一种直缝焊管管端焊缝打磨系统的制作方法
1.本发明属于钢管焊缝打磨领域,尤其涉及一种直缝焊管管端焊缝打磨系统。
背景技术:
2.目前应用于石油、天然气运输的管道主要有焊管和无缝钢管,焊管相较于无缝钢管成本低、生产效率高,焊管更广泛地应用于石油、天然气的管道运输,此种焊管大多通过uoe工艺成型,经uoe工艺成型的焊管会形成一条和钢管长度相当的直焊缝,为实现无缝对接,需要对钢管端部的焊缝进行打磨处理,且对余高控制要求
±
0.1mm的误差,焊缝边部与母材的过渡区要求光滑过渡;目前焊管端部的直焊缝大都通过“人机协作”的方式进行作业,即由工人负责操作打磨砂带机进行打磨作业,辅以手动操作电动角磨机进行修整,人工检验打磨后的焊缝壁厚和焊缝余高;以这种方式进行钢管管端焊缝的打磨存在很大的缺陷:
3.1.人工操作砂带机和电动角磨机完全依靠经验,很难保证打磨精度;
4.2.人工打磨效率低,很难达到产线的速度要求;
5.3.人工劳动强度大,同时人工操作砂带机和电动角磨机存在一定的风险。
6.为满足焊管管端焊缝打磨的需求,业内设计出很多钢管焊缝打磨装置,中国专利cn 202622511 u公开了一种直缝焊管焊缝打磨装置,该装置包括焊缝打磨小车、焊缝打磨机升降平台、焊缝打磨机支架及焊缝打磨机,焊缝打磨机固定在焊缝打磨机支架上,焊缝打磨机支架固定在焊缝打磨机升降平台上;该技术虽然在一定层度上提高了工人劳动效率低,降低了劳动强度和危险性,但是其仍需要很大成分的人工操作,存在很难保证打磨精度的问题。中国专利cn 107695838 b公开了一种带式不锈钢管焊缝打磨设备,包括基架以及设置在基架上的打磨支撑架,打磨支撑架前侧端面内设有容纳槽,容纳槽内顶壁后侧设有前后延伸设置的第一滑动槽,第一滑动槽内设有前后延伸设置的导杆,第一滑动槽前侧内壁设有向前侧延伸设置的螺纹孔,导杆上滑动配合连接有向下延伸设置的打磨机构,打磨机构底部延伸段伸入容纳槽内;该技术打磨工具固定,通过移动装夹好的焊管,焊缝与打磨工具行程预压力,通过控制与压力实现打磨作业,此种方式打磨工具不动,工件运动,对于大型钢管而言,定位精度和稳定性较差,且不能实现大口径焊管内外焊缝的自动打磨作业。
7.鉴于上述情况,业界亟待研究一种新的直缝焊管管端焊缝打磨系统,不仅可以实现对直缝焊管管端焊缝的全自动打磨,而且打磨精度、打磨效率能显著提高,实现完全无人化智能作业。
技术实现要素:
8.针对现有技术中存在的上述缺陷,本发明的目的是提供一种直缝焊管管端焊缝打磨系统,不仅可以实现对直缝焊管管端焊缝的全自动打磨,而且打磨精度、打磨效率能显著提高,实现完全无人化智能作业。
9.为实现上述目的,本发明采用如下技术方案:
10.本发明提供了一种直缝焊管管端焊缝打磨系统,包括
11.打磨组件,用于打磨直缝焊管的焊缝;
12.运动执行组件,用于带动所述打磨组件运动;
13.视觉组件,用于检测直缝焊管的位置、焊缝位置以及焊缝轮廓;
14.定位旋转辊组件,用于固定、旋转所述直缝焊管;
15.控制系统,接收并根据所述视觉组件的检测信息,向所述运动执行组件、打磨组件下发运动指令,实现焊缝打磨。
16.优选地,所述运动执行组件包括机器人行走轴以及设于所述机器人行走轴上的机器人机械臂。
17.优选地,所述打磨组件包括连接套筒、张紧轮、驱动轮、接触轮以及打磨砂带;
18.所述连接套筒设于所述机器人机械臂上;
19.所述张紧轮、驱动轮以及接触轮呈三角布置在所述连接套筒上;
20.所述打磨砂带设于三角布置的张紧轮、驱动轮以及接触轮上,该打磨砂带通过所述驱动轮转动进行旋转打磨。
21.优选地,所述视觉组件可旋转的设于所述连接套筒上。
22.优选地,所述控制系统包括上位机以及用于下发运动指令的机器人控制器。
23.优选地,所述直缝焊管管端焊缝打磨系统还包括通信系统,所述通信系统用于实现所述控制系统与所述打磨组件、运动执行组件、视觉组件以及定位旋转辊组件之间的信号传递。
24.优选地,所述直缝焊管的位置包括所述直缝焊管的管端位置和表面位置;和/或
25.所述焊缝轮廓包括多条沿所述焊缝长度方向的焊缝横断面曲线所形成的焊缝三维轮廓。
26.优选地,所述运动指令包括所述运动执行组件的移动指令、所述定位旋转辊组件的转动指令以及所述打磨组件的打磨指令。
27.优选地,所述打磨指令包括粗打磨指令和精打磨指令;
28.所述粗打磨指令为以焊缝中心点为切点,沿所述切点的法线方向为切面进行粗磨;
29.所述精打磨指令分别以所述焊缝中心点以及所述焊缝中心点两侧距离焊缝边部1/8处为切点,沿所述切点的法线方向为切面,进行精磨。
30.优选地,所述粗磨过程中,粗磨的道次为
31.n=int{(h-h)/w};
32.其中,n为粗磨道次;
33.h为视觉组件检测的焊缝原始余高,单位为mm;
34.h为粗磨后目标余高,单位为mm;
35.w为单道次打磨进给量,单位为mm;
36.所述精打磨过程中,所述精打磨深度为
37.h精=h-n*w-h;
38.其中,h精为精打磨深度,单位为mm。
39.本发明的有益效果为:
40.本发明所提供的直缝焊管管端焊缝打磨系统包括控制系统、运动执行组件、视觉组件、打磨组件以及定位旋转辊组件,控制系统启动打磨程序后,运动执行组件带动打磨组件和视觉组件至直缝焊管处,视觉组件检测到直缝焊管端部和外表面后,位旋转辊组件拖动直缝焊管转动直至视觉组件检测到焊缝;然后打磨组件根据控制系统输出的打磨信号对焊缝进行打磨;不仅可以实现对直缝焊管管端焊缝的全自动打磨,而且打磨精度、打磨效率能显著提高,实现完全无人化智能作业。
附图说明
41.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
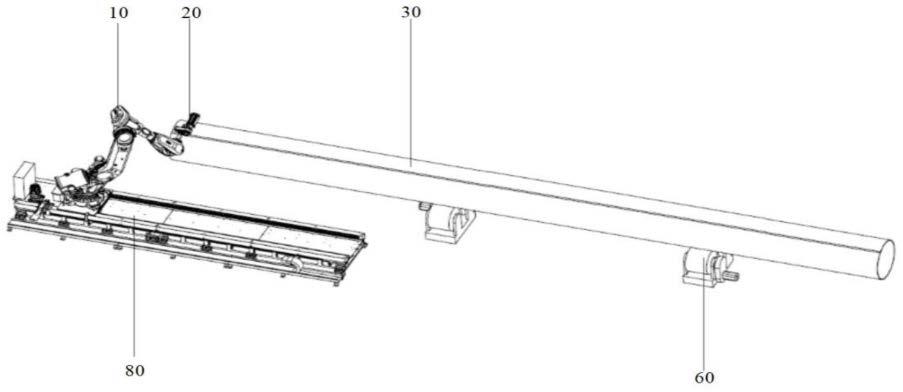
42.图1为本发明的直缝焊管管端焊缝打磨系统的结构示意图;
43.图2为本发明的打磨组件的结构示意图;
44.图3为本发明的直缝焊管管端焊缝打磨系统的控制原理图;
45.图4为本发明的直缝焊管管端焊缝打磨系统的使用流程图;
46.图5为本发明的焊缝粗磨示意图;
47.图6为本发明的焊缝精磨过程中切点的示意图。
具体实施方式
48.为了能更好地理解本发明的上述技术方案,下面结合附图和实施例进一步说明本发明的技术方案。
49.结合图1所示,本发明所提供的直缝焊管管端焊缝打磨系统包括打磨组件20、运动执行组件、视觉组件90、定位旋转辊组件60以及控制系统;其中打磨组件20用于打磨直缝焊管30的焊缝;运动执行组件用于带动打磨组件20运动;视觉组件90用于检测直缝焊管30的位置、焊缝位置以及焊缝轮廓;定位旋转辊组件60用于固定、旋转所述直缝焊管30;控制系统接收视觉组件90的检测信息,并根据检测信息向运动执行组件、定位旋转辊组件60以及打磨组件20下发运动指令,实现焊缝打磨。
50.结合图1所示,运动执行组件包括机器人行走轴80以及设于机器人行走轴80上的机器人机械臂10。
51.结合图2所示,打磨组件20包括连接套筒及法兰盘组件24、张紧轮23、驱动轮22、接触轮26以及打磨砂带25;其中连接套筒及法兰盘组件24设于机器人机械臂10上;张紧轮23、驱动轮22以及接触轮26呈三角布置在连接套筒及法兰盘组件24上;打磨砂带25设于三角布置的张紧轮23、驱动轮22以及接触轮26上,该打磨砂带25通过驱动轮22转动进行旋转打磨。
52.结合图1、图4所示,视觉组件90可旋转的设于打磨组件20的连接套筒及法兰盘组件24上;其中视觉组件90所检测的直缝焊管30的位置包括直缝焊管30的管端位置和表面位置;在具体的焊缝打磨过程中,机器人机械臂10带动打磨组件20从远处向直缝焊管30移动,当接近直缝焊管30的管端位置时,视觉组件90先检测到直缝焊管30,机器人机械臂10紧急制动,此时由于惯性,机器人机械臂10上的打磨组件20会越过直缝焊管30的管端位置,实现直缝焊管30的管端粗定位;然后机器人机械臂10向直缝焊管30的表面移动,视觉组件90检测到直缝焊管30的表面位置后,紧急制动,同样由于惯性,机器人机械臂10停在距离直缝焊
管30的表面更近的位置,实现直缝焊管30的表面粗定位;之后控制系统根据视觉组件90检测到的数据进行微调,机器人机械臂10移动,最终移动至距离直缝焊管30表面某一适合检测的位置,实现直缝焊管30的表面精定位;之后定位旋转辊组件60带动直缝焊管30旋转,当焊缝进入视觉组件90的测量范围后停止转动,此时焊缝中心线未处于视觉组件90的测量范围的中心,实现焊缝粗定位,随后机器人机械臂10拖动视觉组件90沿直缝焊管30周向向焊缝中点移动,根据视觉组件90检测到的二维点云数据进行移动以微量调整,使钢管焊缝位于视觉组件90扫描范围的中心,实现焊缝精定位;最后机器人机械臂10沿直缝焊管30轴向朝管端位置移动,当视觉组件90检测不到数据时,则机器人机械臂10末端已移动至直缝焊管30的管端,此时控制系统记录管端的精确位置,实现管端精定位。
53.结合图1、图4所示,机器人机械臂10拖动视觉组件90沿焊缝长度方向匀速移动,视觉组件90等时间间隔对焊缝轮廓进行扫描,每扫描一次,获得一条由点云数据组成的焊缝横断面曲线,若干条点云曲线组合在一起,则形成整条焊缝的三维形貌轮廓。
54.结合图3所示,控制系统包括上位机以及用于下发运动指令的机器人控制器;其中上位机用于接收视觉组件90检测到的检测信息,控制系统根据直缝焊管30的位置、焊缝位置,通过机器人控制器向与运动执行组件以及定位旋转辊组件60下发运动指令(比如运动执行组件靠近直缝焊管30的运动指令、定位旋转辊组件60带动直缝焊管30转动的转动指令等);控制系统根据焊缝轮廓(包括焊缝原始余高、焊缝中心点以及焊缝边部)规划目标余高、打磨道次和进给量(包括粗打磨过程的单道次进给量以及粗磨道次、精磨深度),并通过机器人控制器下发打磨指令,从而实现焊缝打磨。
55.直缝焊管管端焊缝打磨系统还包括通信系统,通信系统用于实现控制系统与打磨组件20、运动执行组件、视觉组件90以及定位旋转辊组件60之间的信号传递。
56.结合图5所示,上述的打磨指令包括粗打磨指令和精打磨指令;其中粗打磨指令为以焊缝中心点a为切点,沿切点a的法线方向为切面进行粗磨,其中1表示第一个道次粗磨,2表示第二道次粗磨,3表示第三道次粗磨,4表示目标余高;在具体的粗磨过程中,粗磨的道次为:
57.n=int{(h-h)/w};
58.其中,n为粗磨道次;
59.h为视觉组件90检测的焊缝原始余高,单位为mm;
60.h为粗磨后目标余高,单位为mm;
61.w为单道次打磨进给量,单位为mm;
62.结合图6所示,精打磨指令分别以焊缝中心点a以及焊缝中心点a两侧距离焊缝边部1/8处b、c为切点,沿切点a、b、c的法线方向为切面,进行精磨。在具体的精打磨过程中,精打磨深度为:
63.h
精
=h-n*w-h;
64.其中,h
精
为精打磨深度,单位为mm;
65.h为视觉组件90检测的焊缝原始余高,单位为mm;
66.h为粗磨后目标余高,单位为mm;
67.w为单道次打磨进给量,单位为mm;
68.n为粗磨道次。
69.结合图4所示,上述的直缝焊管管端焊缝打磨系统在打磨直缝焊管30的过程,包括以下流程:焊管与焊缝定位
→
焊缝轮廓检测与圆度拟合
→
焊缝粗磨
→
焊缝精磨
→
焊缝质量判定。
70.(1)焊管与焊缝定位:机器人机械臂10带动打磨组件20从远处向直缝焊管30移动,当接近直缝焊管30的管端位置时,视觉组件90先检测到直缝焊管30,机器人机械臂10紧急制动,此时由于惯性机器人机械臂10上的打磨组件20会越过直缝焊管30的管端位置,实现直缝焊管30的管端粗定位;然后机器人机械臂10向直缝焊管30的表面移动,视觉组件90检测到直缝焊管30的表面位置后,紧急制动,同样由于惯性,机器人机械臂10停在距离直缝焊管30的表面更近的位置,实现直缝焊管30的表面粗定位;之后控制系统根据视觉组件90检测到的数据进行微调,机器人机械臂10移动,最终移动至距离直缝焊管30表面某一适合检测的位置,实现直缝焊管30的表面精定位;之后定位旋转辊组件60带动直缝焊管30旋转,当焊缝进入视觉组件90的测量范围后停止转动,此时焊缝中心线未处于视觉组件90的测量范围的中心,实现焊缝粗定位,随后机器人机械臂10拖动视觉组件90沿钢管周向向焊缝中点移动,根据视觉组件90检测到的二维点云数据进行移动以微量调整,使钢管焊缝位于视觉组件90扫描范围的中心,实现焊缝精定位;;最后机器人机械臂10沿直缝焊管30的轴向(焊缝的长度方向)朝管端位置匀速移动,此过程中,视觉组件90对视野范围内有无工件进行探测,当视野范围内检测不到工件时,则机器人机械臂10末端已移动至直缝焊管30的管端,此时控制系统记录管端的精确位置,实现管端精定位。
71.(2)焊缝轮廓检测与圆度拟合:在焊管与焊缝定位的过程中,机器人机械臂10沿直缝焊管30的轴向(焊缝的长度方向)朝管端位置匀速移动,此过程中,视觉组件90等时间间隔对焊缝轮廓进行扫描,每扫描一次,获得一条由点云数据组成的焊缝横断面曲线,这条曲线由一组点云数据组成,测量宽度大于焊缝宽度,即包含直缝焊管30母体与焊缝,利用该组数据,可以拟合直缝焊管30母体圆度并找出圆心中心轴线的位置,用于焊缝粗磨和精磨基准;
72.在机器人机械臂10匀速移动过程中,视觉组件90等间距扫描,最终获取多组沿焊缝长度方向的焊缝横断面曲线所形成的焊缝三维轮廓,即为焊缝轮廓;
73.(3)焊缝粗磨:外焊缝的粗磨主要以大切削量去除焊缝余材为目标;粗磨时以焊缝的中心点为切点,沿该切点的法线方向为切面进行余材切除。在焊缝轮廓检测与圆度拟合过程中,通过检测的焊缝原始余高h,设定的打磨后目标余高h以及粗打磨过程中单道次打磨进给量w,则粗磨的道次n=int{(h-h)/w};
74.(4)焊缝精磨:粗打磨结束后焊缝中心剩余余高h
余
=h-n*w;精打磨阶段,一方面要实现剩余余材的切除,另一方面要保证焊缝边部与母材的圆滑过渡;因此精打磨基准有三个点:第一个点是焊缝中心点,其切除面沿该点法线方向;第二个点和第三个点为焊缝中心点两侧距离焊缝边部1/8处,切除面分别沿第二点、第三点的法线方向;其中切除深度h
余
=h-n*w-h;由于精磨阶段焊缝余材切除量不是很大,因此,三个点均一个道次即可完成。
75.(5)焊缝质量判定。
76.下面结合具体的例子对本发明的直缝焊管管端焊缝打磨系统进一步介绍;下面所实施例的打磨过程采用上述介绍的直缝焊管管端焊缝打磨系统;
77.实施例1
78.本实施例中对直缝焊管管端焊缝进行打磨:运输小车将直缝焊管放置在定位旋转辊组件上,感应开关感应到直缝焊管则通知上位机,启动打磨流程,机器人机械臂搭载打磨组件和视觉组件由远处逐步移向直缝焊管,找到直缝焊管端部和直缝焊管表面,打磨组件和视觉组件停在距离直缝焊管表面某一位置不动,定位旋转辊组件带动直缝焊管旋转,当视觉组件发现焊缝时,则通过上位机通知定位旋转辊组件停止旋转,实现直缝焊管焊缝的定位。然后进行焊缝轮廓检测和圆度拟合,找到圆心位置和焊缝轮廓尺寸,根据预设定好的程序,规划好打磨轨迹并实施粗打磨,粗打磨结束后,再进行二次精打磨,实现焊缝的打磨过程和质量判定。
79.实施例2
80.本实施例中对管端0-300mm长度范围的内焊缝打磨:
81.直缝焊管内焊缝打磨时,需要将打磨组件伸进直缝焊管内部,打磨组件结构设计时,需要考虑直缝焊管管径范围,要保证打磨组件能够伸进直缝焊管,且可以伸入管端内部300mm。
82.运输小车将直缝焊管放置在定位旋转辊组件上,感应开关感应到直缝焊管则通知上位机,启动打磨流程,机器人机械臂搭载打磨组件和视觉组件由远处逐步移向直缝焊管,找到直缝焊管端部和直缝焊管外表面,进行直缝焊管的焊缝轮廓检测和圆度拟合,进而获得圆心位置,打磨组件和视觉组件沿直缝焊管长度方向平移退出管端外部,再平移到圆心中心线上,再沿直缝焊管轴向平移到直缝焊管内部,然后逐渐沿径向平移向内壁靠近并停在某一距离处不动(如7点钟位置附近)。定位旋转辊组件带动直缝焊管旋转,当视觉组件发现焊缝时,则通过上位机通知定位旋转辊组件停止旋转,实现直缝焊管内焊缝的定位,然后视觉组件启动焊缝轮廓检测程序进行内焊缝轮廓检测,根据预设定好的程序,规划好打磨轨迹并实施粗打磨,粗打磨结束后,进行二次精打磨,实现内焊缝的打磨过程和质量判定。
83.实施例3
84.本实施例中对直缝焊管管端0-300mm长度范围的内、外焊缝打磨:由于内、外焊缝都要打磨,因此需要将打磨组件伸进直缝焊管内部,打磨组件结构设计时,需要考虑直缝焊管管径范围,要保证打磨组件能够伸进直缝焊管,且可以伸入管端内部300mm。
85.外焊缝的打磨:运输小车将直缝焊管放置在定位旋转辊组件上,感应开关感应到直缝焊管则通知上位机,启动打磨流程,机器人机械臂搭载打磨组件和视觉组件由远处逐步移向直缝焊管,找到直缝焊管端部和直缝焊管外表面,然后打磨组件和视觉组件停在距离直缝焊管外表面某一位置不动,定位旋转辊组件拖动直缝焊管旋转,当视觉组件发现焊缝时,则通过上位机通知旋转辊组件停止旋转,实现直缝焊管外焊缝的定位。然后视觉组件启动焊缝轮廓检测程序进行外焊缝轮廓检测,根据预设定好的程序,规划好打磨轨迹并实施粗打磨,粗打磨结束后,再进行二次精打磨,实现外焊缝的打磨过程和质量判定。
86.内焊缝的打磨:在外焊缝轮廓检测时,构建出焊缝轮廓及其周边直缝焊管外壁轮廓的形貌,获取直缝焊管外径及直缝焊管中心线位置,再结合外焊缝检测时获取的管端位置,打磨组件和视觉组件旋转90
°
从直缝焊管外侧平移到直缝焊管内侧,并逐步移到7点钟位置且距离内壁一定距离。打磨组件和视觉组件不动,定位旋转辊组件带动直缝焊管旋转,当视觉组件发现焊缝时,则通过上位机通知定位旋转辊组件停止旋转,实现直缝焊管内焊缝的定位。然后内焊缝轮廓检测,根据预设定好的程序,规划好打磨轨迹并实施粗打磨,粗
打磨结束后,对内焊缝轮廓进行二次精打磨,实现内焊缝的打磨过程和质量判定。
87.综上所述,本发明的直缝焊管管端焊缝打磨系统不仅可以实现对直缝焊管管端焊缝的全自动打磨,而且打磨精度、打磨效率能显著提高,实现完全无人化智能作业;除此之外,该直缝焊管管端焊缝打磨系统适用于所有的直焊缝管端焊缝打磨,具有较大的推广应用价值。
88.本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1