喷砂装置的制作方法
1.本技术涉及喷砂技术领域,具体涉及一种喷砂装置。
背景技术:
2.喷砂装置主要是通过喷射砂料至工件的表面,从而改变工件表面的机械性能。现有技术中的喷砂装置需要通过人工补砂以使喷砂装置持续工作,然而人工补砂操作困难,且工作效率低。
技术实现要素:
3.鉴于上述状况,有必要提供一种喷砂装置,以解决上述问题。
4.本技术实施例提出了一种喷砂装置,包括:
5.喷砂机构,所述喷砂机构用于向工件的表面喷射砂料;
6.运砂机构,所述运砂机构包括运砂组件和提砂组件,所述运砂组件的一端连接于所述喷砂机构,所述运砂组件的另一端连接于所述提砂组件,用于向所述喷砂机构输送所述砂料;及
7.补砂机构,所述补砂机构包括补砂件、补砂输送件及补砂驱动件,所述补砂件具有一补砂口,用于添加所述砂料,所述补砂输送件的一侧连接于所述补砂件,所述补砂输送件的另一侧连接于所述补砂驱动件,所述补砂驱动件可驱动所述补砂输送件带动所述砂料至所述提砂组件。
8.在一些实施例中,所述运砂组件包括砂仓、运砂件和运砂驱动件,所述运砂件设置于所述砂仓内且连接于所述运砂驱动件,以带动所述砂料移至所述喷砂机构。
9.在一些实施例中,所述砂仓邻近所述喷砂机构的位置设置有称重部,所述称重部用于检测所述砂仓内所述砂料的质量,以调整所述砂料的输送量。
10.在一些实施例中,所述砂仓远离所述喷砂机构的位置设置有料位检测部,所述料位检测部用于检测所述砂仓内所述砂料的料位,以调整所述砂料的输送量。
11.在一些实施例中,所述运砂机构进一步包括:
12.回砂组件,所述回砂组件包括回砂件、回砂仓和送砂件,所述回砂件的一端连接于所述回砂仓,所述回砂件的另一端连接于所述砂仓,以收集所述砂料至所述回砂仓,所述送砂件的一端连接于所述回砂仓,所述送砂件的另一端连接于所述提砂组件,以带动所述回砂仓的所述砂料移至所述提砂组件。
13.在一些实施例中,所述喷砂机构包括喷砂组件和喷砂通道,所述喷砂通道的一端连接于所述运砂组件,所述喷砂通道的另一端连接于所述喷砂组件,用于向所述工件的表面喷射所述砂料。
14.在一些实施例中,所述喷砂机构进一步包括:
15.控制阀,所述控制阀设置于所述喷砂通道邻近所述喷砂组件的位置,以控制所述砂料移至所述喷砂组件的流量。
16.在一些实施例中,所述喷砂组件包括喷射件、连接件和驱动件,所述连接件的一端连接于所述喷射件,所述连接件的另一端连接于所述驱动件,所述驱动件可带动所述喷射件摆动,以使所述砂料均匀喷至所述工件的表面。
17.在一些实施例中,所述喷射件包括喷射管道和喷嘴,所述喷射管道连接于所述喷嘴,所述喷射管道的一端开设有进气口,所述喷射管道的另一端开设有进砂口。
18.在一些实施例中,所述喷砂装置进一步包括:
19.控制器,所述控制器电连接于所述运砂机构、所述补砂机构及所述喷砂机构,以调节所述砂料的输送量和喷射量。
20.上述的喷砂装置通过补砂口补充砂料,补砂驱动件驱动补砂输送件带动砂料移至提砂组件,提砂组件和运砂组件带动砂料移至喷砂机构,喷砂机构向工件的表面喷射砂料。相对于现有技术,本技术操作简单,通过补砂机构及时补充砂料,提高了喷砂装置的工作效率。
附图说明
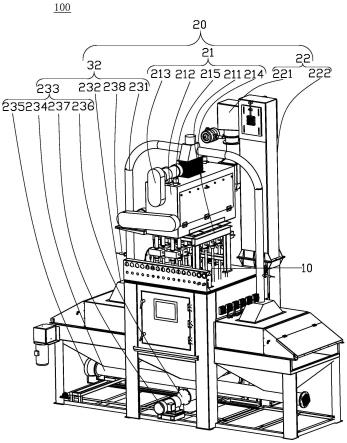
21.图1为本技术实施例提供的喷砂装置的立体结构示意图。
22.图2为图1所示的喷砂装置的另一角度的立体结构示意图。
23.图3为图1所示的喷砂机构的立体结构示意图。
24.图4为图3所示的喷射件的立体结构示意图。
25.主要元件符号说明
26.喷砂装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
27.喷砂机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
28.喷砂通道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
29.喷砂组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
30.喷射件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
121
31.喷射管道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
122
32.喷嘴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
123
33.进气口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
124
34.进砂口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
125
35.连接件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
126
36.驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
127
37.控制阀
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13
38.运砂机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
39.运砂组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21
40.砂仓
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
211
41.运砂件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
212
42.运砂驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
213
43.称重部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
214
44.料位检测部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
215
45.提砂组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22
46.提砂件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
221
47.提砂驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
222
48.回砂组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23
49.回砂件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
231
50.回砂仓
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
232
51.送砂件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
233
52.第一送砂部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
234
53.第一送砂驱动部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
235
54.第二送砂部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
236
55.第二送砂驱动部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
237
56.回砂检测部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
238
57.补砂机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
58.补砂件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31
59.补砂口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
311
60.补砂输送件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32
61.补砂驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33
具体实施方式
62.下面详细描述本技术的实施方式,所述实施方式的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本技术,而不能理解为对本技术的限制。
63.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
64.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接或可以相互通讯;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
65.在本技术中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正上方和斜上方,或仅仅表示
第一特征水平高度小于第二特征。
66.下文的公开提供了许多不同的实施方式或例子用来实现本技术的不同结构。为了简化本技术的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本技术。此外,本技术可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。此外,本技术提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
67.一种喷砂装置,包括:
68.喷砂机构,所述喷砂机构用于向工件的表面喷射砂料;
69.运砂机构,所述运砂机构包括运砂组件和提砂组件,所述运砂组件的一端连接于所述喷砂机构,所述运砂组件的另一端连接于所述提砂组件,用于向所述喷砂机构输送所述砂料;及
70.补砂机构,所述补砂机构包括补砂件、补砂输送件及补砂驱动件,所述补砂件具有一补砂口,用于添加所述砂料,所述补砂输送件的一侧连接于所述补砂件,所述补砂输送件的另一侧连接于所述补砂驱动件,所述补砂驱动件可驱动所述补砂输送件带动所述砂料至所述提砂组件。
71.喷砂装置通过补砂机构及时补充砂料,提高了喷砂装置的工作效率。
72.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
73.请参阅图1,本技术实施例提供了一种喷砂装置100,用于向工件的表面喷射砂料。请同时参阅图2和图3,喷砂装置100包括喷砂机构10和运砂机构20及补砂机构30。
74.喷砂机构10用于向工件的表面喷射砂料,以提高工件表面的机械性能。运砂机构20包括运砂组件21和提砂组件22,运砂组件21的一端连接于喷砂机构10,运砂组件21的另一端连接于提砂组件22,以用于向喷砂机构10输送砂料,从而使喷砂机构10将砂料喷纸工件的表面。
75.运砂组件21包括砂仓211、运砂件212和运砂驱动件213,砂仓211大致为长方体状,用于储存砂料。运砂件212设置于砂仓211内,且连接于运砂驱动件213,运砂驱动件213驱动运砂件212带动砂料运送至喷砂机构10,从而使喷砂机10将砂料喷至工件的表面。在本实施例中,运砂件212为螺杆输送机,运砂驱动件213为电机。
76.砂仓211邻近喷砂机构10的一侧设置有称重部214,称重部214用于检测砂仓211内砂料的质量,从而使喷砂装置100控制砂料的输送量,进而提高喷砂装置100的工作效率。称重部214包括四个称重模块(图未示),四个称重模块均匀间隔设置于砂仓211的底部,从而检测砂仓211内砂料的质量。
77.砂仓211远离喷砂机构10的一端设置有料位检测部215,料位检测部215为射频物位计,料位检测部用于检测砂仓211内砂料的料位位置,防止砂料过多以堵塞喷砂机构10,或者砂料过少以使喷砂机构10无法向工件的表面喷射砂料,从而使喷砂装置100控制补砂机构30所添加的砂料量,进而提高喷砂装置100的工作效率。
78.补砂机构30包括补砂件31、补砂输送件32及补砂驱动件33。补砂件31大致为正方体状且内部为中空结构,补砂件31具有一补砂口311,以用于添加砂料至补砂件311内。补砂
输送件32的一侧连接于补砂件31,补砂输送件32的另一侧连接于补砂驱动件33,补砂驱动件33可驱动补砂输送件32输送砂料至提砂组件22,从而补充砂料至喷砂机构10,进而使喷施机构10持续喷射砂料至工件的表面,以提高喷砂装置100的工作效率。在本实施例中,补砂输送件32为螺杆输送机,补砂驱动件33为伺服电机。
79.提砂组件22包括提砂件221和提砂驱动件222,提砂件221的一端连接于运砂件212,提砂件221的另一端连接于补砂输送件32,且提砂件221的一侧连接于提砂驱动件222,提砂驱动件222驱动提砂件221带动砂料从补砂输送件32移至运砂件212,以补充砂料至喷砂机构10。在本实施例中,提砂件221为斗式提升机,还可以为螺旋式提升机,提砂驱动件222为电机。
80.运砂机构20进一步包括回砂组件23,回砂组件23包括回砂件231、回砂仓232和送砂件233,回砂件231为两个集尘管,回砂仓232为两个料仓,料仓大致为长方体状,两个集尘管相对设置于砂仓211的两侧且分别连接于相对应的料仓,回砂件231收集砂仓211内飞溅的砂料,输送砂料至回砂仓232。送砂件233包括第一送砂部234、第一送砂驱动部235、第二送砂部236及第二送砂驱动部237。第一送砂部234的一端连接于回砂仓232,第一送砂部234的另一端连接于第二送砂部236,且第一送砂部234的一侧连接于第一送砂驱动部235,第一送砂驱动部235可驱动第一送砂部234带动砂料移至第二送砂部236。第二送砂部236的一端连接于提砂件221,第二送砂件236的另一端连接于第二送砂驱动部237,第二送砂驱动部237可驱动第二送砂件236带动砂料移至提砂件221。在本实施例中,第一送砂件234和第二送砂件236为螺杆输送机,第一送砂驱动部235和第二送砂驱动部237为电机。回砂件231的一侧设置有回砂检测部238,回砂检测部238为电子风速仪,回砂检测部238用于检测回砂件231的砂料回砂速度。
81.请参阅图3,喷砂机构10包括喷砂通道11和喷砂组件12,喷砂通道11的一端连接于运砂件212,喷砂通道11的另一端连接于喷砂组件12,以将运砂件212的砂料移至喷砂组件12,从而通过喷砂组件12将砂料喷至工件的表面,以提高工件表面的机械性能。
82.喷砂机构10进一步包括控制阀13,控制阀13设置于喷砂通道11邻近喷砂组件12的位置,用于对砂料的流量实时检测,从而控制砂料运送至喷砂组件12的流量,防止砂料的流量过小以使喷砂组件12无法喷射砂料至工件的表面,或者砂料的流量过大以使喷砂组件12堵塞,进而提高喷砂装置100的工作效率。在本实施例中,控制阀13为砂流阀。
83.喷砂组件12包括喷射件121、连接件126和驱动件127。连接件126大致为杆状,连接件126的一端连接于喷射件121,连接件126的另一端连接于驱动件127,驱动件127用于带动喷射件121摆动,以使砂料通过喷射件121均匀喷至工件的表面,从而提高工件表面的机械性能。在本实施例中,驱动件127为电机。
84.请参阅图4,喷射件121包括喷射管道122和喷嘴123,喷射管道122大致为圆筒状,喷射管道122连接于喷嘴123,砂料通过喷射管道122移至喷嘴123。喷射管道123的一端开设有进气口124,进气口124连接于气泵,以驱动喷嘴123喷射砂料,喷射管道123的另一端开设有进砂口125,进砂口125连接于喷砂通道11,以使砂料从喷砂通道11移至喷嘴123。
85.喷砂装置100进一步包括控制器(图未示),控制器电连接于喷砂机构10、运砂机构20及补砂机构30。控制器接收喷砂机构10、运砂机构20及补砂机构30检测的砂料信息,从而控制砂料的输送量、喷射量及其它参数,进而提高喷砂装置100的工作效率。控制器包括但
不限于是plc。
86.本技术实施例的工作过程:砂料通过补砂口311输送至补砂件31,补砂驱动件33驱动补砂输送件32带动砂料移至提砂件221,提砂驱动件222驱动提砂件221带动砂料从补砂输送件32移至运砂件212,运砂驱动件213驱动运砂件212带动砂料运送至喷砂机构10,砂料从喷砂通道11移至喷射件121,驱动件127带动喷射件121摆动喷射砂料至工件的表面。回砂件231收集料仓211内的飞溅的砂料至回砂仓232,送砂件233输送回砂仓232内的砂料至提砂件221,以使砂料重复使用。
87.上述的喷砂装置100通过补砂口311补充砂料,补砂驱动件33驱动补砂输送件32带动砂料移至提砂组件22,提砂组件22和运砂组件21带动砂料移至喷砂机构10,喷砂机构10向工件的表面喷射砂料。相对于现有技术,本技术操作简单,通过补砂机构30及时补充砂料,提高了喷砂装置100的工作效率。
88.另外,本领域技术人员还可在本技术精神内做其它变化,当然,这些依据本技术精神所做的变化,都应包含在本技术所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1