激光在等离子体合金化触头表面原位生长石墨烯的方法
1.本发明属于高压电气设备技术领域,具体涉及一种基于激光加热在等离子合金化金属触头材料表面原位生长石墨烯的方法及应用。
背景技术:
2.电触头是电器开关、仪器组件等的接触元件,作用包括负载电流,接通、分断电流等作用。触头材料的性能与服役情况,直接决定了电气开关的开端能力、接触安全和可靠性等,进而影响配电系统的实际工况和使用寿命。轨道交通牵引动力系统的开关器件下端负载高达数百千瓦的大型牵引机组,其关键部件触头材料面临着电弧开断难度大、电弧烧蚀严重等巨大挑战。地铁、高铁中的大型牵引机组所采用的空气直流开关,由于直流开关的伏安特性,使得电弧稳定性增强,电弧和关断后的电流产生焦耳热,很容易造成触头材料的烧蚀和熔焊、蒸发。而电弧对触头产生的烧蚀破坏将会造成电气开关的失效,从而影响高铁、地铁等牵引机组的稳定运作。因此,开发一种新型的耐电弧烧蚀的复合电触头材料对我国高压电气行业发展将大有裨益。
3.在高压配电系统中,其触头材料主要为铜基合金。铜具有高导电、高导热的性能,但存在熔点高、杨氏模量高等缺点。采用合金化的方法可以提高铜基触头的机械性能,但同时又会牺牲部分铜优异的导电、导热性能。而石墨烯作为新兴材料,其超高的杨氏模量、电导率和热导率,为同时满足机械、导热、导电性能的铜基触头材料提供了切实可行的解决方案。
4.通过设计特定的合金体系可实现在合金化金属触头基底表面原位生长石墨烯。采用等离子体合金化的方法可以提高金属基底和石墨烯薄膜间的结合强度,同时又很好地利用了石墨烯优异的机械强度和耐腐蚀特性。本发明设计的利用激光加热在合金化金属触头材料表面原位生长石墨烯的方法中,利用等离子体喷射喷射工艺,制备镍/金属触头材料,之后再镍金属触头材料上旋涂固体碳源,再用激光加热生长石墨烯。石墨烯将作为独立涂层完全覆盖于合金化触头材料表面,直接作为涂层,应对触头材料的烧蚀和熔焊、蒸发。一方面原位生成的石墨烯薄膜不必再进行转移或通过旋涂与金属基底结合,大大增强了石墨烯与金属基底之间的结合强度,另一方面可以大面积方便快捷地在金属表面生成石墨烯薄膜,从而提高生产效率,大大提升了触头材料的耐烧蚀性能和使用寿命。
技术实现要素:
5.为了克服上述现有技术的不足,本发明的目的是提供一种激光在等离子体合金化触头表面原位生长石墨烯的方法,采用等离子体合金化手段制备合金化触头材料,再采用激光加热原位生长石墨烯薄膜,本发明的复合材料体系充分发挥了石墨烯高熔点、高热导率、高电导率,化学惰性及高摩擦系数的优点,均为减少电气设备中触头材料烧蚀、磨损提供了可靠保障,解决了铜基触头材料在服役过程中因直流开关中的电弧、动静触头摩擦造成的烧蚀和机械磨损,提高了直流开关关键零部件触头材料的使用性能和使用寿命。
6.为了实现上述目的,本发明采用的技术方案是:一种激光在等离子体合金化触头表面原位生长石墨烯的方法,其特征在于,s1、按目标成分配制所需原料成分,采用等离子体合金化工艺引入金属镍,合金化工艺中,电流100~200a,等离子枪起弧高度2.5~3.5
㎜
,扫描速度200~500
㎜
/min,送料速率为15~30g/min,镍/金属材料熔体在保护气的保护作用下采用多层往复喷射沉积的方式,每层厚度1.5~2.0
㎜
,在离子气和保护气的运载作用下喷射沉积在基板上,最终通过等离子合金化制备镍/铜触头材料;s2、在镍/铜触头材料表面上预涂固体碳源,再用激光加热实现原位生长石墨烯;激光功率为2000~6000w,光斑直径为50~500μm,激光功率为1500~5500w,扫描速度为1~50mm/s。
7.进一步,步骤s1中,金属镍、铜的粒径为1~100μm。
8.进一步,步骤s1中,触头材料包括铜氧化物合金、铜镍合金、铜碳合金、铜钨合金和/或铜钨碳合金。
9.进一步,步骤s2中,采用激光加热实现原位生长石墨烯的工艺中,激光采用光纤激光、co2激光或半导体激光。
10.进一步,步骤s2中,固体碳源为石墨粉,预置层的厚度为5~50μm。
11.进一步,步骤s2中石墨粉的粒径30~100nm。
12.进一步,制备原位生长石墨烯/合金化金属触头材料。
13.进一步,制备的石墨烯/合金化金属触头材料在高压直流空气开关中的应用。
14.本发明的有益效果是:本发明提供了一种利用激光加热在等离子合金化金属触头材料表面原位生长石墨烯的方法,充分发挥了全覆盖石墨烯膜高强度,耐烧蚀,超高杨氏模量的优异性能,与金属基底紧密结合,并且其“零摩擦”的特点,使其具有超高的抗摩擦能力,为金属提供了可靠的抗烧蚀性和耐磨性,可大程度提升触头材料的使用性能和使用寿命。
15.进一步的,微米级的镍粉、铜粉,利用等离子体喷射工艺可以更好的融合,成分更加均匀,可得到高质量的合金化触头材料。
16.进一步的,目前高压领域常用的铜合金即为所设置的5类铜合金,本发明可以提高目前市面上通用的铜基触头材料的使用性能。
17.进一步的,工作气体兼做喷粉运载气体,工作气体可使镍/金属合金脱氧脱气。
18.进一步的,设置的等离子体合金化参数范围内可实现快速形成镍/金属材料熔体。
19.进一步的,设置的石墨粉厚度和粒径可以完全覆盖到合金化触头材料表面,进而可以形成致密的一层石墨烯薄膜。
20.进一步的,设置的激光加热参数可以高效,大面积的在触头材料表面生长致密的石墨烯薄膜,同时避免了对石墨烯薄膜的二次转移。
21.综上所述,本发明涉及的等离子体合金化触头材料原位生长石墨烯的方法充分发挥了石墨烯优异的电学、热学、机械性能,使得铜基合金触头材料同时具备高导热性、高机械性能、抗电弧烧蚀能力和耐摩擦能力。
附图说明
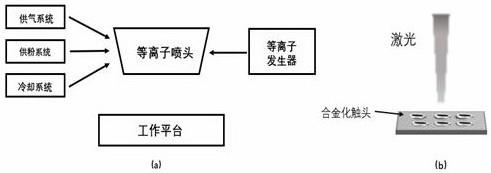
22.图1为等离子体合金化和激光加热制备石墨烯示意图,其中,(a)为等离子体合金化工艺示意图; (b)为激光加热原位制备石墨烯示意图;图2为等离子体合金化涂层和截面图;图3为石墨烯表征结果,其中,(a)为光学显微镜图片;(b)为石墨烯拉曼光谱。
具体实施方式
23.以下结合附图及实施例对本发明进一步叙述。
24.一种激光在等离子体合金化触头表面原位生长石墨烯的方法,其特征在于,s1、按目标成分配制所需原料成分,采用等离子体合金化工艺引入金属镍,合金化工艺中,电流100~200a,等离子枪起弧高度2.5~3.5
㎜
,扫描速度200~500
㎜
/min,送料速率为15~30g/min,镍/金属材料熔体在保护气的保护作用下采用多层往复喷射沉积的方式,每层厚度1.5~2.0
㎜
,在离子气和保护气的运载作用下喷射沉积在基板上,最终通过等离子合金化制备镍/铜触头材料;s2、在镍/铜触头材料表面上预涂固体碳源,再用激光加热实现原位生长石墨烯;激光功率为2000~6000w,光斑直径为50~500μm,激光功率为1500~5500w,扫描速度为1~50mm/s。
25.进一步,步骤s1中,金属镍、铜的粒径为1~100μm。
26.进一步,步骤s1中,触头材料包括铜氧化物合金、铜镍合金、铜碳合金、铜钨合金和/或铜钨碳合金。
27.进一步,步骤s2中,采用激光加热实现原位生长石墨烯的工艺中,激光采用光纤激光、co2激光或半导体激光。
28.进一步,步骤s2中,固体碳源为石墨粉,预置层的厚度为5~50μm。
29.进一步,步骤s2中石墨粉的粒径30~100nm。
30.进一步,制备原位生长石墨烯/合金化金属触头材料。
31.进一步,制备的石墨烯/合金化金属触头材料在高压直流空气开关中的应用。
32.实施例1利用等离子喷射制备合金化cu/ni触头材料,再采用半导体激光在合金化cu/ni触头材料表面原位制备石墨烯。
33.制备步骤如下:(1)等离子体合金化cu/ni触头材料通过等离子喷射工艺制备合金化ni/cu触头材料。等离子合金化工艺参数为:电流100~200a,等离子枪起弧高度2.5~3.5
㎜
,扫描速度200~500
㎜
/min,送料速率为15~30g/min。工艺过程见附图1(a)。附图2显示了合金化层的表面形貌和截面图。
34.(2)半导体激光加热原位生长石墨烯利用高功率连续的半导体激光(波长为1080nm,最高功率为6000w)辐照在预置了5μm石墨粉末的合金化cu/ni触头材料表面,其中合金化触头材料的尺寸50
×
50
×
5mm3。激光工艺参数为:光斑直径60μm、功率密度1
×
10
3 w/cm2、扫描速度10mm/s。见附图1(b)。石墨烯的形貌和结构见附图3。
35.实施例2利用等离子喷射制备合金化cu/ni触头材料,再采用co2激光在合金化cu/ni触头材料表面原位制备石墨烯。
36.制备步骤如下:(1)等离子体合金化cu/ni触头材料通过等离子喷射工艺制备合金化cu/ni触头材料。等离子合金化工艺参数为:电流100~200a,等离子枪起弧高度2.5~3.5
㎜
,扫描速度200~500
㎜
/min,送料速率为15~30g/min。
37.(2)co2激光加热原位生长石墨烯利用高功率连续的co2激光(波长为900nm,最高功率为10000w)辐照在预置了5μm石墨粉末的合金化cu/ni触头材料表面,其中合金化触头材料的尺寸50
×
50
×
5mm3。激光工艺参数为:光斑直径30μm、功率密度10
×
103w/cm2、扫描速度100mm/s。
38.实施例3利用等离子喷射制备合金化cu/c触头材料,再采用半导体激光在合金化cu/c触头材料表面原位制备石墨烯制备步骤如下:(1)等离子体合金化cu/c触头材料通过等离子喷射工艺制备合金化cu/c触头材料。等离子合金化工艺参数为:电流100~200a,等离子枪起弧高度2.5~3.5
㎜
,扫描速度200~500
㎜
/min,送料速率为15~30g/min。
39.(2)半导体激光加热原位生长石墨烯利用高功率连续的半导体激光(波长为1080nm,最高功率为6000w)辐照在预置了5μm石墨粉末的合金化cu/c触头材料表面,其中合金化触头材料的尺寸50
×
50
×
5mm3。激光工艺参数为:光斑直径60μm、功率密度10
×
103w/cm2、扫描速度100mm/s。见附图1(b)。
40.实施例4利用等离子喷射制备合金化cu/c触头材料,再采用光纤激光在合金化cu/c触头材料表面原位制备石墨烯制备步骤如下:制备步骤如下:(1)等离子体合金化cu/c触头材料通过等离子喷射工艺制备合金化cu/c触头材料。等离子合金化工艺参数为:电流100~200a,等离子枪起弧高度2.5~3.5
㎜
,扫描速度200~500
㎜
/min,送料速率为15~30g/min。
41.(2)光纤激光加热原位生长石墨烯利用高功率连续的光纤激光(波长为1060nm,最高功率为5000w)辐照在预置了5μm石墨粉末的合金化cu/c触头材料表面,其中合金化触头材料的尺寸50
×
50
×
5mm3。激光工艺参数为:光斑直径40μm、功率密度2
×
103w/cm2、扫描速度20mm/s。
42.实施例5利用等离子喷射制备合金化cu/w触头材料,再采用光纤激光在合金化cu/w触头材料表面原位制备石墨烯制备步骤如下:制备步骤如下:
(1)等离子体合金化cu/w触头材料通过等离子喷射工艺制备合金化cu/w触头材料。等离子合金化工艺参数为:电流100~200a,等离子枪起弧高度2.5~3.5
㎜
,扫描速度200~500
㎜
/min,送料速率为15~30g/min。
43.(2)光纤激光加热原位生长石墨烯利用高功率连续的光纤激光(波长为1060nm,最高功率为5000w)辐照在预置了5μm石墨粉末的合金化cu/w触头材料表面,其中合金化触头材料的尺寸50
×
50
×
5mm3。激光工艺参数为:光斑直径50μm、功率密度7
×
103w/cm2、扫描速度30mm/s。见附图1(b)。
44.实施例6利用等离子喷射制备合金化cu/c/w触头材料,再采用半导体激光在合金化cu/c/w触头材料表面原位制备石墨烯制备步骤如下:制备步骤如下:(1)等离子体合金化cu/c/w触头材料通过等离子喷射工艺制备合金化cu/c/w触头材料。等离子合金化工艺参数为:电流100~200a,等离子枪起弧高度2.5~3.5
㎜
,扫描速度200~500
㎜
/min,送料速率为15~30g/min。
45.(2)光纤激光加热原位生长石墨烯利用高功率连续的半导体激光(波长为1080nm,最高功率为6000w)辐照在预置了5μm石墨粉末的合金化cu/c/w触头材料表面,其中合金化触头材料的尺寸50
×
50
×
5mm3。激光工艺参数为:光斑直径40μm、功率密度5
×
103w/cm2、扫描速度50mm/s。
46.综上所述,本发明设计的石墨烯/金属基复合触头材料中,石墨烯将作为独立涂层完全覆盖于铜基合金表面,直接承担电弧烧蚀、电流焦耳热、机械摩擦/疲劳等损伤。同时在基底中加入镍元素,一方面可以作为石墨烯生长的催化剂,另一方面可以增加铜基合金的机械性能。
47.以上内容仅为说明本发明的技术思想,不能以此限定本发明的保护范围,凡是按照本发明提出的技术思想,在技术方案基础上所做的任何改动,均落入本发明权利要求书的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1