一种m65级电阻焊石油套管及其制造方法
技术领域
1.本发明涉及石油套管技术领域,尤其涉及一种m65级电阻焊石油套管及其制造方法。
背景技术:2.石油套管是油田最常用的石油专用管材之一,每年的需求量约为80~100万吨,占石油工业用钢的总量的40%以上,是油气田钻采作业中必不可少的施工材料。hfw套管与无缝管相比,具有壁厚均匀、尺寸精度高、射孔性能好、抗挤毁能力强、成本低等显著优势。erw套管替代传统的无缝钢管是未来发展趋势。研发出具有高附加值、不同级别直缝焊油层套管,提高市场竞争力,对节约采油成本,提高我国的石油开采水平有着深远的意义。
3.api spec 5ct《套管及油管规范》规定:m65级钢管的屈服强度在448
‑
586mpa之间,抗拉强度≥586mpa,伸长率≥22%;0℃时横向夏比冲击功≥20j,硬度hrc≤22。制管后的热处理方式可采用正火、正火
‑
回火、淬火
‑
回火。为实现高效率生产,可采用热连轧轧制出强度略低的热轧钢带,然后进行erw焊接制管,再对整管进行热处理,使钢管的最终性能满足m65水平。而且焊缝和管体进行相同的热处理工艺,得到的最终组织相同,有效减轻焊缝与管体的组织、性能差异,消除残余应力,提高钢管整体的质量。
4.cn101921952a公开了“一种石油套管用钢、电阻焊石油套管及其制造方法”。成分中含c:0.19%
‑
0.29%,mn:1.0%
‑
1.4%;整管调质热处理,回火650
‑
690℃。但是,回火温度高,耗用能源大,且无法控制高温回火脆性。论文“k55的生产工艺特点及m65的开发”,成分中c:0.35%
‑
0.36%,si:0.23%
‑
0.30%,mn:1.40%
‑
1.43%,v:0.05%
‑
0.06%,s:0.012%
‑
0.014%,p:0.013%
‑
0.015%。该论文公开的是无缝管m65,采用高碳设计,且碳当量大于0.6,钢带焊接性和冲击韧性差,钢带无法头尾对焊,只能单卷生产,生产效率低。
5.目前直缝电阻焊石油套管m65生产存在:碳含量较高,钢带的焊接性和冲击韧性不良,调质热处理工艺复杂等问题。
技术实现要素:6.为了克服现有技术的不足,本发明提供一种m65级电阻焊石油套管及其制造方法,实施方式更简单,易于操作,热处理工艺精简,保证了钢管具有更好的焊接性和冲击韧性,可防止油井管的脆断,具有更高的安全性。
7.为了达到上述目的,本发明采用以下技术方案实现:
8.一种m65级电阻焊石油套管,其特征在于,其化学成分按重量百分比为:
9.c:0.19%~0.23%,si:0.15%~0.30%,mn:1.30%~1.50%,p:≤0.020%,s:≤0.008%,ti:0.05%~0.08%,v:0.03%~0.06%,als:0.02%~0.05%,n:≤0.008%,其余为fe和不可避免元素。
10.一种m65级电阻焊石油套管的制造方法,工艺流程为铁水预处理
→
钢水冶炼
→
炉外精炼
→
板坯连铸
→
连铸坯再加热
→
轧制
→
冷却
→
卷取
→
erw制管
→
整管热处理,具体包
括:
11.1)冶炼连铸工艺:包括铁水预处理、转炉冶炼、炉外精炼、lf炉轻脱硫处理及进行钙处理、板坯连铸;所述转炉冶炼为经顶吹或顶底复合吹炼;所述板坯连铸制成连铸板坯,连铸采用电磁搅拌或动态轻压;所述钢带通过erw机组进行高频/中频电阻焊制成钢管;
12.2)轧制工艺:连铸板坯经加热炉加热至1150~1200℃,随后采用热连轧轧制,终轧温度800~860℃;
13.3)轧后钢带以6~12℃/s的速度进行冷却,在500~590℃温度进行钢带卷取;
14.4)钢带焊制成钢管;
15.5)钢管整管进行热处理:经erw制管后,整管加热到870~900℃,保温30~50min,空冷;再把整管回火,回火温度为500~560℃,保温60~80min,然后水冷。
16.与现有方法相比,本发明的有益效果是:
17.1)本发明c含量低,mn含量适中,c为碳化物形成元素,是保证强度的最有效元素,但碳含量过高将降低产品的焊接性能和冲击韧性,mn能有效保证钢的强度,本发明合理设置c和mn含量,既保证钢的强度,又保证了焊接性能和冲击韧性,钢带冲击韧性良好,钢板的低温韧性好。
18.2)本发明添加适量的ti细化晶粒,提高热轧态强度,同时减轻回火脆性;添加适量v元素,保证正火后晶粒不明显长大;采用ti减轻回火脆性,保证了钢管具有更好的冲击韧性,可防止油井管的脆断,具有更高的安全性。
19.3)采用正火
‑
回火,实施方式更简单,易于操作;
20.4)整管采用正火
‑
回火热处理,正火处理后,获得接近平衡态的组织,消除带状组织和残余应力,提高冲击韧性;回火后,进一步消除冷却造成的残余应力,提高钢管整体的质量。
21.5)整管采用正火
‑
回火热处理,保证了管体和焊缝性能的一致性,有效减轻焊缝与管体的组织、性能差异,卷与卷之间焊接性好,实现多卷生产,效率高。
具体实施方式
22.本发明公开了一种m65级电阻焊石油套管及其制造方法。本领域技术人员可以借鉴本文内容,适当改进工艺参数实现。特别需要指出的是,所有类似的替换和改动对本领域技术人员来说是显而易见的,它们都被视为包括在本发明。本发明的方法及应用已经通过较佳实施例进行了描述,相关人员明显能在不脱离本发明内容、精神和范围内对本文所述的方法和应用进行改动或适当变更与组合,来实现和应用本发明技术。
23.一种m65级电阻焊石油套管,其化学成分按重量百分比为:
24.c:0.19%~0.23%,si:0.15%~0.30%,mn:1.30%~1.50%,p:≤0.020%,s:≤0.008%,ti:0.05%~0.08%,v:0.03%~0.06%,als:0.02%~0.05%,n:≤0.008%,其余为fe和不可避免元素。
25.c:为碳化物形成元素,是保证强度的最有效元素,可以提高淬透性和热处理后性能稳定性,保证钢管正火
‑
回火热处理后性能满足m65要求。因此,碳含量不宜过低;但碳含量过高将降低产品的焊接性能和冲击韧性,其最佳范围是0.19%~0.23%。
26.si:可以起到固溶强化作用,但其含量过高会使钢的塑性和韧性降低,其最佳范围
是0.15%
‑
0.30%。
27.mn:锰具有固溶强化作用,还能增加奥氏体稳定性,对提高淬透性也有利,有效保证钢的强度。锰可降低马氏体转变温度ms,增加残余奥氏体的含量,同时锰对钢板的韧性影响不大。但锰含量过大,可增加连铸坯的中心偏析倾向,会使钢板中带状组织增多,并且在热处理后保存下来,最终钢板中会含有一定量地带状组织,而贝氏体、马氏体等硬相在带状组织中聚集,使钢板的脆性增加,塑性降低,力学性能下降。其最佳范围是1.30%~1.50%。
28.p:磷是钢中有害元素,增加钢的冷脆性,使焊接性能变坏,降低塑性,使冷弯性能变坏,应控制其含量≤0.020%。
29.s:硫是钢中有害元素,使钢产生热脆性,降低钢的延展性和韧性,恶化焊接性能,为保证钢水的高纯净度,应控制其含量≤0.008%。
30.ti:钛是强的碳化物形成元素,加入0.015%左右ti时,可在板坯连铸时形成高温稳定细小的tin析出相,这种细小的tin析出相可有效阻止连铸坯在加热过程中奥氏体晶粒的长大,同时对改善钢焊接时热影响区的韧性有明显作用。更多的ti含量,可获得较多的tic粒子,通过应变诱导析出和相变析出提高钢的强度。同时,析出的tic产生较强的沉淀强化作用可以保证钢管后续正火热处理晶粒不明显长大,从而保证了整管热处理后的强度满足m65性能要求。同时,适量的ti在低于900℃正火时,能提高屈服强度,同时不降低冲击韧性。但ti含量过高时强度不再增加,而冲击功则急剧下降,且合金成本偏高。其最佳范围是0.06%~0.12%。
31.v:钒的碳氮化物在铁素体中以细小弥散形式均匀析出,具有细晶强化作用,可以显著提高材料的屈服强度和抗拉强度,同时提高低温冲击韧性;高温熔入奥氏体时,可增加钢的淬透性;固溶于铁素体中有极强的固溶强化作用。在回火热处理过程中,可提高钢的强度和韧性。但过高会增加合金成本,合适的范围是0.03%
‑
0.06%。
32.als:铝是常用的脱氧剂,在钢中加入少量的铝,可细化晶粒,提高冲击韧性,合适的范围是0.02%
‑
0.05%。
33.n:固溶氮有钉扎位错的强烈作用,对韧性有不良影响,应控制其含量≤0.008%。
34.一种m65级电阻焊石油套管的制造方法,工艺流程为铁水预处理
→
钢水冶炼
→
炉外精炼
→
板坯连铸
→
连铸坯再加热
→
轧制
→
冷却
→
卷取
→
erw制管
→
整管热处理,具体包括:
35.1)冶炼连铸工艺:铁水预处理,转炉冶炼为经顶吹或顶底复合吹炼,炉外精炼、lf炉轻脱硫处理及进行钙处理以控制夹杂物形态和提高钢的延展性、韧性和冷弯性能,板坯连铸制成连铸板坯,连铸采用电磁搅拌或动态轻压下,以提高连铸板坯的质量。
36.2)轧制工艺:连铸板坯经加热炉加热至1150~1200℃,随后采用热连轧轧制,终轧温度800~860℃,轧后钢带以6~12℃/s的速度进行冷却,在500~590℃温度进行钢带卷取。该冷却速度下,对细化珠光体间距有利,可明显提高屈服强度和抗拉强度,同时提高韧性。在500
‑
590℃卷取,有利于v元素析出强化作用,提高屈服和抗拉强度。
37.3)热轧态钢带的屈服强度为550mpa以上,抗拉强度为650mpa以上,伸长率33%
‑
37%,显微组织为铁素体
‑
珠光体。
38.4)钢带经过erw机组进行高频/中频电阻焊制成钢管。整管热处理工艺:经erw制管后,整管加热到870
‑
900℃,保温30~50min,空冷;再把整管回火,回火温度为500~560℃,
保温60~80min,然后水冷,有效抑制高温回火脆性。
39.5)热处理后整管的组织为铁素体
‑
贝氏体和少量珠光体,屈服强度为480~550mpa,抗拉强度为600mpa以上,伸长率30
‑
36%,
‑
10℃横向夏比冲击功akv≥100j。
40.【实施例】
41.一种m65级电阻焊石油套管化学成分,按重量百分比由以下组分组成,见表1:
42.表1 m65级电阻焊石油套管化学成分wt%
43.实施例csimnpstivalsn10.220.221.330.0120.0040.050.040.030.004620.200.31.420.0130.0030.070.060.030.004230.190.171.400.0120.0020.060.030.040.004040.230.121.350.0110.0050.080.040.030.004350.190.151.450.0120.0030.050.050.040.004560.220.251.380.0090.0020.050.030.030.0048
44.一种m65级电阻焊石油套管的制造方法,工艺流程为铁水预处理
→
钢水冶炼
→
炉外精炼
→
板坯连铸
→
连铸坯再加热
→
轧制
→
冷却
→
卷取
→
erw制管
→
整管热处理。加热、轧制工艺和热轧态力学性能见表2,热处理工艺见表3。
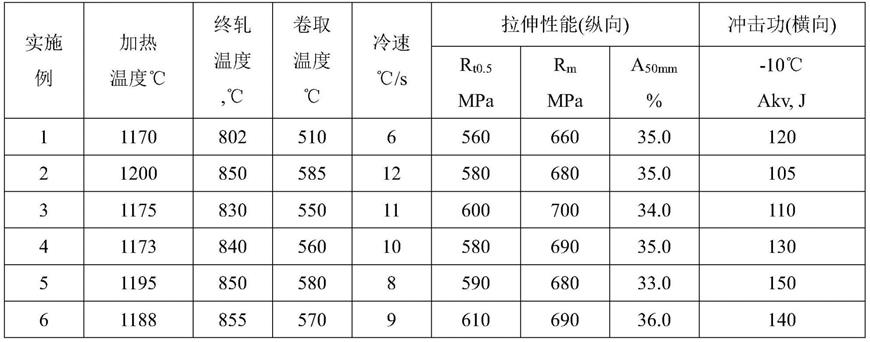
45.表2加热、轧制工艺和热轧态力学性能
[0046][0047]
表3热处理工艺
[0048][0049]
本发明热轧态钢带的屈服强度为550mpa以上,抗拉强度为650mpa以上,伸长率33%
‑
37%,显微组织为铁素体
‑
珠光体。热处理后整管的组织为铁素体
‑
贝氏体和少量珠光
体,屈服强度为480~550mpa,抗拉强度为600mpa以上,伸长率30
‑
36%,
‑
10℃横向夏比冲击功akv≥100j,热处理态力学性能见表4。
[0050]
表4热处理态力学性能
[0051][0052]
由表4可见,采用本发明的成分设计和轧制、整管热处理工艺,生产出的正火
‑
回火态直缝电阻焊石油套管,满足api spec 5ct标准对m65级钢管的要求。
[0053]
本发明实施方式更简单,易于操作,热处理工艺精简,满足api spec 5ct标准对m65级钢管的要求,保证了钢管具有更好的焊接性和冲击韧性,可防止油井管的脆断,具有更高的安全性。
[0054]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。