色;在以斜向右上的斜线表示的区域中,析出碳(carbon)并呈现黑色;以斜向右下的斜线表示的区域则表示在碳刚开始析出状态下呈现橙色。将呈现黑色的区域称为黑化区域。呈现橙色的区域是黑化前的阶段的状态,称为橙色区域。
[0084]
如图4的(a)~(d)所示,在使真空腔室3的内压恒定的状态下进行碳化处理时,催化丝71~74分别部分地析出碳并呈现黑色,无法得到在钽丝60的全长度上在表面均匀地形成有碳化钽的催化丝。
[0085]
此外,如图4的(a)~(d)所示,析出碳的区域显著地表现在悬挂的催化丝71~74的上部。这是因为在制造装置1中,在制造装置1的上部进行乙炔气体向真空腔室3的供给,在制造装置1的下部进行真空腔室3内的排气,而在真空腔室3内出现乙炔气体的空间浓度分布。
[0086]
在使真空腔室3的内压恒定的状态下,碳化处理后的催化丝的碳化钽的形成不均匀(以下称为碳化处理不均匀)的发生机理如下所述。使用图6和图7进行说明。
[0087]
图6是用于说明钽丝的碳化机理和发生碳化处理不均匀的机理的示意图。在图6中,附图标记12表示碳,附图标记13表示氢。
[0088]
图7是说明在使真空腔室3的内压恒定的状态下进行碳化处理时的制造装置1内的钽丝60的状态的示意图,用于说明碳化处理不均匀的发生机理。
[0089]
对钽丝的碳化机理进行说明。
[0090]
如图6所示,在钽丝60的表面的碳化处理中,通过对钽丝60施加电力来加热钽丝60。如用附图标记19表示的位置那样,乙炔与钽丝60接触并发生氢的热解,由此生成碳12和氢13。碳12渗入钽丝60并扩散,通过与钽反应在钽丝60的表面形成碳化钽。
[0091]
接着,使用图6和图7说明碳化处理不均匀的发生机理。
[0092]
如图7的(a)所示,如上所述,在制造装置1中,出现乙炔气体的空间浓度分布。在图7的(a)中,表示为点的密度越高乙炔气体的浓度越高。如图7的(a)所示,在制造装置1内,上部侧比下部侧的乙炔气体的浓度高。由此,在反应的初期阶段,在钽丝60的碳化处理中,钽丝60的上部侧比下部侧渗入的碳更多,碳化程度更高。因此,由于碳化钽的形成而导致钽丝的电阻值增大,所以钽丝60的上部侧与下部侧的电阻值发生变化。上部侧比下部侧的电位差大。
[0093]
这里,在钽丝60内的碳12的扩散随着从钽丝60的表面向中心渗入而变慢。因此,在反应的下一阶段,如图6的用附图标记20表示的位置那样,碳12在接近钽丝60内的表面的区域阻塞,难以顺利进行渗碳,并成为碳过量供给状态,而在钽丝60的表面析出碳12,呈现黑色。此外,析出的碳12与氢13结合,如用附图标记21表示的位置那样,生成具有﹣极性的ch
x
。如图6的用附图标记22表示的位置、图7的(b)所示,该具有﹣极性的ch
x
被吸引至钽丝60的﹢
极侧。由此,ch
x
多数集中在钽丝60的比下部侧的气体浓度分布高的上部侧的﹢极侧,该部分的碳浓度变高。在图7的(b)中,用点表示碳浓度尤为高的区域。
[0094]
在反应的更进一步的阶段,如图7的(c)所示,在ch
x
多数集中的钽丝60的上部侧的﹢极侧,渗碳、碳化顺利进行,电阻值进一步提高。随着电阻值的上升,钽丝60的发热温度也上升。由此,例如在图7的(c)中,在用三重斜线表示的钽丝60的上部侧的﹢极侧的区域和用二重斜线表示的钽丝60的上部侧的﹣极侧的区域中,加热温度变得不同,在钽丝60的全长度上出现电阻分布和温度分布。
[0095]
在反应的更进一步的阶段,如图7的(d)所示,由于温度分布的出现导致发生碳化钽形成不均匀。在钽丝60的﹢极侧的上部的区域进行碳化。在钽丝60的﹣极侧的上部的区域不进行碳化,析出碳并呈现黑色。一旦黑化,就会加快温度的下降。由此,﹢极侧与﹣极侧的温差进一步变大,碳化进行的程度变得更加不同,在钽丝60的全长度上,表面的钽化变得不均匀。
[0096]
另一方面,在图7的(a)~(d)中,假想虚线80以下的区域是乙炔气体的浓度相对低的区域,在位于该区域的钽丝中不会出现电阻的分布,不发生碳浓度的不均匀,并且不发生碳化钽的形成不均匀。
[0097]
回到图4,在使真空腔室3的内压恒定而对钽丝进行碳化处理的情况下,根据处理条件的不同析出碳的区域不同。图4的(a)~(d)所分别表示的催化丝71~74的制造条件如上所述。
[0098]
如图4的(a)和(b)所示,在同一乙炔气体环境(10pa)下,根据处理时间的不同黑化区域的范围不同。如图所示,确认处理时间越短黑化区域的范围越小。
[0099]
如图4的(a)和(c)所示,在同一处理时间下,根据乙炔气体环境的不同黑化区域不同。如图所示,乙炔气体的压力越小,黑化区域的范围越小,并且在﹣极侧成为作为黑化前的阶段的橙色区域。这样,虽然确认了通过进一步减小乙炔气体的压力,从而减轻了在钽丝60的全长度上发生的碳化钽的形成不均匀,但是依然发生碳化处理不均匀。
[0100]
如图4的(c)和(d)所示,在同一乙炔气体环境(1.0pa)下,根据处理时间的不同黑化区域不同。如图所示,在图4的(d)中橙色区域消失,虽然确认了通过缩短处理时间,从而减轻了在钽丝60的全长度上发生的碳化钽的形成不均匀,但是依然发生碳化处理不均匀。
[0101]
图5是说明将第一内压设为1.0pa,将第二内压设为0.01pa以下,通过交替切换第一内压和第二内压的方式控制乙炔气体的供给量来使真空腔室3的内压变化而进行碳化处理的情况的示例的图。具体地,使乙炔气体的供给量以随着时间的推移地进行500sccm和0sccm交替的方式连续变化。向真空腔室3内导入乙炔气体,并从真空腔室3内的压力达到1.0pa时开始碳化处理。
[0102]
图5的(a)~(c)的各自的上侧的图表示一边使真空腔室3的内压变化一边进行碳化处理而制造的催化丝6、75以及76,并且它们是使单次成为第一内压的时间不同来制造的催化丝。图5的(a)~(c)的各自的下侧所示的图表表示在制造图表的上方所示的催化丝时的处理条件,示出了向作为催化丝的原料的钽丝60供给的电力和真空腔室3的内压的时间的变化。
[0103]
图5的(a)是本实施方式中的催化丝6,图5的(b)和(c)是比较例中的催化丝75和76。
[0104]
在图5的(a)~(c)分别表示的催化丝6、75以及76的制造中,使用上述制造装置1,将向作为催化丝的原料的钽丝60供给的直流电力设为40a、6.8kw,进行了通电加热。无论在哪一根催化丝6、75以及76的制造中,在碳化处理时,真空腔室3为第一内压的时间总和为10分钟。
[0105]
在图5的(a)所示的催化丝6的制造中,通过反复交替地以第一内压供给1分钟和以第二内压供给1分钟的方式使真空腔室3的内压变化,并以总计20分钟的碳化处理时间进行了处理。
[0106]
在图5的(b)所示的催化丝75的制造中,通过依次以第一内压供给5分钟、以第二内压供给5分钟、以第一内压供给5分钟的方式,使真空腔室3的内压变化,并以总计15分钟的碳化处理时间进行了处理。
[0107]
在图5的(c)所示的催化丝76的制造中,通过依次以第一内压供给5分钟、以第二内压供给30分钟、以第一内压供给5分钟的方式,使真空腔室3的内压变化,以总计40分钟的碳化处理时间进行了处理。
[0108]
在图5的(b)和(c)的各催化丝75、76中,无填充区域是形成有碳化钽的的区域,呈现黄色;以斜向右上的斜线表示的区域是析出碳并呈现黑色的黑色区域。
[0109]
如图5的(a)~(c)所示,即使在碳化处理时间中的真空腔室3为第一内压的时间的总和相同,与真空腔室3为第二内压的时间的长度无关,在单次成为第一内压的时间的长度为五分钟的情况下,就会产生黑化区域,并发生碳化处理不均匀。
[0110]
另一方面,如图5的(a)所示,在将单次成为第一内压的时间的长度设为比图的5的(b)和(c)所示的5分钟更短的1分钟的情况下,能够得到在钽丝的全长度上在表面均匀地形成有碳化钽的催化丝。
[0111]
这样,通过缩短单次成为第一内压的时间的长度,并以第一内压和第二内压交替的方式使真空腔室3的内压变化,从而能够得到在钽丝的全长度上在表面均匀地形成有碳化钽的催化丝。
[0112]
其原因可以认为是缓和了如使用图6说明时附图标记20所示的位置那样的碳的阻塞。即,可以认为:通过缩短第一内压的时间而减少碳的供给量,并且通过使第一内压变化为第二内压进一步减少碳的供给量,因此,碳的阻塞得到缓和,渗碳变得难以进行的情况不容易发生,结果是抑制了碳的析出。
[0113]
如上所述,可以认为是由于制造装置1内的乙炔气体的空间浓度分布、碳的阻塞导致的在钽丝表面析出的碳与氢结合生成的具有﹣极性的ch
x
等,导致出现了碳化钽的形成不均匀。
[0114]
如本实施方式所示,即使在制造装置1内出现乙炔气体的空间浓度分布,也能够通过缩短单次成为第一内压的时间的长度,并以第一内压、第二内压交替的方式使真空腔室3的内压变化而进行碳化处理,从而缓和碳的阻塞,得到在钽丝的全长度上在表面均匀地形成有碳化钽的催化丝。
[0115]
单次成为第一内压的时间的长度能够根据第一内压的值和钽丝的加热温度适当地设定。使用图8进行说明。
[0116]
图8是表示在钽丝的碳化处理中,对不发生碳化钽的形成不均匀的处理条件进行测量的结果的图表。
[0117]
图8的图表所示的实线的曲线表示将第一内压的值设为1.0pa时钽丝的加热温度与不发生碳化处理不均匀的第一内压的值的关系。其他的三条虚线的曲线分别表示将第一内压的值设为0.1pa、10pa、100pa时钽丝的加热温度与不发生碳化处理不均匀的第一内压的值的关系。在各曲线中,在曲线左侧的区域的条件下发生碳化钽的形成不均匀,在曲线右侧的区域的条件下不发生碳化钽的形成不均匀。
[0118]
图8所示的数据所示化处理的结果为:将真空腔室3单次成为第一内压的时间和单次成为第二内压的时间的长度设为相同,并且将碳化处理时间中的为第一内压的时间的总和设为10分钟。在图8所示的数据中,均将乙炔气体的供给量在为第一内压的时间中设为500sccm,在为第二内压的时间中设为0sccm,进行碳化处理。
[0119]
已确认:通过将单次成为第二内压的时间设为单次成为第一内压的时间以下,一边使真空腔室3的内压变化,一边缩短单次成为第一内压的时间的长度,从而抑制碳化处理不均匀的发生。虽然也会由于排气速度而不同,但是单次成为第二内压的时间例如能够设成单次成为第一内压的时间的5%以上,或者,能够将为第二内压的时间设为2秒以上,优选设为真空腔室3内能从第一内压完全下降到期望的第二内压的长度。单次成为第一内压的时间的长度能够根据第一内压的值适当地设定。
[0120]
如图8所示,在第一内压值为1.0pa的情况下的实线的曲线中,例如在钽丝的加热温度为2150℃且第一内压的时间的长度为1分钟的情况下,不发生形成不均匀。在图8上,空心的圆表示钽丝的加热温度为2150℃且为第一内压的时间的长度为1分钟的情况,并且位于实线的曲线的右侧。
[0121]
在实线的曲线中,在钽丝的加热温度为2150℃且为第一内压的时间的长度为5分钟的情况下,发生形成不均匀。在图8上,涂黑的圆表示钽丝的加热温度为2150℃且为第一内压的时间的长度为5分钟的情况,并且位于实线的曲线的左侧。
[0122]
这样,能够根据钽丝的加热温度适当地设定成不发生形成不均匀的为第一内压的时间的长度。
[0123]
此外如图8所示,在其他的虚线的各曲线中也与实线的曲线相同,能够根据钽丝的加热温度适当地设定成不发生形成不均匀的为第一内压的时间的长度。
[0124]
如图8所示,不发生碳化处理不均匀的优选的第一内压的时间的长度,根据第一内压值而不同。但是,确认无论在哪一种情况下,都通过缩短为第一内压的时间的长度,并且以第一内压和比第一内压更低的第二内压交替地轮换的方式使真空腔室3的内压变化而进行碳化处理,从而,抑制碳化钽的形成不均匀的发生。
[0125]
如上所述,在乙炔气体环境下,通过一边使真空腔室3的内压变化,一边进行钽丝60的碳化处理,从而能够得到在全长度上在表面均匀地形成有碳化钽的催化丝6。
[0126]
能够使用设置有上述的催化丝6的成膜装置(未图示)利用催化化学气相沉积法在基板形成所期望的膜。具体地,与在成膜装置内以沿垂直方向下垂的方式设置的多根催化丝6相向地垂直配置基板。然后,通过向催化丝6供给交流电而加热,并将原料气体导入成膜装置内,从而进行成膜。原料气体与被加热至高温的催化丝6接触,利用催化反应或热分解反应而生成的反应气体的分解物种在基板上淀积并成膜。
[0127]
在本实施方式中,由于能够使用在全长度上在表面均匀地形成有碳化钽的催化丝6进行成膜,从而能够在面内形成具有稳定的膜特性的膜。此外,因为在催化丝6的表面在全
长度上均匀地形成有碳化钽,所以热耐久性和机械耐久性高。由此,防止成膜中的催化丝6的热伸长、熔断的发生,并且,因为不需要在成膜后频繁地更换催化丝,所以能够提高成膜的生产率。
[0128]
本发明不仅限于该实施方式,能够在不脱离本发明的主旨的范围内变化。
[0129]
在上述的实施方式中,虽然通过使向真空腔室内导入的乙炔气体的供给量变化,而使真空腔室的内压变化,但不限于此。
[0130]
例如,除了控制乙炔气体的供给量之外,也可以控制排气量,而进行真空腔室的内压变化的控制。
[0131]
此外,在上述的实施方式中,虽然以在钽丝的表面形成有碳化钽的通电加热丝为例进行了说明,但不限于此。例如通电加热丝也可以构成为:对在钽丝的表面形成有碳化钽的通电加热丝,进一步包覆由钽的硼化物或硼的至少一种构成的包覆层。在该结构中,因为包覆层包含钽的硼化物或硼,所以能够防止例如与在使用通电加热丝的催化化学气相沉积法中的成膜步骤中使用的硅的合金化反应(硅化),能够抑制机械强度的降低。
[0132]
此外,虽然在上述的实施方式中以向钽丝供给直流电进行加热为例,但也可以供给交流电。
[0133]
附图标记说明
[0134]
1:制造装置
[0135]
3:真空腔室(腔室)
[0136]
6:催化丝(通电加热丝)
[0137]
8:电源
[0138]
9:乙炔气体供给部
[0139]
10:排气控制部(第一控制部)
[0140]
15:气体供给控制部(第二控制部)
[0141]
60:钽丝
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1